Профилегиб поможет изготовить из металлических труб гнутые дуги, широко применяющиеся в строительстве и благоустройстве участка. Разберемся, как сделать профилегиб своими руками.
Дуги из профильной трубы – востребованный материал для благоустройства дачного участка, строительства теплиц, навесов, беседок. Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб. Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
1 Применение профилегиба и принцип его работы
2 Конструкция
3 Необходимые материалы и инструмент
4 Как сделать профилегиб своими руками. Пошаговая инструкция
5 Порядок гибки труб
6 Советы профессионалов
Назначение профилегиба – деформация металла в холодном состоянии до достижения необходимой формы. При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
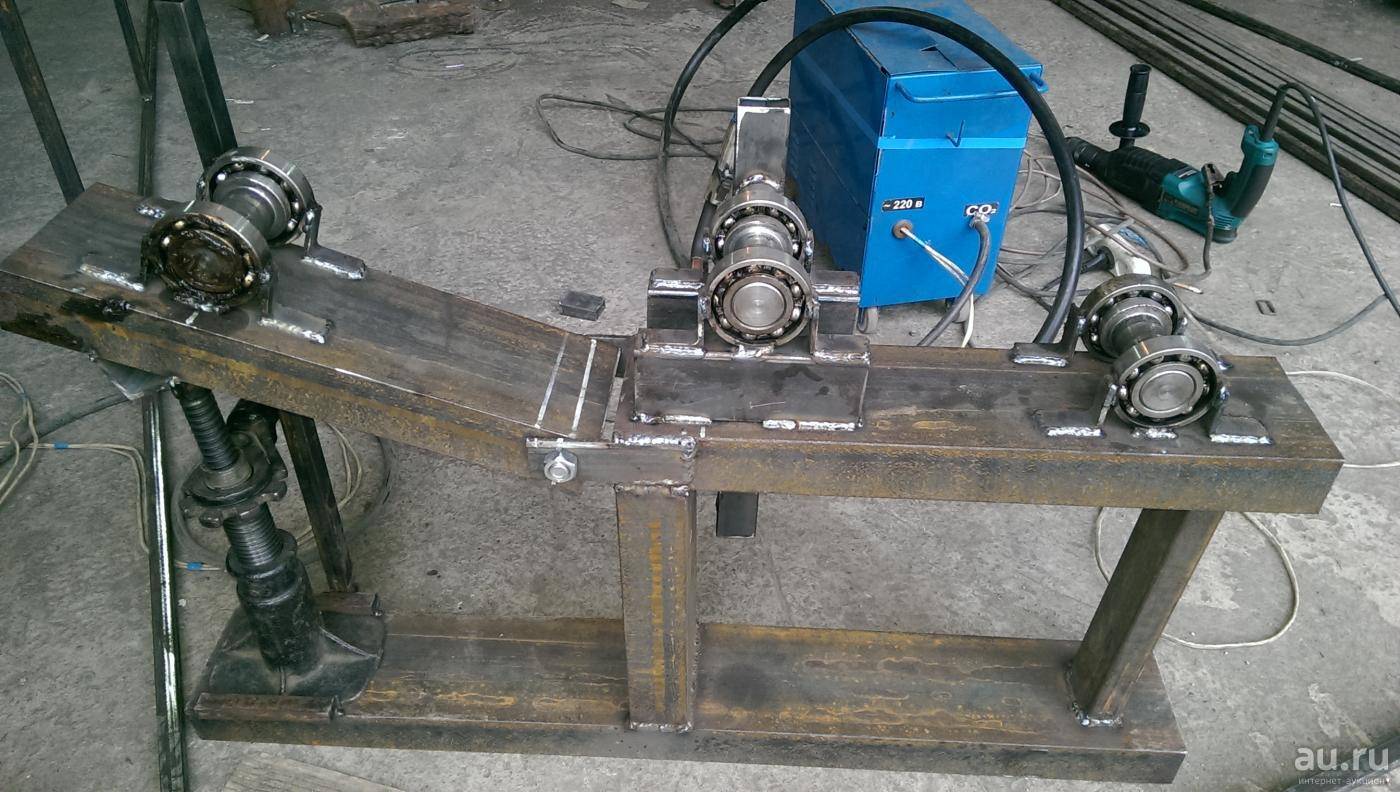
Сам процесс изгибания металла основан на приложении деформирующего усилия по центру балки, лежащей на двух опорах. При этом, благодаря прокатыванию профиля по роликам, его сечение в процессе обработки не меняется, на поверхности не появляются смятые участки, складки. Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
[warning]В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т. д.[/warning]
д.[/warning]
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Материалы для изготовления трубогиба подбираются, исходя из определенных для станка задач и имеющихся в наличии узлов и деталей. Мы предлагаем комплект деталей для изготовления станка, которому под силу справиться с профильной трубой диаметром до 60 мм. Но многие из компонентов можно заменить, в зависимости от того, какие материалы удастся найти в хозяйстве или недорого купить. Итак, вот примерный перечень материалов:
 Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.
Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.Инструментарий для работы достаточно распространен и встречается во многих домах. Два наиболее редких инструмента – это сварочный аппарат и «болгарка». Без них не обойтись при изготовлении станины трубогиба. Если этих инструментов нет в хозяйстве, их стоит приобрести или взять в аренду на время.
Также понадобится электродрель, сверла по металлу, разметочный инструмент (кернеры, чертилки, рулетка, карандаш), молоток, гаечные ключи №20.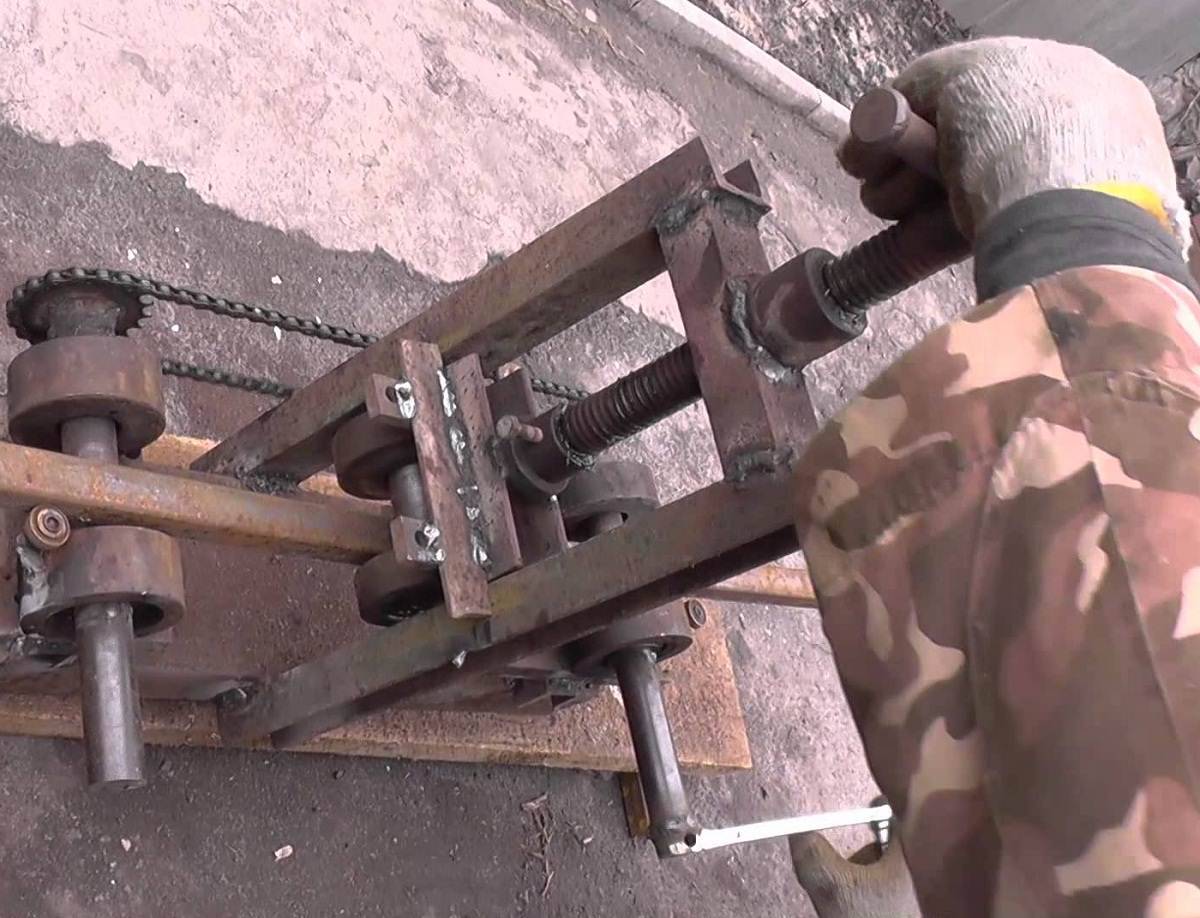 Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Прежде всего, начинают с создания чертежей. Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Далее порядок работы таков:
 После этого можно быть уверенным, что станина выдержит нагрузку.
После этого можно быть уверенным, что станина выдержит нагрузку.[warning]Когда станок полностью собран, его тщательно красят, чтобы коррозионные процессы не разрушали металл. Все подшипники, звездочки и цепь тщательно смазывают, рукояти полируют.[/warning]
Чтобы для протаскивания трубы через вальцы требовалось прикладывать меньшее усилие, применяют принцип уменьшения передачи (он реализован, например, в велосипеде). Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Еще один вариант, который позволяет обеспечить заметно большее усилие – установка в качестве привода низкооборотного электрического мотора. Тогда его ось соединяется с ведущим валом станка (непосредственно или через передачу). Такое дополнение усложняет конструкцию, но существенно расширяет функциональные возможности.
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
[warning]После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны. [/warning]
[/warning]
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Содержание:
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.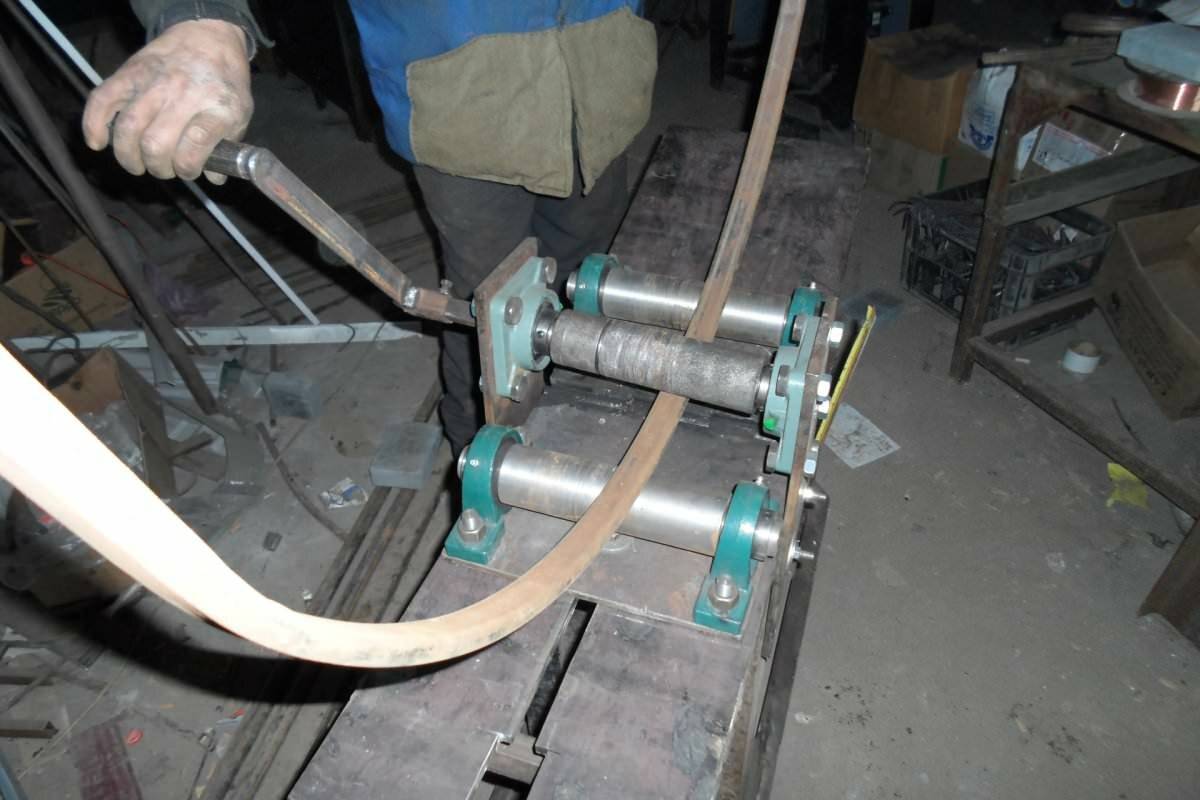
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
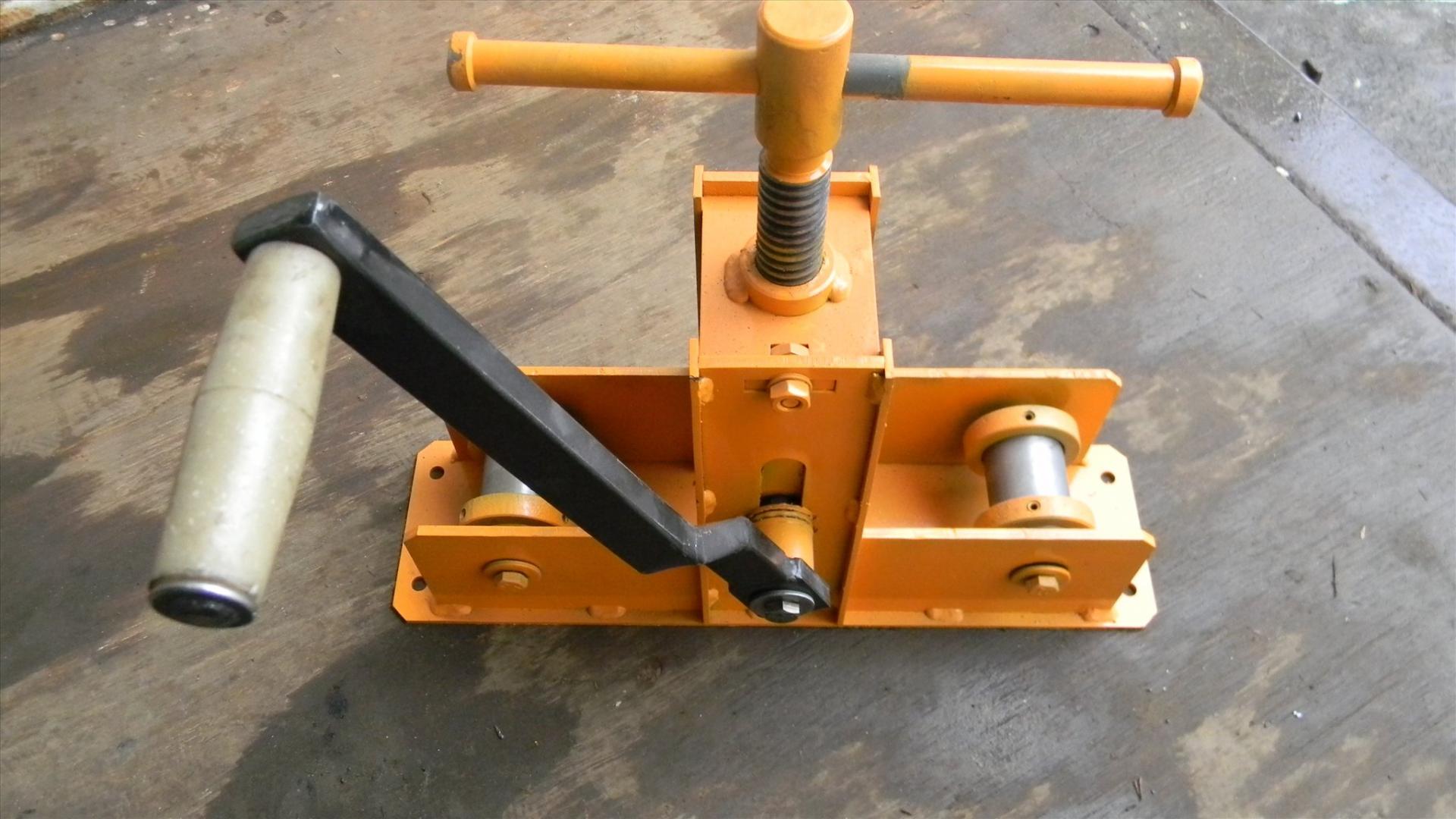
Устройство прокатного или, как его еще называют, сегментного трубогиба абсолютно просто. Прокатный трубогиб оснащен несколькими роликами.
Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой.
Участок трубы туго зажимается струбциной инструмента.
Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.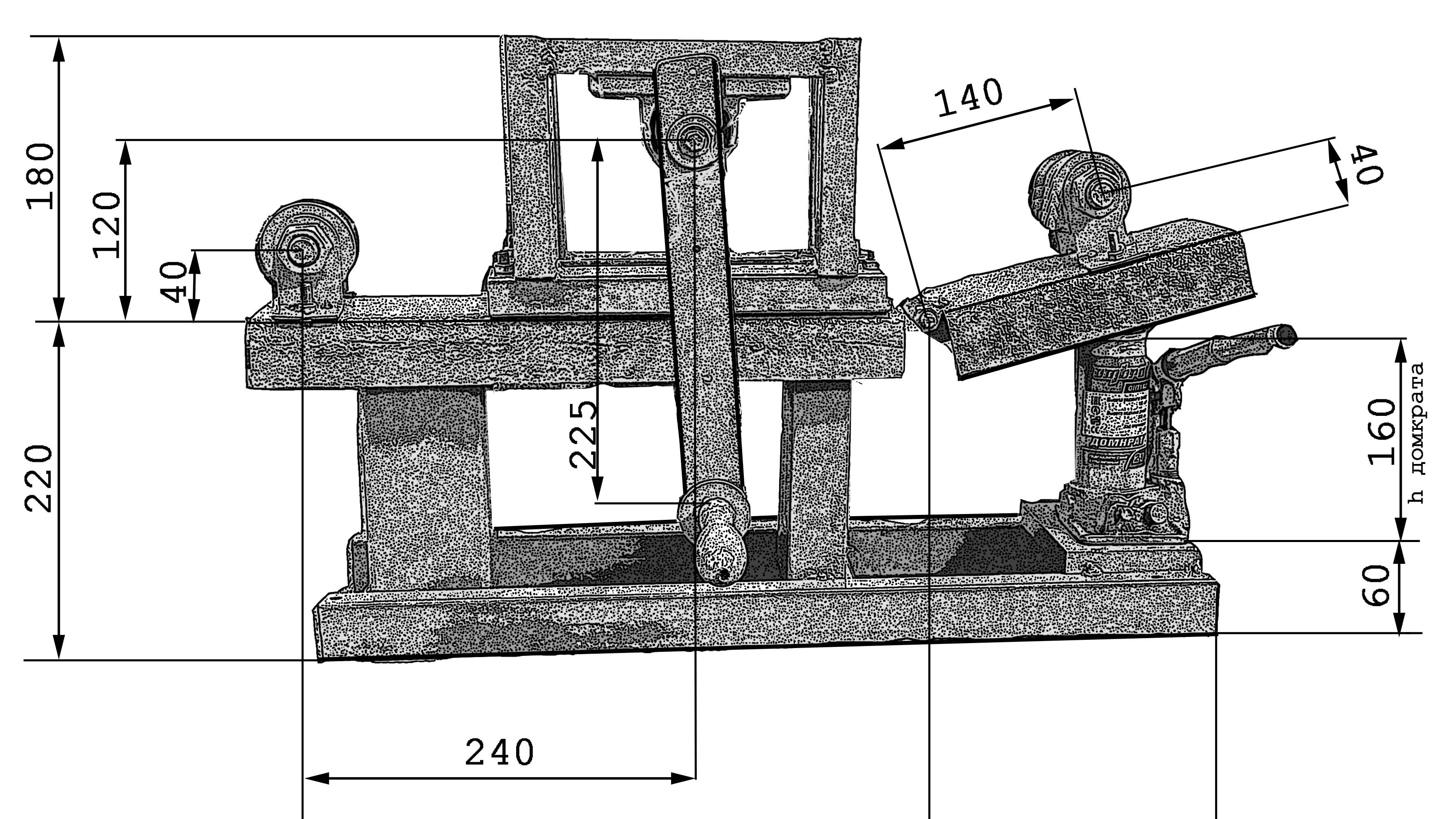
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении.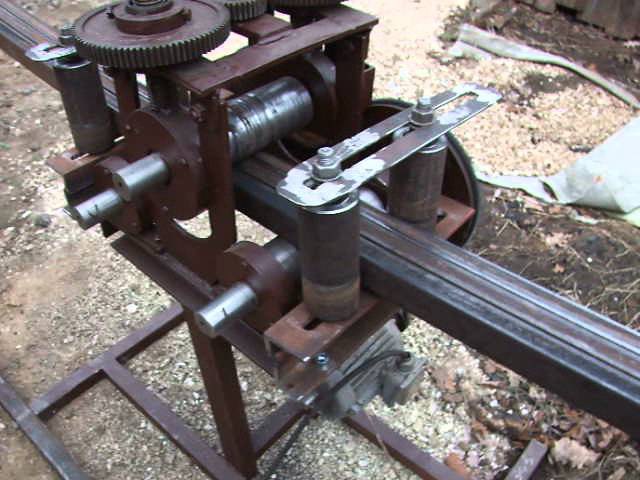 Этот короб капитально крепится к рабочей поверхности.
Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Производство труб
Производство коаксиальных кабелей
Производство труб Производство коаксиальных кабелей
Производство труб
Мы делаем машины! Winton занимается проектированием и производством машин для изготовления труб уже более 25 лет.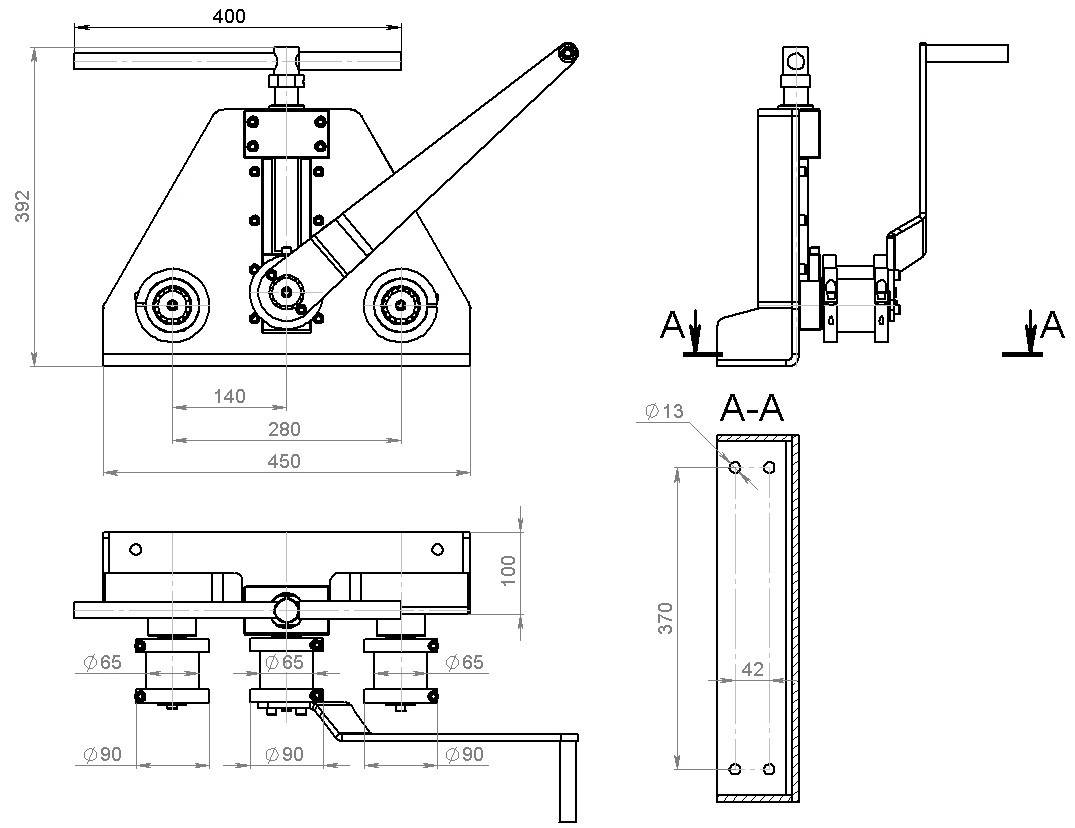
Изготовление коаксиального кабеля
Мы предлагаем серию машин, предназначенных для изготовления полужестких коаксиальных кабелей. Что Winton может изготовить для вас?
Сделано в АмерикеС момента основания в 1997 году вся продукция Winton проектируется, производится и обслуживается в США.
Обучающие видеоролики
Готовы максимально эффективно использовать свою машину? Наши обучающие видео облегчат начало работы.
Получить предложение
Готовы начать? Расскажите нам о своих потребностях в производстве деталей или кабелей, и мы изготовим для вас подходящую машину
Изготовление труб
Мы производим машины! Winton занимается проектированием и производством машин для изготовления труб уже более 25 лет.
Производство коаксиального кабеля
Мы предлагаем ряд машин, предназначенных для изготовления полужестких коаксиальных кабелей. Что Winton может изготовить для вас?
Сделано в Америке С момента основания в 1997 году вся продукция Winton проектируется, производится и обслуживается в США.
Обучающие видеоролики
Готовы максимально эффективно использовать свою машину? Наши обучающие видео облегчат начало работы.
Получить предложение
Готовы начать? Расскажите нам о своих потребностях в производстве деталей или кабелей, и мы изготовим для вас подходящую машину
Компания Winton Machine USA со штаб-квартирой в Атланте разрабатывает высококачественные системы для изготовления труб американского производства и произвела более 100 различных моделей машин для изготовления труб и коаксиальных кабелей. .
Узнать больше
Продукция для производства труб
Продукция для производства коаксиальных кабелей
Обучающие видео
Видеотека
Tech Talk
СМИ и текущие новости
Свяжитесь с нами
Winton разрабатывает и производит трубогибочные станки с ЧПУ, ручные трубогибы, вальцегибочные станки с ЧПУ, ЧПУ Коаксиальные гибочные станки, формирователи концов труб, ручные трубогибочные станки, змеевидные трубогибочные станки, трубогибочные станки с вертикальным сжатием, труборезы с ЧПУ, выпрямители труб, коаксиальные резаки с ЧПУ и множество других машин для изготовления труб в Соединенных Штатах. Свяжитесь с нами сегодня, чтобы сообщить о своих потребностях в производстве труб.
Узнать больше
Этот полностью электрический 3-осевой орбитальный трубогиб с ЧПУ стягивает алюминиевые или медные трубы с катушки, режет и изгибает их на одном станке.
Номер модели: 21450-504
Трубогибочный станок CM12 с ЧПУ предназначен для изготовления прямоугольных холодильных змеевиков из медных труб.
Модель №: 21314
Трубогибочный станок с ЧПУ и предохранительной клеткой. Изгибает трубы до 30 мм.
Номер модели: 21391-507
Машины для изготовления труб Машины для изготовления коаксиального кабеля
Уильям Даррелл
Инженер-технолог, ITT Corporation
Нью-Йорк

Don Cook
Direct Of Engineering, Dynawave
MA
Джошуа Лински
Руководитель электротехнического производства, Haas Automation
Oxnard, CA
Направление гибки трубогибочного станка определяется, глядя вниз на изгибе умирают. Если он вращается по часовой стрелке при изгибе, он «правый». И наоборот, если он вращается против часовой стрелки, он «левый».
Возможность выполнения цикла гибки трубы только в левом или правом направлении или в двух направлениях оказывает значительное влияние на осуществимость (с геометрической точки зрения) гибки детали и, следовательно, на сложность конструкции детали .
Моделирование цикла гибки детали в VGP3D одинаково возможно только на правосторонних и левосторонних трубогибочных станках.
Что касается направления гибки, существует три основных типа трубогибочных станков:
Это трубогибочные станки, которые могут вращаться только в левом или правом направлении. Эти машины подходят для гибки труб в соответствии с простой геометрией или только в соответствии с направлением гибки.
Эти машины подходят для гибки труб в соответствии с простой геометрией или только в соответствии с направлением гибки.
В следующем видеоролике показано программирование и моделирование в VGP3D детали, возможной только на правостороннем гибочном станке. Моделирование показывает столкновение, которое произошло бы, если бы та же деталь была согнута на левостороннем станке.
Моделирование цикла гибки в VGP3D детали возможно только на правосторонних трубогибочных станках.
Этот двунаправленный трубогибочный станок, также известный как однотактный или автоматический право- и левосторонний гибочный станок, может изменять направление гибки на лету (чтобы избежать столкновения трубы со станком, оснасткой или полом в процессе формирования детали) и подходит для изготовления деталей сложной формы.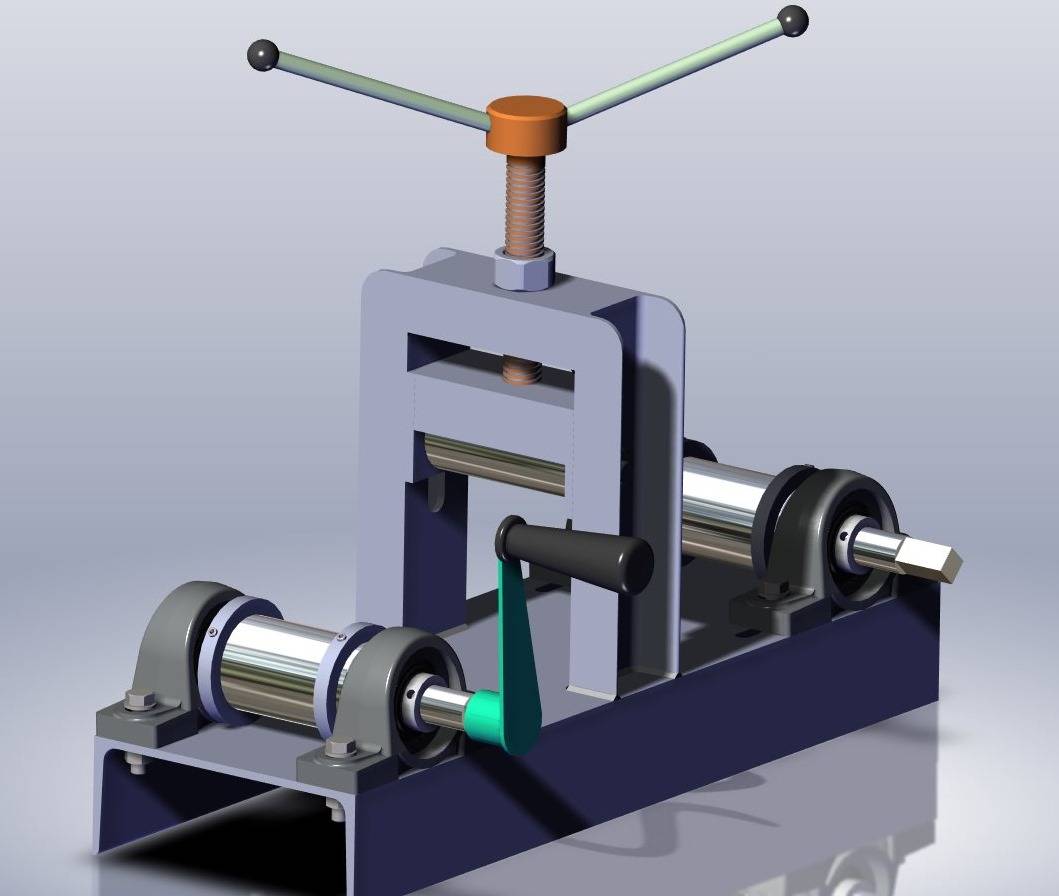
Производители в таких секторах, как производство мебели, автомобилестроение и кондиционирование воздуха, зависят от гибкости и производительности этих машин. Субподрядчики, которые сталкиваются с постоянно меняющимися требованиями к деталям, требуют максимальной осуществимости с геометрической точки зрения, чтобы выполнить заказы, также зависящие от этих однотактных гибочных станков.
В следующем видео показано программирование и моделирование в VGP3D детали, возможной только на право- и левостороннем однотактном гибочном станке.
Моделирование цикла гибки в VGP3D детали возможно только на однотактных право- и левосторонних трубогибочных станках.
Этот тип трубогибочного станка является отличным решением для «левосторонняя» или только «левосторонняя» по разным причинам, включая малые объемы производства для одного из двух типов, доступность места, ограничения инвестиций и т. д. На этих машинах гибочная головка и механизмы перемещения спроектированы таким образом, чтобы клиент мог изменить конфигурацию машины с «правосторонней» на «левостороннюю» (или и наоборот ), разобрав и собрав компоненты головки в противоположном положении.
Многие производители предпочитают иметь парк станков, состоящий из трубогибов нескольких типов. Это позволяет им ориентировать производство определенных типов деталей на наиболее подходящую машину (размер, сложность, количество) и оптимизировать весь производственный процесс.
На этом этапе определения оптимизации программное обеспечение VGP3D позволяет заказчику проверить применимость детали на конкретном станке, не останавливая производство, что позволяет ему выбрать лучший станок для производства.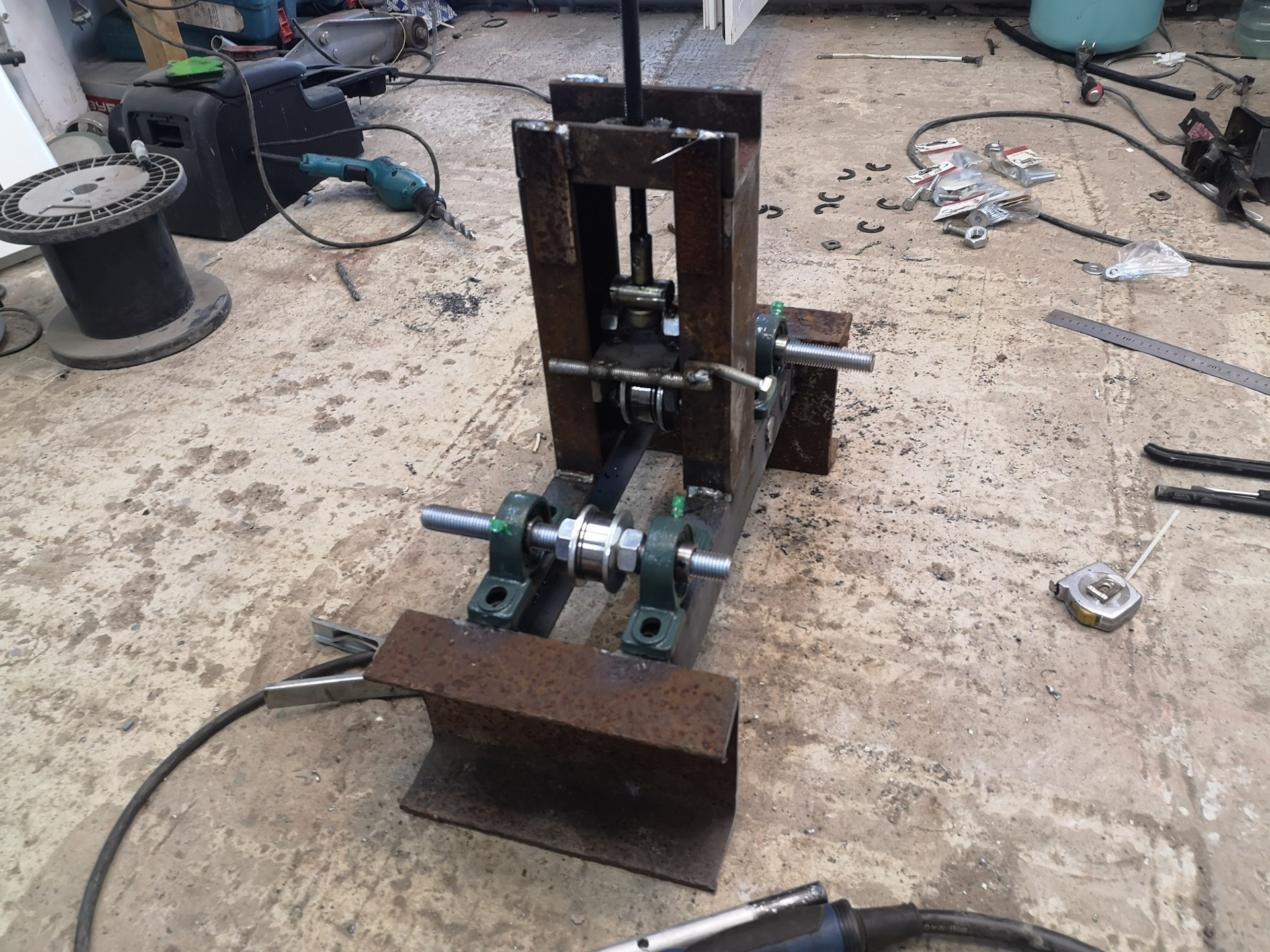
.
Компоненты рамы кабины трактора, изготовленные на трубогибочных станках ELECT.
Диаметр является первым отличительным признаком при выборе трубогибочного станка. За пределами определенного размера размер головки и сложность гибочных инструментов делают неудобным или невозможным проектирование системы, способной выполнять правостороннюю и левостороннюю гибку за один цикл. Точно так же, за пределами определенного диаметра, очень сложно найти детали с особенно сложной геометрией или получить запросы на этот тип продукта. При этом намного чаще встречаются детали простой геометрии, которые впоследствии будут сварены.
Узнайте об основных критериях, которые следует учитывать при выборе правильного трубогибочного станка
В дополнение к небольшим заготовкам с небольшим количеством изгибов, другим примером являются большие плоские заготовки с небольшим количеством изгибов или закрытые сами по себе, которые могут быть изготовлены на трубогибочные станки только с одним направлением гибки. Типичными областями применения являются каркасы кроватей, кабины сельскохозяйственных машин и компоненты, используемые, например, в животноводстве.
Типичными областями применения являются каркасы кроватей, кабины сельскохозяйственных машин и компоненты, используемые, например, в животноводстве.
Деталь для животноводческого сектора на трубогибочном станке ELECT.
Однотактный право- и левосторонний трубогибочный станок может использоваться для изготовления деталей с множеством изгибов, а также разработан для обработки сложных трехмерных форм. Основным преимуществом является гораздо меньше ограничений с точки зрения геометрии, которая может быть изготовлена, и деталь может быть создана за один цикл, что обеспечивает максимальную точность и производительность.
Типичное применение этого типа трубогибочного станка можно найти в мебельном секторе. Примером может служить структура мебели и стульев, выполненная в соответствии с инновационными формами, которые дают дизайнерам наибольшую творческую свободу.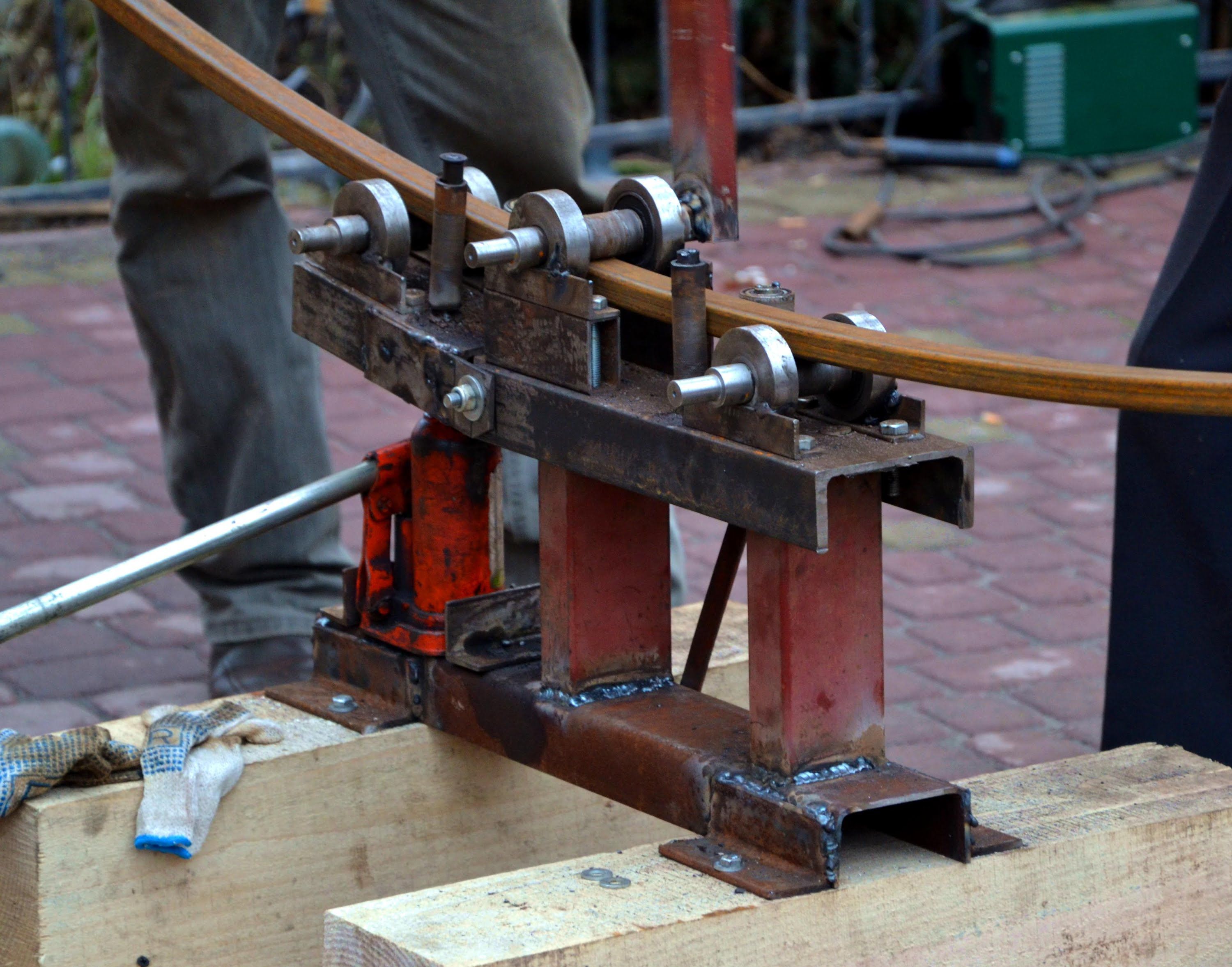 Это детали с комбинацией кривых фиксированного и/или переменного радиуса, разработанные в трех измерениях.
Это детали с комбинацией кривых фиксированного и/или переменного радиуса, разработанные в трех измерениях.
Узнайте больше о том, как трубогибочный станок может превратить трубу в предмет, который также является произведением искусства. трубогибочный станок: E-TURN.
Другим типичным применением этих трубогибочных станков является ситуация, когда труба должна следовать по обязательным, иногда очень извилистым маршрутам из-за ограниченного пространства, доступного в системе, в которую она будет вставлена. Эта ситуация распространена в двигателях, тормозных системах или системах кондиционирования воздуха для автомобилей и промышленных транспортных средств, а также в других типах систем, таких как котлы, бытовая техника и т. д. В этих случаях использование правого и левого трубогибочного станка в один цикл может быть единственным решением.
Трубчатый компонент автомобильной системы кондиционирования воздуха, изготовленный на однотактных право- и левосторонних трубогибочных станках SMART.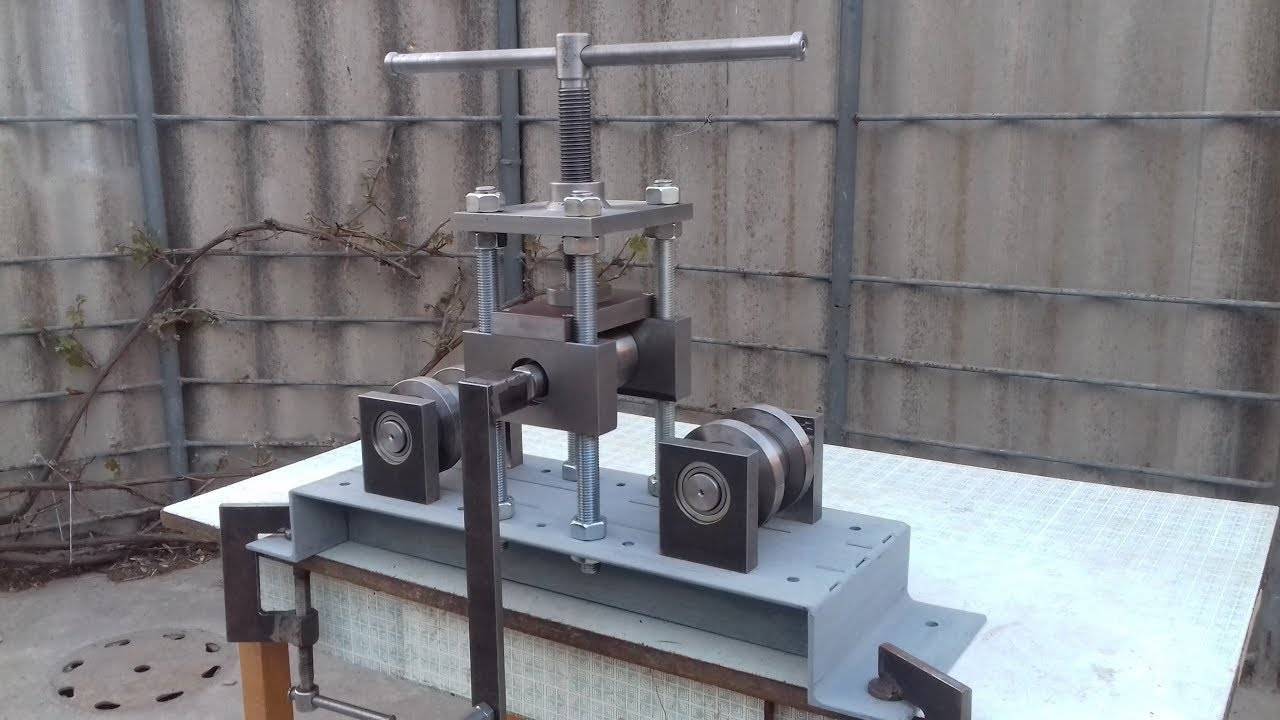
Универсальность этого типа машин должна также сопровождаться автономной системой программирования, которая столь же универсальна, мощна и обязательно проста в использовании.
В следующем видео показано программирование и моделирование детали в VGP3D, которая должна быть изготовлена на BLM GROUP E-TURN в автоматическом процессе право- и левостороннего трубогибочного станка. В этом приложении вы можете увидеть его простоту использования и то, как программное обеспечение для программирования ускоряет настройку детали в результате быстрого и интуитивного разрешения любых конфликтов.
Узнайте, как VGP3D позволяет решать наиболее распространенные проблемы гибки .
Моделирование разрешения столкновений с быстрой сменой направления изгиба на VGP3D.