
Мы расскажем про принцип работы улитки для ковки, ее преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Элементы в виде завитков, выполненные из прутков, широко применяются в дизайне придомовых территорий и интерьере жилых помещений. Для их изготовления используется специальные приспособления. Одно из них — это улитка. Домашние мастера часто конструируют это устройство из подручных материалов сами. Если вы также хотите знать, как изготавливается улитка для холодной ковки своими руками, то эта статья для вас. Из нее вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
 Обычно диаметр основания бывает в пределах 70 см.
Обычно диаметр основания бывает в пределах 70 см.При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкцияКовку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.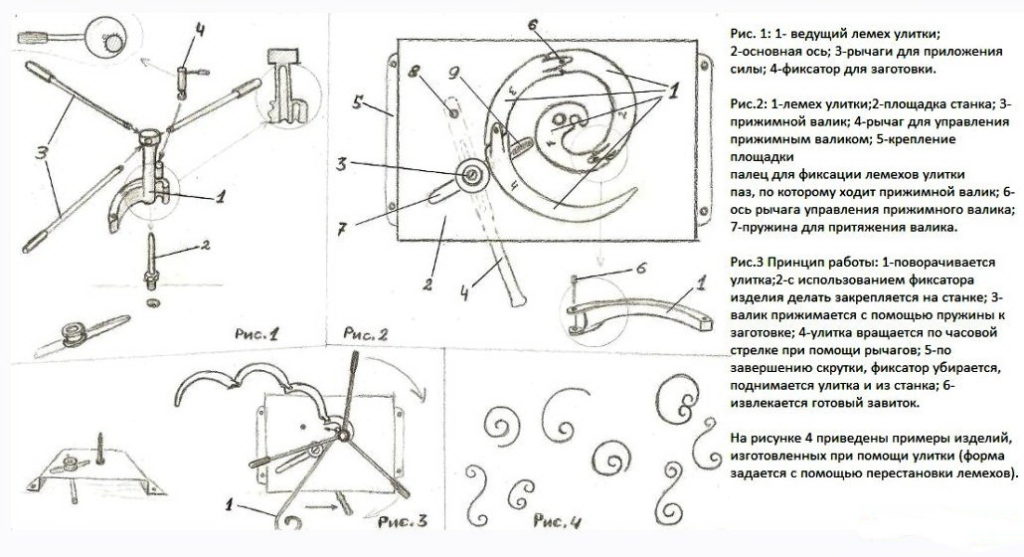
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Элементы произведённые методом холодной ковки, соединяются двумя способами:
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
 Элементы мангала производились на станках — торсионный, «улитка».
Элементы мангала производились на станках — торсионный, «улитка».
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
На чтение 6 мин. Просмотров 12.6k. Опубликовано Обновлено
Для холодной ковки нужны несколько , это всем известно. Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки. Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.
К счастью, улитки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки – чертеж.Конечно, улитку можно снабдить приводом с электродвигателем. Но перед этим нужно хорошенько обдумать целесообразность этого привода. Главным аргументом за электрическое дополнение является большой объем работ.
Станок может работать в виде двух разных конструкций:
Ручной привод также может быть представлен в разных опциях:
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Штамп улитка.А вот какое – четко структурированные запланированные этапы работы:
 Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Такой для холодной ковки состоит из следующих частей:
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
[box type=”info”]Если вы делаете станок сами, лучше обойтись без шарниров. Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.[/box]Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только . Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Элементы в виде завитков, выполненные из прутков, широко применяются в дизайне придомовых территорий и интерьере жилых помещений. Для их изготовления используется специальные приспособления. Одно из них — это улитка. Домашние мастера часто конструируют это устройство из подручных материалов сами. Если вы также хотите знать, как изготавливается улитка для холодной ковки своими руками, то эта статья для вас. Из нее вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Изготавливается она так:
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкцияКовку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
Станок для ковки Ажур-1М. Фото КовкаПРО
Станок для холодной ковки типа Волна
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
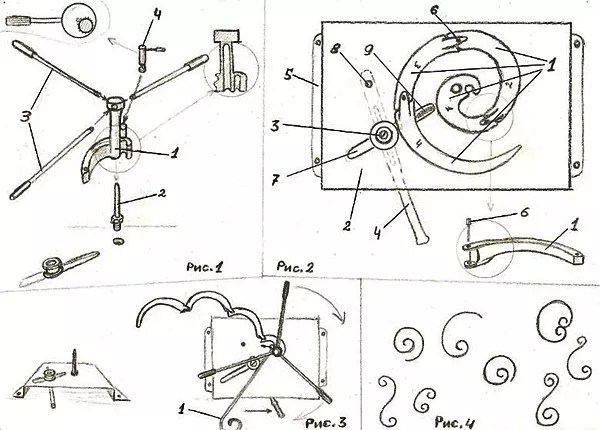
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Спасибо за ранее удачи в делах
доброго дня! на андроид как скачать, в каком формате
Здравствуйте! Шаблоны спирали, как и все чертежи для скачивания на моем сайте, в формате jpg. Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
“>
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
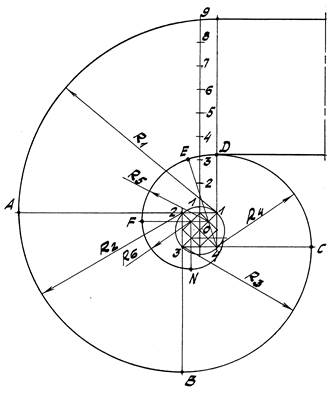
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Главная страница » улитки для холодной ковки
На данной странице вы найдете сведения по теме “улитки для холодной ковки”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Для оформления внутреннего интерьера помещений и придомовой территории часто используются завитки из металлических прутков. Станок улитка для холодной ковки — это устройство, с помощью которого создаются узоры закруглённой формы (завитки, волюты). Своими руками из металлических листов делаются шаблоны для дальнейшего использования.
Данная статья посвящена назначению станков улитка, их устройству и области применения в целом, не разделяя на самоделки и промышленные. О самодельных устройствах этого типа на сайте существует отдельная статья.
Станок улитка позволяет изготавливать закруглённые фигурные элементы с нагревом или без него. Мастер работает вручную или использует электрический привод (такой метод применяется при необходимости выполнения больших объёмов работ).
Станок улитка может быть сконструирован разными способами:
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Простой ручной привод применяется путём наматывания прутка на шаблон при помощи рук или рычагов. Для работы на станке с электрическим приводом рычаг присоединяется к ножке станины и двигается при помощи подшипника, который перемещается по основанию улитки. В приспособлениях со сложной конструкцией вращения совершает кондуктор, крепящийся на ось вала. Двигают его при помощи рычагов либо электроприводом.
Среди станков улиток существует несколько основных разновидностей:
Станок типа улитка PROMA/ Фото ВсеИнструменты.ру
Если работа проходит на монолитном кондукторе, то конечные детали имеют одинаковую форму. А при использовании съёмных конструкций завитки получаются более разнообразными. Зато надёжность закрепления шаблона при таких условиях ниже, чем у неразъемного. Резьбовые соединения придётся постоянно подкручивать, иначе они быстро ослабеют.
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
Станок для ковки Ажур-1М. Фото КовкаПРО
К станкам также можно отнести:
Станки для холодной ковки металла легко приобрести в магазине. Самые распространённые модели перечислены ниже:
1. НК-1 — это универсальный вальцовочный станок для холодной ковки. Он является многофункциональной металлообрабатывающей установкой с несколькими блоками. Позволяет производить самые распространённые элементы: завитки, кольца, волюты, гусиные лапки, скрученные прутки, а также может наносить рисунок вдавливанием на полосу, профильную трубу, кругляк и квадрат. Подробнее о станке тут.
Станок делает компания «Нова Кузня», существующая на рынке более 10 лет. Фирма отличается широким разнообразием выбора моделей как для больших производств, так и для малых цехов.
Универсальный станок НК-1
2. BlackSmith UNV2 является универсальным станком для профессиональной ковки. Умеет выполнять следующие операции: сгибание углов, продольное скручивание прутков, изгиб труб, сгибание завитков и волн, создание корзин и шишек. Есть возможность программирования операций. О нем больше информации здесь.
Станок производится в Китае на предприятии BlackSmith с 40-летним опытом работы. Компания экспортирует товары в Россию, Германию, Италию, США, Англию и другие страны.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
3. Декор-3 — это гидравлический пресс, который способен выполнять как холодную, так и горячую ковку металла. Для обслуживания станка достаточно одного работника, время изготовления одной детали — 7-8 секунд. Узнать о нем больше.
Пресс производится в России на фабрике «Декор», которая работает более 10 лет. Существует возможность персонального изготовления станков и комплектующих.
Станок улитка для холодной ковки возможно изготовить своими руками. Для этого действуют по следующей схеме:
Кроме этого, существует возможность самостоятельного изготовления и других станков для холодной ковки: фонарик, волна и другие.
Если возможности не позволяют сделать станок собственными руками, его легко можно приобрести в магазине. На нашем сайте существует специальный раздел с подборкой надёжных компаний, продающих готовые устройства.
Кроме столь востребованного у клиентов устройства типа улитки, производители предлагают также купить и другие станки для холодной ковки: ручные и электрические.
Приобретение устройств позволит выполнять проекты по холодной ковке своими руками.
Станок BlackSmith UNV2 предональную металлообрабатывающую установку с электроприводом. Позволяет изготавливать элементы художественной ковки с помощью операций: сгибание углов, продольное скручивание прутка и полосы, изгиб круглых и профильных прямоугольных труб, гибка завитков и волн, изготовление «шишек» и.
Станок для художественной ковки НК-1 представляет собой многофункциональную металлообрабатывающую установку, которая укомплектована несколькими блоками и позволяет выполнять множество операций, а также производить основные элементы художественной ковки — кольца, завитки, волюты, «гусиные лапки», скрученные прутки и т.д.
Архитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, закрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Ковка — это процесс обработки специальной заготовки. Его цель — придать металлу нужные размеры с формой. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
При горячем способе металлическая заготовка сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
Есть и недостатки у нагрева металлической заготовки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой нужно будет покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать нужный тип ковки.
Холодная штамповка — трудоемкий процесс. Чтобы получить требуемую форму металлической заготовки, ее гнут, обжимают и сваривают. Техника выполнения несколько проще по сравнению с горячим способом.
Мастерская не требует много места, и для ее обустройства не потребуется приобретать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного метода понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Помимо основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для изготовления колец и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе различают следующие этапы:
Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит перед началом работ рассчитать, сколько металлических заготовок нужно закупить.
Основные кованые элементы представлены следующими группами:
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не каждому из-за высокой цены. Есть альтернатива — холодная ковка металла. Его главное преимущество — не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковки.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку, установленную на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
Для художественной горячей ковки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную — горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы — торсионы, катаные пики, спирали, элементы пространственного изгиба. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания изделий со сложным рисунком. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на ряд последовательных этапов:
Некоторые принтеры поддерживают печать плакатов, то есть печатают части большого изображения на листах A4, после чего их можно только склеить.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют — для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
Все вышеперечисленные элементы можно реализовать, объединив всего три технологических процесса.
1. Вытяжка. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для чего металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Торсион. Металл (полоски или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прикладывая силу по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнут на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку вдоль своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые машины оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразной фурнитурой — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер вносит приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не тратить время и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где необходимо большое количество одинаковых изделий.
К недостаткам горячей штамповки относятся:
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, таких как
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы и даже в десятки раз ниже, чем при использовании горячей ковки. .
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет гнуть брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсион предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать продукцию большими сериями, то вам понадобится станок для промышленного производства. Он обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.Сама система контролирует скорость подачи, усилие прижима формующего ролика, начало и конец формования.
Если для начала вы планируете просто познакомиться с технологией холодной штамповки, потрогать ее руками, то вы можете сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из несложных конструкций самодельного гнутика состоит из следующих деталей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два фиксированных упора, закрепленных на основании.
Крепление «Гнутик»
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма загиба, подводят к ней подвижный упор — клин или ролик.Продолжая вращать привод, согните заготовку на нужный угол.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, лучше оформить заказ на основные детали гайки в производстве — сверлом и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужного дизайна необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину и очистить поверхность. Пескоструйный агрегат также можно изготовить автономно из использованного газового баллона, пары форсунок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания. Для этого достаточно владеть навыками сварочного и слесарного дела.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав зажимами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. Последний раз проверяя размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, и вручную в труднодоступных местах.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки, для уменьшения потерь краски придется вооружиться кистью.
Холоднокованые изделия
Холодной штамповкой производятся различные изделия.Это, прежде всего, элементы решеток и заборов — как сами штанги, так и поперечины, вершины и украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обыкновенный забор помимо утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание подняться.
Сегодня широко распространены кованые мангалы, которые эстетично дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь также широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» — несколько изогнутых по спирали стержней, соединенных концами сваркой.
Следующее направление применения холодной ковки — это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер — здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетающая металл с деревом и тканью.
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, изделия из металла ручной ковки пользуются большей популярностью, чем когда-либо. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим старинным ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Ковка металла — это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, так как у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у нагрева металла есть свои недостатки. Прежде всего, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заняться горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем — занятие довольно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, — это конкретные знания температурных режимов ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует установки пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку осуществить несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными готовыми полуфабрикатами без возможности исправить их ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Ручная ковка металла — довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав заготовки.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самым ковким металлом является медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена дороговизной цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если к нему нет доступа, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно простой, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость создавать заготовки своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Чаще всего используются заготовки следующих размеров: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 «, 3/4», 1 «, профильные трубы от 20×20 мм до 30×30 мм.
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и многое другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , образцы и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Кроме вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью.Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины для холодной штамповки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка — довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, показывающем холодную ковку, вы можете увидеть возможности этого станка.
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно различается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная, что можно смело браться за ковку металла своими руками.
Холодная ковка своими руками достаточно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок можно создать в специальной компьютерной программе, купить готовый или нарисовать вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, которые занимаются ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы узнать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и вид металлических заготовок, например прутков, профильных труб и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скручивание, волочение.
Вытяжка — это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки — прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный вальцовочный станок.Вводят конец заготовки и затем запускают раскатывающий механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. При холодной ковке этот процесс можно наблюдать при использовании станка Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают вдоль оси.Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитушек, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Draft применяется для ковки металла с целью увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения.Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на станке. В отличие от холодной ковки, создание козырька с помощью вытяжки требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их перекосу, и чтобы придать первоначальную форму, необходимо выполнить черновик. Для гибки заготовок используются различные шпереки, рог для наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но, в отличие от холодной ковки, вы можете нагреть заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как резка , узор с надрезом, и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла ведется при температуре 800 — 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Ковка металла своими руками — занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы — улитки — в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки — тема данной статьи.
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о самодельном оборудовании), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм. Подразумевается модель улитки с «ручным управлением». Более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Любой, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Сборка улитки своими руками — один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском аналогичных образцов?
Вариант 1.Самый простой. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее — с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в плите.Такая конструкция позволит организовать производство спиральных заготовок разного радиуса на одном столе. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам — пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) — отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Тем более, что на такие устройства нет единого стандарта. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
Холодная штамповка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то станки и приспособления собственного производства помогут вам создать свой небольшой бизнес без лишних затрат.
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные виды станков и приспособлений для холодной ковки:
Купленный или изготовленный самостоятельно «Гнутик» — это универсальный прибор, позволяющий получить из стержня дугу или угол.Представляет собой основание с ползуном, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических фиксированных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, который вращается на стороне, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования размеров представляем чертеж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на «Гнутик»
Получение угла на «Гнутик»
Так выглядит самодельный «Гнутик»:
«Твистер» — инструмент для скручивания прутков, преимущественно квадратного сечения, по продольной оси. Это незамысловатое устройство может быть ручным или электрическим.Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием б / у электрооборудования:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 — улитка; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — паз под прижимной ролик; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
Результат должен быть такой:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрический; 3 — ручка; 4 — цоколь; 5 — направляющие полозья; 6 — ось; 7 — бегунок; 8 — осевая гайка; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — барашек эксцентричный; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если толстый прокат необходимо гнуть.
Несколько полезных видеороликов по самодельным машинам «Улитки».
Делаем улитку
Машинный режим
Подробнее о таких конструкциях мы поговорим ниже.
Такой прибор похож на школьный транспортир и предназначен для создания дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
В ролике работа на «Глобусе»
Используя чисто мускульную силу, большую дугу можно создать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т. Д.
Шаблон
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Устройство в действии
На этой машине изготавливаются заготовки элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. В принципе, станок аналогичен Twister, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарика»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по прилагаемым чертежам.
«Гусиная лапка» — расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Станок для гусиных лапок
Устройства для ковки «гусиные лапки»
Подробный процесс изготовления штампов
Ниже показан прокатный станок для выполнения той же операции.
Станок для вальцовки «гусиная лапка» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от комбайна
б / у.Принцип действия
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества подобных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Производит 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм — процесс наиболее трудоемкий.
Для холодной ковки также потребуются наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Вы профессионально занимаетесь художественной ковкой? Вы делаете (или просто планируете открыть свой бизнес и производить) сложные изделия из кованых элементов (заборы, ворота, заборы, заборы, перила, решетки, навесы и навесы, мангалы, подставки для цветов, кованая мебель и скамейки и т.)? Значит, вы не зря зашли на наш сайт! Наша компания может предложить Вам полный спектр качественного оборудования для художественной ковки BlackSmith , официальным дилером которого является наша компания — Невское Оборудование !
Каталог машин и оборудования Blacksmith можно посмотреть и скачать :
Образцы изделий художественной ковки:
Краткие видеообзоры кузнечного инструмента и станков:
Полный ассортимент ручных инструментов для холодной и художественной ковки.Это надежный и качественный инструмент: для загибания завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов ручным прессованием, для загиба уголков и колец, для изготовления декоративных «корзинок» и кручения, для стягивания и растягивания краев. листового металла и т. д. и т. д.
Ковочные индукционные нагреватели для быстрого местного нагрева заготовок для последующей операции ковки или термообработки стальных деталей. Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем.Нагревание подходит только для изделий из токопроводящих материалов. Основным преимуществом этого оборудования является скоростной нагрев деталей, а также то, что оно дает возможность нагреть определенную часть заготовки.
Целый ряд различных станков для холодной и художественной ковки изделий. Применяются при серийном и мелкосерийном производстве кованых изделий. Это специализированные многофункциональные машины на:
А также станки для гибки и резки прутков, квадратов, гидравлические прессы для штамповки различных кованых элементов (например, «балясины») и др.
Серия отбойных молотков с пневмоприводом (вес падающих частей от 16 до 25 кг). Они будут полезны как в небольших мастерских, так и в крупном производстве в качестве вспомогательного оборудования для ковки поковок из черных, цветных металлов и сплавов. Главная особенность этих молотов: простота и надежность, удобное управление системой, высокая частота и точность ударов, а также, что немаловажно, низкая цена (одна из самых низких на рынке кузнечного оборудования).
Сегодня элементы художественной ковки повсеместно используются при изготовлении заборов, заборов, оконных решеток, садовой мебели и прочего.Не секрет, что для быстрого производства массовых изделий, декорированных художественной ковкой, выгодно использовать стандартные декоративные элементы. Как правило, эти элементы изготавливаются методом «холодной» ковки — и их закупочная цена даже при обширном рынке сбыта достаточно высока. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Продажа готовых металлических изделий, а также оказание услуг по обработке металла — это вид бизнеса, на который вполне способны малые и средние предприятия.при правильном подборе оборудования не требует больших вложений и значительных производственных площадей.
Для организации современного и технологичного производства кузнечных элементов мы предлагаем покупателям кузнечного оборудования несколько вариантов комплектации цеха. Очень важно охватить максимально широкий спектр операций — по производству элементов различных форм и размеров. В зависимости от выбранного вами оборудования список товаров будет меняться.
Кроме того, по Вашему желанию любой комплект может быть реорганизован (в случае остального оборудования на нашем складе).
Предлагаем 3 варианта кузнечной конфигурации для изготовления кузнечных элементов различных форм и размеров.
На наших инструментах и станках можно изготавливать различную продукцию: улитки, кольца, торсион, «корзины», пики, «гусиные лапки», арки и арки, зажимы с нанесением текстуры; а также наборы для комплектации готовой продукции (секции заборов, лестницы, перила).
В зависимости от выбранного вами оборудования список продуктов будет меняться, как и варианты готовой продукции.
Вариант 1: Приобретение оборудования на сумму 77 500 руб. Доход от 158 000 руб. В месяц.
Вариант 2: Приобретение оборудования на сумму 643 250 руб. Доход от 775110 рублей в месяц.
Вариант 3: Приобретение оборудования на сумму 1 529 700 руб. Доход от 1 281 490 руб. / Мес.
Отлично! Текст на зеленом фоне — к хорошим новостям 🙂
Предлагаем ручные станки для холодной ковки металла «КАРО-Универсал», STALEX, Blacksmith для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготавливать детали художественных металлических изделий, таких как решетки и заборы, предметы интерьера.
Инструмент прост в обслуживании, не предусматривает электропривода.
Ручной инструмент может использоваться на промышленном и индивидуальном частном производстве, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении индивидуальных заказов и реставрационных работах.
Ручной инструмент позволяет изготавливать дугообразные, кольцевые, криволинейные скрученные заготовки из полосы, прутка, квадрата различного сечения без нагрева, а также резать и клепать металл.
Мы даем вам возможность освоить производство настоящих металлических изделий для «ковки» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм — своей бесконечностью.
Широкий ассортимент оборудования.
Давно научились делать из металла изделия изящной формы. Это могут быть декоративные фонари, козырьки, элементы камина, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-либо сложной технологией и прикладывать физические усилия. Достаточно будет знать, как работает оборудование и как правильно им пользоваться.
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
На различном ручном оборудовании для ковки можно изготавливать отдельные элементы декора и собирать из них сложные кованые конструкции в виде заборов, ворот, калиток и т. Д.
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Наиболее доступным в использовании и по цене является ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Ручной станок для загибания локонов MZ- V 1 позволит изготавливать основные кованые изделия различной конфигурации.В его состав входит подставка для работы с длинными заготовками, зажимные эксцентрики для угольника и полосы, оправка для завивки. Цена оборудования — от 19 700 руб.
Ручной инструмент для продольной скрутки MZ-T R предназначен для работы в домашних условиях. Его чаще всего используют для изготовления разного рода решеток, кованых металлических заборов, перил, при отделке лоджий и балконов. В комплект с устройством входят специальные оправки для скручивания квадратов и лент.Машина МЗ-Т Р стоит 16 920 рублей.
Оборудование ручное МВ20-12 , с помощью которого гнутся различные металлические элементы малого сечения (полосы, прутки, проволока и т. Д.). Подходит для изготовления моделей и других работ с тонкими материалами. Цена станка МБ20-12 — 6390 руб.
MV10-6 Это небольшой ручной инструмент, который удобен для сгибания металла в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников.В этом случае используются ленты и прутки, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок оснастили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такая техника будет полезна домашним мастерам при создании ажурных изделий и конструкций из металла, художественным мастерам по металлу, ремесленникам, школам. Стоимость МВ10-6 — 9045 руб.
Ручной станок MO5 -GX предназначен для простого и быстрого изготовления самых популярных элементов в ковке — «зажимов».Его использование не требует больших навыков кузнечного дела, так как управлять им совсем не сложно. Цена такого станка — 10 692 рубля.
Универсальный гибочный станок МВ30-6х50 Будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос. С его помощью можно производить множество вариантов гибки в разных плоскостях и в разных конфигурациях. Кузнечный инструмент оснащен удобными упорами и гибочными оправками.Стоимость МВ30-6х50 — 11 385 руб.
Ручной трубогиб MO7-T G — отличное решение для мобильных работ на стройплощадке. Его можно использовать при изготовлении ворот, калиток, пергол, навесов, теплиц и других легких металлических конструкций. Устройство способно изгибать арки, кольца, дуги из прямоугольных и квадратных труб, полос, стержней, квадратов. Цена на трубогиб МО7-Т Г — 29 160 рублей.
Ручной универсальный станок МВ32-25 — это надежная и прочная конструкция, с помощью которой трубы можно гнуть на любой заданный радиус.Инструмент позволит дешево и легко выполнить не только разовые, но и мелкосерийные работы по гибке профилей и труб. Стоимость МБ32-25 — 44 820 руб.
Станок BlackSmit MO 4 А — КР применяется при изготовлении «корзин» и продольной скрутки изделий. Корзины выкованы из предварительно сваренных заготовок одинаковой длины. Изделия скручиваются на площади 500 мм, однако длину можно увеличить самостоятельно.Цена на такое устройство 35 577 руб.
Некоторые мастера своими руками изготавливают ручное оборудование для холодной ковки. Используя чертежи в Интернете, вы легко сможете собрать машинку «Улитка».
Необходимые инструменты и металлические детали:
Прежде всего, необходимо нанести рисунок спирали с тремя витками на лист бумаги. После этого нужно проверить размеры, чтобы в резьбу поместили армированный стержень диаметром 10 мм.Теперь можно приступить к изготовлению машины.
Сварочные работы должны выполняться качественно, так как от них зависит срок службы машины.
Несмотря на то, что стоимость станков, используемых для ковки металла, довольно велика, некоторые виды ручного оборудования вполне доступны по цене. Те, кто имеет опыт такой работы, и начинающие кузнецы легко найдут недорогой вариант инструмента, который поможет создать кованое изделие определенного вида.
Кроме того, некоторые виды станков можно изготавливать самостоятельно.
Элементы в виде завитков, сделанные из прутьев, широко используются в оформлении придомовых территорий и интерьеров жилых помещений. Для их изготовления используют специальные приспособления. Одна из них — улитка. Часто домашние мастера из подручных материалов строят это устройство сами. Если вы тоже хотите узнать, как делают улитку для холодной ковки своими руками, то эта статья для вас.Из него вы узнаете принцип работы этого устройства, его преимущества и виды, простейшие чертежи и технологию самостоятельной сборки.
Улитка для холодной ковки — это устройство для создания узоров в виде завитков металлических стержней путем их деформации по контуру шаблона. Деформация происходит из-за жесткой фиксации рабочего бруса к шаблону. Для этого нужно приложить силу. Обеспечивается ручным усилием или электрическим приводом.При самодельных устройствах целесообразность использования электропривода должен определять сам мастер. Это необходимо в случае большого объема работы. В основном используется ручное усилие.
Улитка (джиг) может иметь различный дизайн. Может быть выполнено:
Механическая коробка передач может быть устроена по-разному.
В самой примитивной конструкции планки наматываются на шаблон простым усилием руки или с помощью любого подходящего приспособления в качестве рычага.
Также рычаг может быть включен в конструкцию машины и прикреплен к ножке кровати и приводится в движение подвижной опорой, движущейся по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который закреплен на оси вала. Он приводится в движение тремя рычагами.
Необходимо заранее определиться с конструкцией машины, исходя из целесообразности и простоты использования.
Монолитный кондуктор имеет определенную форму выкройки, которая служит единственным вариантом завивки. Это недостаток такой конструкции, но сделать ее самостоятельно несложно.
Съемная конструкция удобна тем, что на такой машинке можно делать фигурные локоны. разные размеры и формы. Но конструкция самой машины более сложная. Кроме того, у съемного устройства надежность крепления деталей шаблона хуже, чем у монолитной формы. Вам потребуется постоянное перекручивание резьбовых соединений, так как они могут ослабнуть в процессе эксплуатации.
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве используется простая намотка планки усилием рук или с помощью рычага на форме, жестко приваренной к рабочая поверхность. Такой станок можно использовать для создания завитков на стержнях небольшого сечения (менее 12 мм).
Делается так:
В случае фиксации кондуктора в зажиме из тиса можно легко изменить выкройки и получить различные формы завитков, если сделать несколько видов, прочно приваренных к основанию устройства.
Съемная конструкцияКовку скрученной формы следует начинать с центрального локона. Конец заготовки вставляется в паз первого завитка формы и плотно прижимается к нему. Для надежной фиксации можно использовать небольшой зажимной инструмент. Свободная часть штанги с усилием наматывается на образец с помощью приспособления — рычага. В усовершенствованных конструкциях используется рычаг, приводимый в движение прикрепленной к нему подвижной опорой.Рычаг изготовлен из стержня диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видео:
Шаблон улитки может состоять из нескольких частей, а деформация стержня происходит за счет вращения проводника. Такая машина состоит из следующих элементов:
Рабочая основа изготовлена из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Чтобы прикрепить такую улитку к рабочему основанию, необходимо просверлить в ней отверстия, чтобы закрепить ее на поверхности в определенном положении. Меняя положение сборных деталей на основе, можно получить различную кривизну завитков и их форму.Размер дуги формы регулируется специальными винтами, прикрепленными к соединительным петлям.
Сделать композитную шарнирно-сочлененную улитку на ее петлях достаточно сложно. Обычно мастера приобретают изготовленный в промышленных условиях штамп и крепят его к каркасу.
Сами по себеможно сделать более простое устройство разборного шаблона без использования петель. Для этого нужно сделать набросок сборных частей улитки с местами отверстий. Если вы подготовите несколько эскизов и в соответствии с их контурами просверлите отверстия в основе в разных местах, вы можете прикрепить на одну основу шаблоны с разным радиусом.Для этого нужно закрепить на болтах отрезки контура в местах совпадения отверстий шаблона и основания.
Например, можно так:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимое в действие рычагом, показано на видео:
Начинающие мастера часто обходятся без рисование, нанесение контуров улитки по самому основанию без каких-либо расчетов. На первое время это допустимо, но если вы хотите сделать качественный станок-улитку для холодной ковки, то вам все же нужно использовать чертежи, в которых рассчитаны все параметры.В зависимости от типа конструкции у улиток существуют разные варианты их чертежей, по которым изготавливаются эти устройства. Для примера ниже представлена схема устройства улитки, представленной на фото.
На схеме также описан принцип работы такой машины, в которой используется привод с помощью трех рычагов, вращающих вал и улитку.
Гибка осуществляется после жесткой фиксации конца заготовки для первого завитка формы шаблона с помощью зажима и последующего наматывания стержня по вращающемуся спиральному узору при вращении вала.
Для многих мастеров, решивших попробовать свои силы в создании кованых гнутых изделий, улитка для холодной ковки становится важным инструментом в работе. Эта машина редко бывает в наличии, поэтому желательно собрать ее самостоятельно. Конструктивно это устройство для создания неразъемных изделий или отдельных элементов в виде спирали: такие изделия часто являются частью кованых решеток, ограждений, декоративных украшений из стали и других систем. Улитка для художественной ковки подходит для гибки образцов диаметром или стороной (в случае квадратного сечения) до 10-12 мм, при необходимости оборудование может быть укомплектовано автоматикой и электроприводом для облегчения работы специалиста и ускорить производственный процесс.
Большинство разновидностей, созданных самостоятельно и имеющих вид ручного привода, подходят для обработки тонких заготовок. Станки-улитки для холодной ковки могут справиться с более крупными деталями, толщина которых превышает 12 мм, но их размеры слишком велики, что не всегда удобно. Если мастерская имеет ограниченную площадь, есть смысл усовершенствовать устройство другим способом — установить электропривод. Увеличивается мощность станка, за счет чего он способен обрабатывать более толстые заготовки, габариты самого инструмента не увеличиваются.
Если вам нужно сделать автоматическую холодную штамповку самостоятельно, это будет сложнее, и вам нужно сосредоточиться на следующих особенностях:
В большинстве случаев конструкция поковки змеевика включает в себя следующие элементы:
Для лучшего понимания конструкции можно посмотреть чертежи, на которых изображены проекции станка в разных сечениях и должно быть указано соотношение размеров деталей друг к другу.
Данная процедура выполняется поэтапно, а последовательность действий будет следующей:
Основные части станка можно собрать в течение нескольких часов, если использовать подробный чертеж и инструкции.Самодельная улитка для холодной ковки может иметь монолитную или разборную систему: выбор зависит от предпочтений мастера и времени, которое он готов потратить на создание. Сборные модели особенно актуальны, если мастерская на время оборудована; если помещение обустроено на постоянной основе, имеет смысл возвести устройство монолитным. Сама улитка может быть изготовлена из следующих материалов:
Если вам нужно работать с разными заготовками и создавать детали, отличающиеся формой и количеством завитков, вы можете собрать рабочую поверхность, на которой будет несколько устройств, позволяющих выпускать предметы нужного типа.
Работа по постройке улитки своими руками относительно недорогая, а затраты складываются из следующих:
Самостоятельная сборка холоднокованого станка-улитки занимает немного времени, но позволяет существенно сэкономить на покупке. готовый вариант, который стоит не менее 20 тыс. руб. К тому же готовые устройства такого типа редко можно встретить на заводе: их не только сложно достать, но и сложнее отремонтировать в случае поломки оборудования.
Перед началом работ необходимо подготовить машинные чертежи модели улитки, которая будет использована для создания станка: вы можете найти их в готовом виде или нарисовать эскиз будущего инструмента. самостоятельно, с учетом индивидуальных пожеланий и области применения. Обычно выкройка выполняется на миллиметровой бумаге, каждый новый виток спирали имеет больший размер. Если на чертеже указаны параметры ступеньки, ее необходимо составлять с учетом этой пропорции.
Станок для холодной ковки, с помощью которого можно изготавливать из металла различные декоративные предметы и элементы декора интерьера, является важным инструментом для мастера по металлу, а создание — многоступенчатым, но простым процесс. Имея инструкции, чертежи и время, вы можете выполнять работу самостоятельно, используя в качестве основы металл (швеллеры, листы, прутки и т. Д.) И такие инструменты, как шлифовальные станки, сверла и токарные станки.
Давно научились делать из металла изделия элегантной формы.Это могут быть декоративные фонари, навесы, элементы каминов, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
Сегодня на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-то сложной технологией и прикладывать физические усилия.Достаточно будет знать, как работает оборудование и как правильно им пользоваться.
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
С помощью различного ручного кузнечного оборудования можно изготавливать отдельные декоративные элементы и собирать из них сложные кованые конструкции в виде заборов, ворот, калиток и т. Д.
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой.Наиболее доступным в использовании и по цене является ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Машинка ручная для гибки локонов MZ- V 1 позволит изготавливать основные кованые изделия различных конфигураций. В комплект входит подставка для работы с длинными заготовками, прижимные эксцентрики для угольника и полоски, оправка для завивки. Цена оборудования — от 19 700 руб.
Инструмент ручной продольной скрутки MZ-T R создан для работы в бытовых условиях.Чаще всего его применяют для изготовления различных решеток, металлических кованых заборов, перил, для отделки лоджий и балконов. В комплекте с устройством идут специальные оправки для скручивания квадратов и полос. Стоит автомат МЗ-Т Р 16 920 руб.
Оборудование ручное МБ20-12 , с помощью которого изгибаются различные металлические элементы малого сечения (полоса, пруток, проволока и др.). Подходит для лепки и других работ с тонким материалом. Цена станка МВ20-12 — 6 390 руб.
МВ10-6 — Это небольшой ручной инструмент, которым удобно сгибать металл в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников. Применяются ленты и прутки, проволока из черных или цветных металлов диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок снабдили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такое оборудование будет полезно домашним мастерам при создании ажурных изделий и металлоконструкций, художественным мастерам по металлу, ремесленникам, школам.Стоимость МБ10-6 — 9045 руб.
Ручной станок MO5 -GX предназначен для легкого и быстрого изготовления наиболее популярных в ковке элементов — «хомутов». При его использовании не требуется больших навыков кузнечного дела, так как управлять им совсем несложно. Цена такого станка — 10 692 рубля.
Универсальный гибочный станок МВ30-6х50 Будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос.С его помощью можно сделать множество гибких вариантов в разных плоскостях и разных конфигурациях. Инструмент для ковки оснащен удобными упорами и гибочными оправками. Стоит МВ30-6х50 — 11 385 руб.
Ручной трубогиб MO7-T G — отличное решение для мобильных работ на стройплощадке. Его можно использовать при изготовлении ворот, калиток, пергол, навесов, теплиц и других легких металлических конструкций. Устройство способно изгибать арки, кольца, дуги прямоугольных и квадратных труб, полосы, стержни, квадраты.Цена на трубогиб МО7-Т Г 29 160 руб.
Ручной универсальный станок МВ32-25 — это надежная и прочная конструкция, с помощью которой трубы можно гнуть по любому заданному радиусу. Инструмент позволит дешево и легко выполнять не только разовую, но и мелкомасштабную гибку профилей и труб. Стоимость МВ32-25 44 820 руб.
Станок Blacksmit MO 4 А — КР Применяется при изготовлении «корзин» и продольной скрутки изделий.Ковочные корзины изготавливаются из предварительно сваренных заготовок одинаковой длины. Изделия скручиваются на участке 500 мм, однако длину можно увеличить самостоятельно. Цена такого устройства — 35 577 руб.
Некоторые мастера своими руками изготавливают ручное оборудование для холодной ковки. По чертежам, представленным в Интернете, собрать машинку «Улитка» довольно просто.
Необходимые инструменты и металлические детали:
Прежде всего, необходимо на листе бумаги нарисовать рисунок спирали с тремя витками.После этого необходимо проверить размеры, чтобы в резьбу поместили армированный пруток диаметром 10 мм. Теперь вы можете приступить к изготовлению станка.
Комментарии:
Для придания красоты, изысканности металлическим воротам или оградам загородных коттеджей или частных домов все чаще используются спиральные элементы. Чтобы не покупать такие предметы в магазинах, производители заборов и ворот часто сами их гнут.Чтобы самостоятельно изготовить спиральные стальные детали, понадобится специальное приспособление, которое называется улитка. С помощью такого приспособления изгибаются металлические стержни, полосы разного сечения. Если заготовка имеет квадратное сечение со стороной до 12 мм, то такие заготовки гнутся руками при нормальной температуре (так называемая холодная ковка).
Рисунок 1. Рисование улитки своими руками.
Учитывая, что такой станок нужен людям, обычно работающим с металлом, они могут сделать его своими руками.Чтобы не тратить зря время и деньги на изобретение велосипеда, им помогут чертежи улитки для холодной ковки. Для изготовления спиралей хорошо использовать низкоуглеродистые металлы из-за их хороших пластических характеристик.
Рисунок 2. Чертеж основания улитки.
Улитка для холодной ковки — это слесарное устройство, которое содержит устройство для фиксации заготовки. Вал со спиральным элементом закрепляется на толстом металлическом диске или пластине.
Конец стержня или полосы вставляется в запорное устройство, то вращающийся вал обматывает его на спиральном элементе.
Изгиб происходит под действием прижимного ролика, который прижимает заготовку к спиральному элементу. В зависимости от конструкции желаемого изделия и его размера для каждого вида фасонной детали изготавливаются индивидуальные улитки или улитки с возможностью изменения их кривизны.
Существует несколько вариантов чертежей для изготовления станка холодной ковки.По типу приводного вала в машинах бывают ручные и электрические. Для начала рассмотрим чертеж станка для холодной ковки с ручным приводом.
Вернуться к содержанию
Рисунок 3. Чертеж основания улитки.
Станок, согласно чертежу (рис. 1), установлен на основании, которое представляет собой прямоугольную пластину размером 220х190 см.
Пластина толщиной 5 мм с двумя отверстиями.Один из них круглый, диаметром 14 мм для оси вала, второй — овальный, шириной 6 мм ближе к оси вала и на 7 мм дальше от оси (рис. 2). Это основание приваривается к двум ножкам, на которых имеется отверстие для их крепления (рис. 3).
Ось вала имеет конический конец. Он плотно крепится к основанию двумя гайками M14.
Ведущая ось свободно закреплена на оси, имеющей головку с двумя взаимно перпендикулярными сквозными резьбовыми каналами (рис. 4).
В этих каналах закручиваем ручки.
Параллельные направляющие (2 шт.) Вдоль продолговатого отверстия привариваются к нижней поверхности основания.
Рисунок 4. Построение оси улитки.
Спиральный элемент (на самом деле улитка) в сборе. Он состоит из 4-х элементов, соединенных между собой шарнирными штифтами, продетыми через проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет гофрированную головку.
Дуговые наконечники имеют отверстия для соединительного штифта.Их приваривают к концам отрезков. Величина изгиба улитки регулируется специальными регулировочными винтами, которые ввинчиваются в соединительный конец каждого из трех сегментов так, чтобы они упирались в конец предыдущего сегмента.
Каждый регулировочный винт на одной торцевой поверхности имеет прорезь для отвертки с плоским шлицем.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для ведущей оси, первой частью спирального элемента и фиксирующей выемкой.Фиксирующая выемка представляет собой эксцентрическую полукруглую выемку в первой части сегмента радиусом 7 мм, центр которой находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Изображение сегмента улитки.
Внутри направляющей закреплен эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек. Последний совмещается соосно с полукруглой выемкой ведущего моста, а затем приваривается.
В продольное отверстие основания вставляется бегунок, который прижимается к дну. Ползун через выемки фланца свободно входит между направляющими полозьями.
В верхней части ползуна расположена ось ролика с шестигранной головкой.
Сам ролик свободно прикреплен к оси ролика.
Таким образом, ролик может занимать положение вдоль продолговатого отверстия в основании и фиксируется в любом таком положении путем перекатывания оси ролика на ползун.
Работать с этим устройством достаточно просто. Для начала вставьте конец стержня или планки в выемку приводной оси. Поворачивая эксцентрик с помощью бабочки, заготовка зажимается между его нижним концом и стенками выемки. Для этого ролик подается к заготовке, ось ролика наматывается ключом на 12 на ползун, зажимая его. Заготовка помещается между эксцентриком центрального сегмента улитки и валиком.
Затем поверните ось привода в направлении вращения по часовой стрелке, наматывая заготовку на центральный сегмент.Когда заготовка наматывается до конца центрального сегмента, второй сегмент прикрепляется к нему с помощью соединительного штифта. Ролик переместится в новое положение.
И так далее, он изгибается для придания формы заготовке. Для снятия полученного изделия со станка эксцентриковые вертлюги освобождают конец заготовки. Поднимая ведущую ось с эксцентриком и всю улитку, последние снимаются с проделанной спирали.
С помощью приспособления для холодной ковки улитки можно своими руками изготовить фигурные и красивые металлические детали.Самодельная машинка улитка будет довольно простой, ведь сделать ее домашний хозяин сможет любой желающий, даже обладая небольшими навыками в этой работе.
В этой статье мы рассмотрим преимущества холодной ковки, а также расскажем, как сделать собственные инструменты для работы — шаблон, чертежи, фото и видео могут помочь вам в работе, а в результате вы сможете собрать простое и удобное приспособление для работы с металлом.
Холодная ковка — самый популярный вид работ, так как с его помощью изготавливает оригинальные детали любых размеров и форм.На станке холодной ковки можно изготовить:
Как эти изделия изготавливаются с помощью этого процесса, можно увидеть на многочисленных фотографиях.
Преимущество холодной ковки заключается в том, что очень легко собрать станок, с помощью которого можно изготовить эти детали своими руками. Это существенно сэкономит на приобретении дорогостоящего оборудования.
Процесс холодной штамповки состоит из трех этапов:
Оборудование, необходимое для этой работы, достаточно компактное и простое, не занимает много места в гараже или мастерской.
С холодной ковкой новички обычно начинают учиться обращаться с металлом, так как этот процесс довольно безопасен и прост, так как в этом случае вам не придется сталкиваться с высокими температурами, как с другими видами ковки.
Для этого процесса, как правило, применяется готовый шаблон , а именно заготовка продукции. Естественно, в холодной ковке есть свои нюансы, обычно они заключаются в том, что деталь легко деформируется или повреждается в процессе эксплуатации: кованые изделия часто ломаются и исправить эту ситуацию невозможно, поэтому ковку нужно производить очень аккуратно.
Но с помощью качественного станка и чертежа будущего изделия можно легко научиться делать изделия волнообразной, витой и другой оригинальной формы.Процедура обработки деталей методом холодной штамповки осуществляется в несколько этапов. Для начала создайте рисунок или шаблон будущего изделия.
Необходимо рассчитать размеры детали, чтобы закупить необходимое количество сырья, а также правильно настроить станок. Разные машины могут давать разные возможности для изготовления выкройки — это будет зависеть от сложности изготовления приспособлений. Например, на простейших станках, собранных своими руками, можно гнуть только детали , тогда как с помощью более сложных конструкций можно создавать выкройки и другие изделия.
Затем, когда чертеж или шаблон будет подготовлен, нужно запастись нужным количеством сырья в соответствии с вашими расчетами. Для холодной ковки вам потребуются прутки из металла, их можно купить в магазине. Стержни не должны быть очень толстыми, иначе их будет сложно гнуть. Следующий этап — изготовление деталей.
Здесь самое главное — правильно выставить настройки, чтобы детали не деформировались и не повреждались во время работы станка, так как починить не удастся.
В самом конце происходит крепление изготовленной детали на каркас. Это делается сваркой. Особенно внимательно при сварке следует быть тонкостенными трубками, так как они довольно легко сгорают, и в этом случае конструкция будет бракованной и нужно все делать заново.
Но прежде чем приступить к холодной ковке, вам, естественно, потребуется изготовить станок, который для этого потребуется. Станок-улитка — самое популярное приспособление для изготовления металлических лекал методом холодной ковки.
Процедура сборки станка состоит из нескольких этапов, после чего у вас будет готовое приспособление, которое вы можете использовать для создания деталей для вашего дома или дачи.
Перед тем, как приступить к холодной ковке, необходимо сделать чертеж и шаблон . Он выполнен на миллиметровой бумаге, что отражает естественные размеры будущего продукта. На бумаге вы должны начать спираль с постепенно увеличивающихся витков.
Катушки нужно увеличивать с учетом шага, если вы решили делать симметричные изделия, если для вас это неважно, то витки спирали можно увеличить непропорционально.
Перед тем, как собрать станок «Улитка», необходимо сделать чертеж и определить диаметр заготовки, которую затем вы начнете на ней обрабатывать. Шаг нужно подбирать с учетом этого значения: он должен быть больше сечения обрабатываемого стержня.
Если ступенька сделана недостаточно большой, то вы просто не сможете достать продукт из машины, не повредив его. То есть вся работа будет сделана зря. Рабочая поверхность улитки своими руками может быть изготовлена из металлического листа толщиной 4 миллиметра .Размеры поверхности будут зависеть от размеров обрабатываемых изделий — для начала нужно сделать чертеж, чтобы можно было рассчитать все размеры.
Для изготовления формы обычно используют полосу металла толщиной не менее 3 миллиметров. Итак, с самодельной улиткой работать намного проще. Чтобы облегчить процедуру, необходимо закрепить один край заготовки, чтобы она не соскользнула.
В качестве зажима можно использовать обрезанную часть стержня, которая по своим размерам не уступает планке.В процессе холодной ковки также необходимо закрепить деталь на верстаке. Поскольку при холодной ковке усилие на детали достаточно велико, стоит подумать о монтаже отдельно, так как самостоятельно удержать изделие невозможно — оно может выскочить и испортить все ваши творческие плоды.
Остальные элементы улитки изготовить очень просто — главное, прежде чем браться за самостоятельный процесс, нужно посмотреть видео и воспользоваться рисунком. Собранная вами машина может быть как сборно-разборной, так и монолитной — заранее определитесь, какая конструкция будет для вас более приемлемой, и создайте чертеж, чтобы выполнять с ней все работы.
Съемная машина хороша тем, что ее удобнее перемещать в случае необходимости, или снимать конструкцию для ремонта, или заменять поврежденные детали — при монолитной форме конструкции у вас не получится этого сделать.
А вот для съемной конструкции качество крепления деталей будет намного хуже — резьбовые соединения нужно будет фиксировать постоянно, так как они неизбежно ослабнут в процессе эксплуатации.
Существуют и другие типы станков для холодной ковки, но конструкция типа «Улитка» — считается наиболее функциональной, а сделать ее своими руками достаточно просто.
Если вы хотите использовать улитку в качестве инструмента для своего хобби, то нужно учитывать, что, хотя сама конструкция не обойдется вам дорого (для нее не нужны специальные инструменты и детали), холодная ковка все же предполагает определенные затраты.
Так как, вам нужно будет тратить деньги непосредственно на материалы, которые вы будете использовать в будущем. И чем крупнее должно быть изделие, тем больше денег нужно потратить. Чтобы оценить затраты, создавайте все время. предварительный чертеж изделия , на котором показаны его реальные размеры. Например, чтобы сделать среднюю подставку для цветов, вам нужно будет потратить на стержни не менее 3000 рублей. Какое количество материала потребует более сложных изделий — можете рассчитывать самостоятельно.
Цена будет зависеть от сложности изделия, которое вы планируете создать с помощью улитки — чем больше в нем сложных элементов, тем дороже будет конструкция.
Вам не нужно будет тратить много денег на инструменты непосредственно для самого станка, но если вы никогда раньше не занимались сборкой таких конструкций, то желательно приобрести к нему готовые комплектующие — в данном случае станок прослужит вам намного дольше и работать над этим будет намного проще.
Холодная штамповка, также называемая холодной штамповкой, представляет собой разновидность ковки металла, которая используется в различных областях, от автомобильной до электронной и медицинской техники. Холодное формование включает формование заготовки, часто называемой «заготовкой», посредством процесса, называемого «деформированием».
В традиционных процессах ковки металл подвергается воздействию высоких температур.В процессе холодной ковки заготовка подвергается гидравлическому и механическому давлению при комнатной температуре для деформации. Это дает ряд преимуществ для конкретных приложений, начиная от улучшенной консистенции до более низких затрат и более эффективного использования материалов.
STS Intelli — компания по холодной штамповке, которая может выполнять проекты любого масштаба. Продолжайте читать, чтобы узнать больше о преимуществах, которые наши услуги по холодной штамповке могут иметь для вашей работы, или свяжитесь с нашим офисом напрямую, чтобы запросить ценовое предложение.
Холодное формование выполняется при комнатной температуре или близкой к ней. При работе с некоторыми металлами для улучшения пластичности применяется некоторое количество тепла, хотя температуры остаются значительно ниже точки рекристаллизации.
Холодная штамповка используется для создания различных форм и деталей. Таким образом, не существует единого стандартного процесса формования заготовок. Вместо этого детали создаются с использованием одного или комбинации следующих методов:
В дополнение к вышеизложенному, можно использовать ряд дополнительных процессов для формирования очень сложных компонентов различных форм и размеров.STS Intelli может побрить, сверлить, накрасить или покрасить любой компонент в соответствии с вашими требованиями. Чтобы узнать больше о наших возможностях и обсудить детали вашего проекта с одним из членов нашей команды, свяжитесь напрямую с нашим офисом.
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня.Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке.Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Если ваша компания ищет способ массового производства высококачественной продукции с меньшими затратами на операции, холодная штамповка — это то, что вам нужно.
Процесс холодной штамповки полон преимуществ для производителей. При холодной штамповке меньше отходов.Фактически выход материала составляет почти 100%. При использовании сплавов драгоценных металлов, таких как золото и серебро, стоимость материалов высока. Этот 100% выход приводит к значительной экономии затрат во время процесса холодной штамповки по сравнению с другими методами.
В дополнение к 100% -ному выходу, детали холодной штамповки очень стабильны. Другие преимущества холодной штамповки:
При правильной холодной штамповке производитель может рассчитывать на то, что из процесса ковки будет исключен почти весь лом, а также часть без дефектов, складок и других дефектов.Холодная штамповка также позволяет изготавливать детали с жесткими допусками со скоростью 1000 сек в час.
Вопросы, касающиеся улиток Нерита, обычно поступают из следующих регионов:
Где можно посмотреть видео об улитках Нерита?
На что обращать внимание при покупке неритов?
Машины для поедания водорослей Nerites?
Обычные типы улиток Нерита
Проблемы ухода за улитками Нерита
Как долго живет неритовая улитка?
Что является хорошей средой обитания для неритов?
Какой размер резервуара подходит для Неритов?
Хорошие товарищи по резервуару для улиток Нерита
Что ест неритовая улитка
Размер и скорость роста неритовых улиток
Цветовая гамма и образцы раковин улиток Нерита
Что насчет яиц улитки Нерита, проблемы и размножение
Добавление неритовой улитки в новый резервуар?
Неритовая улитка, питающаяся водорослями из аквариумного стекла
Неритовая улитка, сбегающая из аквариума
Неритовые улитки — одни из самых популярных пресноводных аквариумных улиток в наши дни, и их почти всегда можно купить в местных зоомагазинах и сетевых магазинах.Нериты часто продаются как пресноводные аквариумные улитки, хотя есть и морские разновидности. Неритовые улитки имеют репутацию выдающихся очистителей резервуаров и являются одними из самых опытных улиток, поедающих водоросли. Вот почему Неритовых Улиток часто называют членами бригады по очистке аквариумов вместе с Креветками Амано. Неритовых улиток можно охарактеризовать как послушных, мирных и спокойных по характеру, которые могут легко перемещаться по аквариуму.
Перед покупкой улиток Nerite поищите экземпляры со здоровой раковиной.Убедитесь, что на них нет трещин, царапин и царапин. Также ищите активных неритовых улиток. Активная улитка будет прикреплена к стеклу или любой другой твердой поверхности аквариума. Избегайте неподвижных лежащих на дне резервуара неритовых улиток в перевернутом положении. Улитки, которые лежат на спине, могут быть мертвыми или умирающими. Также убедитесь, что раковина улитки не пуста. Вы хотите убедиться, что покупаете не пустую оболочку.
Сегодня в зоомагазинах доступно множество популярных видов улиток-неритов, в том числе улитка-зебра-нерит, улитка-тигр-нерит, улитка-олива-нерит, улитка-нерит черного гонщика и рогатая неритовая улитка.
Улитка Black Racer Nerite Snail имеет небольшие бороздки на панцире, идущие параллельно отверстию на всем протяжении назад. Раковины Black Racer обычно имеют коричневый цвет и могут иметь участки темно-золотого, темно-серого или даже черного цвета.
У тигровой неритовой улитки светло-коричневая раковина выглядит более гладкой, чем ребристой. Раковины Tiger Nerite украшены черными участками, образующими узоры, напоминающие полосы тигра или пятна леопарда.
Раковина зебро-неритовой улитки золотисто-коричневого цвета. Раковина выглядит более гладкой по сравнению с другими неритовыми улитками с рифленым панцирем. Раковина улитки Zebra Nerite Snail имеет черные полосы, идущие назад от апертуры к вершине, создавая вид зебры.
Помимо перечисленных выше видов неритовых улиток, в зоомагазинах иногда встречаются улитки: коричневые улитки-зебры, гусеничные неритовые улитки, рубиново-неритовые улитки, улитки-зебры, простые улитки-зебры, мраморные неритовые улитки и другие.В продаже может быть много разных видов пресноводных неритовых улиток. Или, может быть, это просто некорректное обозначение и маркировка различных сортов в резервуарах, или и то, и другое. В любом случае, улитки Nerite могут стать отличным дополнением к любому общественному аквариуму. Они отличные уборщики, и за ними интересно наблюдать. Тем не менее, не забудьте попросить у продавца разъяснений, если у вас есть какие-либо вопросы.
Хорошая новость заключается в том, что уход за улиткой Nerite Snail довольно прост и понятен.Неритовые улитки — выносливые виды, которые приспосабливаются к различным водным условиям. Неритовым улиткам, кажется, нравится температура воды в тропическом сообществе аквариумов от 72 до 78 градусов по Фаренгейту. А некоторые любители предполагают, что Нериты могут выжить в более широком диапазоне температур. Нериты также предпочитают щелочную воду с pH около 7,5 и аквариумную воду с жесткой стороной с умеренно движущимся течением. Как и в случае с другими рыбами в аквариуме, уход за неритовыми улитками также должен включать проверку на наличие всплесков аммиака и высоких уровней нитратов, так как к ним чувствительны нериты.Также необходимо соблюдать осторожность, чтобы избежать любого воздействия меди и других лекарств, поскольку это может быть смертельным для улиток. Наконец, помните, что Nerite Snails могут нуждаться в добавках кальция для поддержания здоровой скорлупы.
Также важно помнить, что уход за улитками Nerite также включает в себя то, как они помещаются в аквариум. Не бросайте неритовых улиток в воду и не позволяйте им плавать на дно, чтобы приземлиться в различных случайных положениях.Удачливые Нериты приземлятся прямо и смогут быстро адаптироваться к новому окружению. Неудачливые улитки приземлятся вверх ногами. Неритовым улиткам очень трудно принять вертикальное положение. В большинстве случаев они практически не могут поправиться сами. Так могут погибнуть нериты, оставленные вверх ногами. Убедитесь, что Nerites помещены в аквариум в вертикальном положении, чтобы они могли хорошо стартовать.
Неритовые улитки, кажется, любят находиться в устоявшемся аквариуме с растениями.В устоявшемся резервуаре с растениями параметры воды получили возможность стабилизироваться, и резервуар прошел правильный цикл. Кроме того, живые аквариумные растения постоянно сбрасывают или сбрасывают растительные остатки в толщу воды, не позволяя аквариуму быть «слишком чистым». Нериты кажутся счастливыми и довольными аквариумами, которые никогда не бывают «слишком чистыми».
Неритовые улитки могут жить практически в любом аквариуме при соблюдении правил предотвращения затоваривания.Нериты могут стать прекрасным дополнением к аквариуму объемом 20 галлонов или больше. Нериты также могут хорошо подходить для аквариума на 10 галлонов, если учитывать ограничения 10-галлонных аквариумов: малый объем воды, малая площадь поверхности и небольшая погрешность при изменении температуры воды и т. Д.
Легко подумать, что всегда можно «добавить несколько улиток» в аквариум, потому что они маленькие. Распространенная ошибка возникает, когда у аквариумиста, увлеченного аквариумистикой, есть, например, должным образом укомплектованный, проработанный и установленный 10 галлоновый аквариум.Затем замечается зеленое пятно на стекле. Увидев зеленое пятно, любитель решает добавить в аквариум полдюжины неритовых улиток. Нериты производят отходы, как и другие живые организмы. Постарайтесь не вызвать проблемы с затовариванием, добавляя улиток. Просто потому, что Nerites малы, они увеличивают биозагрузку и нагружают водную среду, как и другие обитатели резервуара.
Продолжительность жизни неритовой улитки около года, плюс-минус.Иногда Нериты умирают примерно через неделю после добавления в аквариум, а другие из той же партии живут около 2 лет или более. Если Nerite умирает вскоре после добавления в резервуар, это может быть из-за стресса при транспортировке, значительного изменения параметров воды или нездоровой воды в резервуаре. Прежде чем добавлять улиток в аквариум, может быть хорошей идеей проверить как воду в аквариуме, так и образец воды, в которой улитка перевозится, на pH, аммиак, нитраты и жесткость. Лучше заранее узнать, есть ли значительные расхождения в параметрах.
Если неритовая улитка умирает, не забудьте сразу удалить ее из аквариума, потому что разлагающаяся улитка может вызвать выброс аммиака в аквариумной воде. Мертвую улитку нельзя прикреплять к стеклу или какой-либо твердой поверхности. Вместо этого мертвая улитка обычно лежит на дне аквариума, иногда в перевернутом положении и неподвижно. После извлечения из аквариума мертвая улитка может иметь сильный запах гниющей и разлагающейся плоти.
Размер улиток Nerite зависит от возраста и вида улитки.Улитки растут по мере старения, поэтому чем старше улитка, тем они крупнее. Кроме того, разные виды Неритов разрастаются до разных размеров. Но в целом, улитки Nerite всех разновидностей будут где-то между размером десяти цента и размером четверти. В пределах этого диапазона оливково-неритовая улитка будет иметь меньшую сторону роста и достигнет примерно 1/2 дюйма. Тигровая неритовая улитка и зебровая неритовая улитка могут вырасти больше, чем оливковый нерит, а тигровый нерит и зебровый нерит почти вдвое крупнее оливкового нерита.Рогатая неритовая улитка обычно самая маленькая из неритов, обычно размером 1/4 дюйма на маленькой стороне и чуть менее 1/2 дюйма на большой стороне.
Поскольку существует несколько типов улиток Nerite, невозможно описать этих улиток как одного цвета, но диапазон Nerites имеет цвета, включая: почти черный, темно-коричневый, темно-зеленый, оливково-зеленый, коричневый, золотистый и красновато-коричневый. Различные типы улиток Nerite могут также иметь полосы, маленькие темные круглые точки, маленькие темные следы в форме параллелограмма и темно-зеленые или черные гребни.Интересно посмотреть, сколько возможных комбинаций цветов и рисунков может быть у улиток Nerite Snails.
Неритовые улитки очень занятые и активные едоки. Они прикрепляются к твердым поверхностям, таким как стекло, украшения, воздухозаборники и твердые листья растений. Нериты легко перемещаются по этим поверхностям … едят по мере движения.
Неритовые улитки — одни из лучших улиток, питающихся водорослями, и их диета «из аквариума» может включать: мягкие пленочные водоросли, мягкие зеленые водоросли, мягкие коричневые водоросли и коричневые диатомовые водоросли.Улитки My Black Racer Nerite особенно любят мягкие коричневые водоросли, растущие на стекле прямо под подложкой. Они копают примерно на дюйм или около того и часами едят стекло. Мне никогда не везло с неритовыми улитками, поедающими водоросли Green Spot. Зеленые водоросли могут оказаться для них слишком тяжелыми.
Ошибочно думать, что улитки Nerite «съедают» проблемы с водорослями в аквариуме. Проблемы с водорослями связаны с проблемами освещения и состоянием воды.Если в аквариуме есть проблемы с водорослями, добавление Nerites — не лучшее решение. Вместо этого необходимо определить первопричину проблемы с водорослями. После обнаружения правильное решение проблем — лучший способ борьбы с водорослями.
Нериты, похоже, не заинтересованы в поедании живых растений. Неритовые улитки кормятся группами или по отдельности. И они, кажется, находят пищу независимо от того, где она может быть. Неритовые улитки могут найти пищу на стекле, губчатых фильтрах и в самих фильтрах питания.Поскольку Нериты могут забраться в коробки силовых фильтров, они могут оказаться в довольно опасном положении, поэтому лучше держать резервуар хорошо закрытым, чтобы они не сбежали и не получили травм или не убились.
Интересная особенность улиток Nerite Snails заключается в том, что в режиме кормления они постоянно находятся в движении, стабильно и без устали перемещаясь по аквариуму. Затем, без видимой причины, они простаивают и бездействуют в течение длительного времени. Когда это происходит, они могут находиться на открытом воздухе на твердом листе, стекле или, например, на входе фильтра.Или они могут найти темный тихий уголок резервуара у поверхности и оставаться там без движения в течение нескольких дней.
Часто отмечают, что неритовые улитки не размножаются в пресной воде. Поскольку Nerites нуждаются в солоноватой воде для успешного размножения, они не займут резервуар с пресной водой, как это делают многие другие улитки.