
В стране немало народных умельцев, которые своими руками сооружают различные технические приспособления, средства передвижения, металлоконструкции для различных построек на участке с применением изогнутых трубных изделий. Для получения нужных заготовок используют трубогиб для круглой трубы, который приобретают в торговой сети или делают своими руками.
Стоит отметить, что многие заводские приспособления для изгибания труб имеют широкие функциональные возможности благодаря ряду идущих в комплектации сменных насадок. Но если в домашнем хозяйстве необходимо изгибать трубные элементы только одного диаметра, имеет смысл изготовить трубогиб самостоятельно.
Рис. 1 Арбалетные ручные трубогибы с храповым механизмом
Содержание
Трубогибом называют силовое рычажное механическое (электромеханическое) приспособление, предназначенное для изгибания труб в поперечном направлении с сохранением их формы сечения. Различают несколько основных принципов конструктивного исполнения подобных механизмов:
Различают несколько основных принципов конструктивного исполнения подобных механизмов:
Арбалетный. В арбалетной конструкции трубу помещают между двумя опорами, которыми обычно выступают ролики, и давят на ее центр через храповый механизм шаблоном в виде полукруга с радиусной канавкой, соответствующей диаметру трубы. Это основное конструктивное исполнение ручных механических и гидравлических трубогибов.
Так как прилагаемое усилие в храповом механизме не слишком велико, подобную конструкцию используют для изгиба труб из цветных металлов, алюминия, тонкостенной нержавейки максимальным диаметром в 20 мм.
Прокатка. Напоминает арбалетный вариант, однако труба при изгибании может двигаться в прямом и обратном направлении на двух роликах, а радиус гиба задает центральный роликовый прижим, который постепенно смещается к центру. В ручных механизмах ролик опускают штурвалом, прикрепленным к резьбовому шпинделю. Также эти трубогибы оснащаются дополнительной ручкой, которой вращают прижимной ролик, реализуя таким способом протяжку.
Обычно таким методом изгибают крупноразмерные трубные отрезки прямоугольного профиля. Производственные станки могут оснащаться ручным или гидравлическим приводом как подачи, так и вращения прижимного ролика.
Методом прокатки обычно получают большой радиус гиба, многократно изгибая заготовку в разных, расположенных на одинаковом расстоянии друг от друга точках. К примеру, в бытовом хозяйстве таким способом получают полусферические опоры для парников и теплиц.
Рис. 2 Станки для изгиба прокаткой
Намотка. В данном механизме торец трубы прижимается к ролику (полукруглому сегменту), диаметр которого соответствует радиусу ее гиба. При вращении ролика труба сдвигается и обвивается вокруг него за счет плотного прижима, получая таким методом изгиб.
Так как для вращения роликового механизма, вокруг которого обвивают трубу, необходимо приложение высоких физических усилий, по такому принципу работают крупногабаритные станки с электроприводом.
Обкатка. В данной конструкции шаблоном является неподвижный ролик или полусферический сегмент с наружной канавкой под диаметр конкретной трубы.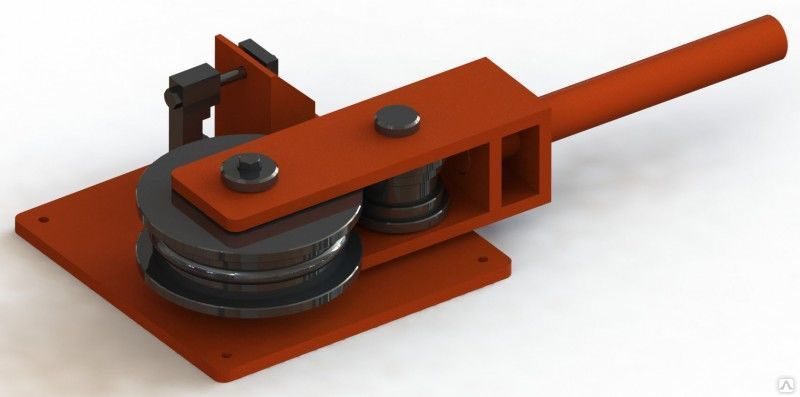 Трубную заготовку прижимают к ролику, опускают на нее рычаг с прижимом и двигают его вдоль шаблона, изгибая таким методом трубную оболочку под нужным углом от 0 до 180 градусов.
Трубную заготовку прижимают к ролику, опускают на нее рычаг с прижимом и двигают его вдоль шаблона, изгибая таким методом трубную оболочку под нужным углом от 0 до 180 градусов.
Такая конструкция отличается простотой и надежностью, широко используется как в заводских, так и в самостоятельно изготовляемых трубогибах.
Стоит отметить, что основная проблема при изгибании любых труб — получение сечения круглой формы в месте изгиба, и она особенно актуальна для тонкостенных изделий. Для борьбы с овальностью используют специальные приспособления — дорны, которые вставляют при проведении работ в трубу. Располагаясь в точке приложения физических усилий и благодаря своей жесткости и круглому сечению, они препятствуют изменению формы трубной оболочки.
Простейший дорн представляет собой металлическую спираль, которую обычно используют в самостоятельно изготовленных трубогибочных приспособлениях. При проведении работ промышленными методами применяют более сложные конструкции дорнов из шарообразных соединенных между собой сегментов.
Читайте также: Инструмент для монтажа труб из сшитого полиэтилена и технология выполнения работ
Также промышленные трубогибочные станки по этому признаку делят на дорновые и бездорновые.
Рис. 3 Ручной рычажный инструмент для сгибания труб с прижимной планкой и роликами
Трубогибы широко используют не только в сферах промышленного производства, но и быту. При выборе руководствуются в первую очередь стоимостью, размерными параметрами изгибаемых изделий, объемами производства, принципом работы приспособлений.
По приводу различают ручные механические, гидравлические или с электроприводом трубогибочные механизмы.
В торговой сети представлены следующие основные категории трубогибов:
Ручные с храповым механизмом. Это приспособления арбалетного принципа действия с роликами по краям и со сменными прижимными полусферическими насадками под разные трубные диаметры. Перемещение штока с упором в трубу осуществляется при помощи рукоятки храпового механизма.
Так как мускульная сила человека не позволяет получить значительное физическое усилие, такими приспособлениями изгибают в основном медь, нержавейку, алюминий и сталь с тонкими стенками диаметром не более 1 дюйма (25 мм)).
Рис. 4 Трубогибные станки с намоткой заготовки на шаблон
Ручной с гидравлическим приводом. Это приборы арбалетного типа, у которых вместо механического храповика для подачи прижимной головки используется гидравлический привод. Инструмент рассчитан на бытовое и профессиональное применение при монтаже трубопроводных коммуникаций подачи газа, отопления и водоснабжения. Обычно такие приборы оснащаются рядом головок под трубные диаметры 15, 20, 25, 32, 40, 50 и 60 мм, или 1/2, 3/4, 1, 1 1/4, 1 1/2, 2 дюйма.
Гидравлические трубогибы выпускают ведущие мировые производители различного ручного и электрического инструмента с брендами Rems, Rothenberger, Virax.
При промышленном использовании гидравлические трубогибы оснащают электроприводом. В этом случае они могут работать с трубными изделиями больших диаметров, доходящих до 100 мм.
Ручные (рычажные) приспособления для обкатки. Это одни из широко распространенных ручных станков, в которых неподвижную трубу обвивают вокруг шаблона.
Обычно трубный торец подводят к ролику или сегментному элементу, вставляя в зазор между ним и расположенной рядом опорной деталью. Затем трубу обжимают рычагом, в котором вращается ролик или имеется плоская, профильная пластина.
Чтобы избежать овальности трубы в месте изгиба, многие производители выпускают системы из нескольких обжимных ступеней, рассчитанных на трубные диаметры 15, 20 и 25 мм. В этом случае появлению овальности будут препятствовать стенки шаблона, в которые при изгибе начнет упираться трубная оболочка.
Многие заводские приборы оснащают градусной шкалой изгиба на полукруглом сегментном шаблоне.
Так как при работе приходится прилагать значительную мускульную силу, такие трубогибы рассчитаны на работу с любыми видами металлических труб не более 40 мм в окружности.
Рис. 5 Ручные трубогибы с гидроприводом
Ручного типа для радиальной гибки. Обычно это крупногабаритные стационарные станки, изгибающие трубы по технологии прокатки. В них размещены два крайних ролика, по которым движется труба, и центральный прижимной, задающий радиус изгиба. Верхний ролик плавно опускают на резьбовом штоке (шпинделе), которой закреплен в резьбе станины станка.
Читайте также: Как работает клупп трубный — виды, область применения, производители, цены
Более дорогие приборы промышленного назначения оснащены гидравлическим, электрическим приводом для прокатки.
Поршневого типа с электроприводом. Это крупногабаритные станки арбалетного типа с сегментным прижимом, который двигается при помощи электропривода.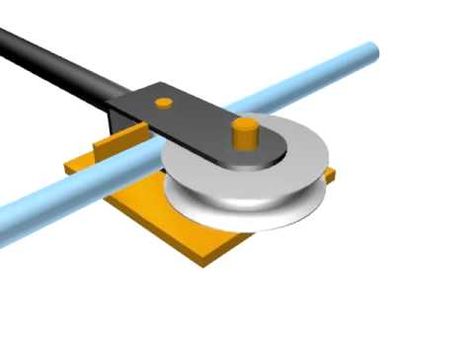
Трубогибочные станки промышленного назначения. Обычно это станки, в которых труба наматывается на движущийся от электропривода шаблон. Сама трубная заготовка подается вручную или механическим методом. Такие станки делят на дорновые, в которых используется внутренняя трубная оправка, и бездорновые.
Рис. 6 Дорн, принцип его применения и дорновые трубогибочные станки
В бытовом хозяйстве для разового изгибания труб нет смысла приобретать заводское изделие рычажного типа или инструмент с гидроприводом.
При наличии сварочного аппарата и даже в его отсутствие сделать такое приспособление своими руками вполне по силам любому мастеру.
Самый простой способ, как сделать трубогиб в домашних условиях — это найти шаблон в виде ролика с полукруглой канавкой, жестко закрепить его на любой поверхности вместе с расположенным рядом упором. Затем между трубой и ограничителем помещают трубу и обвивают ее вокруг ролика. Для прижима трубной заготовки к шаблону используют рычаг с роликовым узлом, который снижает трение.
Чтобы облегчить поворот рычага и снизить прилагаемое усилие, на него помещают ручной усилитель в виде длинного трубного отрезка.
Стоит отметить, что собранный по данной технологии самодельный трубогиб для круглой трубы способен изгибать заготовки диаметром до 40 мм.
Рис. 7 Примеры самостоятельно изготовленных трубогибов
Существует масса вариантов изготовления трубогибов в кустарных условиях, чертежи подобных устройств можно найти в интернете.
Однако все они изготавливаются по следующей технологии:

Рис. 8 Этапы изготовления самодельного трубогиба
В торговой сети реализуют широкий ряд трубогибов для бытового, профессионального и промышленного применения, среди которых у рядового потребителя высоким спросом пользуются ручные рычажные приспособления. В силу простоты конструкции и принципа работы не так сложно сделать подобный заводскому трубогиб своими руками. Для этого необходимо наличие в хозяйстве сварочного аппарата, болгарки, электроинструмента для сверления, элементов в виде роликов и металлических листов для раскроя деталей.
Трубогиб — это разновидность прокатного стана, предназначен для изгиба под заданным радиусом труб различного сечения и диаметра.
О том, как именно он работает и как его можно сделать самому в домашних условиях, и пойдет речь в этой статье.
Очень часто при работе с металлической трубой обычного (круглого) и прямоугольного (профильного) сечения требуется их изогнуть на определенный угол.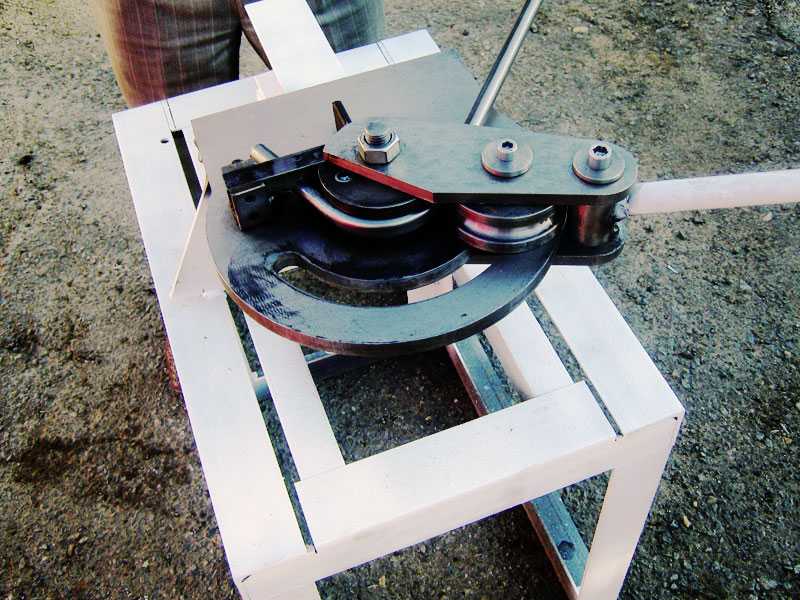 Такая необходимость возникает вне зависимости от вида работ — прокладка ли это трубопровода по цеху, установка сплит-системы в квартире или же сварка из профтрубы скамейки или беседки на дачу.
Такая необходимость возникает вне зависимости от вида работ — прокладка ли это трубопровода по цеху, установка сплит-системы в квартире или же сварка из профтрубы скамейки или беседки на дачу.
Тонкие трубки, к примеру, медные, часто использующиеся в системах кондиционирования, можно согнуть руками, но изгиб вручную всегда нестандартный, а проще говоря — кривой. Для серьезного производства это неприемлемо. А толстую стальную трубу, особенно профильную, согнуть вручную невозможно. Вот в этой-то ситуации и приходят на помощь трубогибы. Они могут аккуратно, точно по заданному радиусу изогнуть трубу, не допуская разрывов, утончения стенок и иных деформаций металла.
Принцип работы любого станка для изгибания труб, несмотря на большое разнообразие конструкций, одинаков:
 Фактически это разновидность пресса.
Фактически это разновидность пресса.Существует множество разновидностей трубогибов, но все они обладают сходными элементами конструкции: в них есть одна или две стационарные точки фиксации для трубы и одна — подвижная
В качестве точек опоры всегда используются ролики или вальцы. Изгиб трубы в жестких зажимах возможен, но легко может привести к разрыву материала. Если же профиль может свободно скользить в роликах, то он не повреждается.
Для сгибания профильных труб с сечением в виде прямоугольника и квадрата используется тот же принцип, что и для круглого сечения. Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
В первую очередь трубогибы делятся на ручные и автоматические. Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, поскольку более толстую трубу даже с помощью рычага согнуть руками невозможно. В быту используют преимущественно их, при этом встречаются мобильные и стационарные устройства.
Автоматические прокатно-изгибочные станы предназначаются для промышленных условий. Как правило, они стационарного типа.
Они оснащаются электрическим приводом от двигателя соответствующей мощности. Встречаются гидравлические или комбинированные — электрогидравлические модели.
Основная классификация идет по принципу действия:
Первые два типа конструктивно очень схожи между собой. Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
 Именно этот тип чаще всего можно встретить в заводских цехах.
Именно этот тип чаще всего можно встретить в заводских цехах.На заметку: в промышленности активно используются трубогнущие станки с ЧПУ, которые могут выполнять из труб любые гнутые конструкции согласно заложенной программе.
Если вам необходим трубогиб для ремонтных работ по дому или даче, а работа планируется с трубами небольшого диаметра, то можно не покупать дорогое устройство, а смонтировать его своими руками из подручных средств. Вариантов изготовления существует бесчисленное множество.
Перед началом работы вам понадобится определиться с сечением и формой профиля труб, которые вы будете гнуть. Ширина и форма желоба роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «гулять», что приведет к неровному изгибу или другим деформациям. Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Также в работе вам могут помочь следующие чертежи:
Если возникла необходимость гнуть трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельный трубогиб намоточного типа.
Конструкция чем-то похожа на закруточную машинку для домашнего консервирования. Главная часть — два ролика с прямоугольными желобами точно по форме трубы. Ведущий ролик (на рисунке — большой) крепится на любое основание. Он будет обеспечивать радиус и закругление гибки трубы.
Майк Гейгель, специалист по стратегическим услугам, Swagelok Pittsburgh и инструктор, Advanced Tube Bending, Swagelok Company
При проектировании и сборке новой гидравлической системы или при замене компонентов в существующем. Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Хотя резьбовая труба исторически была надежным выбором в жидкостных системах, трубка является выгодной альтернативой по целому ряду причин. Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Запросить дополнительную информацию об обучении гибке труб
Изогнутые трубки могут обеспечить некоторые значительные преимущества по сравнению с традиционными трубами в различных промышленных жидкостных системах, в том числе:
 Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.Чтобы максимально использовать преимущества гибки труб, важно быть уверенным, что вы понимаете, как определить, где изгибы труб наиболее применимы в ваших системах, передовые методы изготовления высококачественных изгибов и как используйте правильное оборудование. Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
1.) Определите, будет ли трубка предпочтительнее трубы. Здесь необходимо сделать несколько замечаний. Чтобы выполнить желаемый участок с использованием трубы, трубу необходимо разрезать, очистить от заусенцев и нарезать резьбу. Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложного системного приложения. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано опытным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложного системного приложения. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано опытным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Здесь трубка может дать некоторые преимущества. Его также необходимо обрезать и удалить заусенцы, но большинство изменений направления можно выполнить с помощью изгиба вместо нового фитинга. Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много различных участков и фитинговых соединений. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
2.) Определите, как вы будете выполнять изменения направления . Изменение направления будет осуществляться за счет изгибов или соединения отдельных отрезков труб с помощью высококачественных трубных фитингов. Изгибы применимы для многих изменений направления, но ваш выбор между изгибом или фитингом во многом зависит от ситуации.
Простые изменения направления на 90 градусов (как показано здесь), которые полезны для любых необходимых смещений в вашей линии, часто могут быть наиболее эффективно выполнены с помощью изгибов. Например, если трубопровод должен проходить через панель, не препятствуя легкому доступу (как показано здесь), серия из 9Изгибы под углом 0 градусов могут быть эффективными. Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгибы применимы не везде. Требуется минимальная длина трубки, чтобы согнуть ее, но при этом обеспечить безопасную установку трубки в трубный фитинг. Если вы имеете дело с несколькими короткими отрезками труб, более целесообразно использовать фитинговые соединения для изменения направления. Кроме того, если определенное требуемое изменение направления потребует более сложного изгиба, чем вам удобно делать, может быть полезно использовать фитинг. Эта ситуация показывает, почему следование передовым методам так важно для создания безопасных, эффективных и экономичных систем с изогнутыми трубками.
3.) Убедитесь, что у вас есть необходимые навыки для гибки труб. Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Операторы также должны знать, как использовать трубогиб и другое оборудование для выполнения точных и качественных изгибов. Есть два распространенных вида оборудования, которые применимы во многих случаях гибки: ручной трубогиб и настольный трубогиб. В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
Из этого видео вы узнаете, как использовать ручной трубогиб для точного и эффективного изгиба труб на 90° и 180°. Ручные трубогибы Swagelok ® обеспечивают стабильные высококачественные изгибы труб, изготовленных из большинства материалов, используемых с трубными обжимными фитингами Swagelok.
Из этого пошагового обучающего видео вы узнаете, как использовать настольный трубогиб Swagelok ® для получения точных, воспроизводимых и высококачественных изгибов труб. изготовлен из большинства материалов.
Следуя рекомендациям, изложенным в этих видеороликах, можно помочь техническим специалистам избежать множества распространенных дефектов, которые могут поставить под угрозу целостность даже самых простых изгибов, что приведет к пустой трате времени, труда и денег.
Учебные курсы могут иметь неоценимое значение для обучения техников практическим знаниям, необходимым для создания безопасных и эффективных жидкостных систем с изогнутыми трубками. Вот почему компания Swagelok разработала учебные курсы по гибке труб — от основ до более продвинутых методов — чтобы помочь специалистам по жидкостным системам освоить практические навыки, которые они могут применять на своих предприятиях. Если вы хотите узнать больше о том, как мы можем помочь вам улучшить ваши навыки гибки труб, свяжитесь с нашей командой сегодня.
Запросите дополнительную информацию об обучении гибке труб
Практическое руководство
Автор: Michael Fortune#205–май/июнь 2009 г., выпуск
Мэтт Кенни и Майкл Добсевидж
Это очень простой способ сгибания тонких деревянных планок практически любой формы. Более того, простой аппарат сделан из нескольких деталей из хозяйственного магазина. Вы прижимаете деревянную полосу к секции металлической трубы, нагретой пропановой горелкой. На стороне, контактирующей с трубой, лигнинная связь между древесными волокнами размягчается под действием тепла до тех пор, пока она не станет достаточно гибкой, чтобы частично огибать трубу.
Более того, простой аппарат сделан из нескольких деталей из хозяйственного магазина. Вы прижимаете деревянную полосу к секции металлической трубы, нагретой пропановой горелкой. На стороне, контактирующей с трубой, лигнинная связь между древесными волокнами размягчается под действием тепла до тех пор, пока она не станет достаточно гибкой, чтобы частично огибать трубу.
Подробнее о гибке горячих труб |
| Часть первая: Введение (сейчас воспроизводится) |
| Часть вторая: Гибка произвольной формы |
| Часть третья: Гибка деталей мебели |
В отличие от паровой гибки нет необходимости строить большую паровую коробку или массивные гибочные формы. Изогнутые стороны музыкальных инструментов, таких как гитары и скрипки, традиционно изготавливались таким образом, но Fortune использует эту технику для сгибания дверных ручек, изогнутых молдингов, щипцов для салата, спинок для стульев и многих других предметов.
Узнайте больше о технике Fortune в книге «Магия гибки горячей трубы» из FWW #205.
Получите все!
НЕОГРАНИЧЕННОЕ Членство — это как пройти мастер-класс по деревообработке за меньшие деньги чем 10 долларов в месяц.
Он построил десятки круглых стендов Shaker за четыре десятилетия, так что нет никого более квалифицированного, чем Кристиан Бексвоорт, чтобы продемонстрировать создание этой классики. В этой серии видео из семи частей…
Буфет Chris Gochnour сочетает в себе практичность, прочность и красоту в современном корпусе
Смотреть все рассылки
Наш подкаст, выходящий раз в две недели, позволяет редакторам, авторам и специальным гостям отвечать на ваши
вопросы по деревообработке и связаться с онлайн-сообществом по деревообработке.