
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.
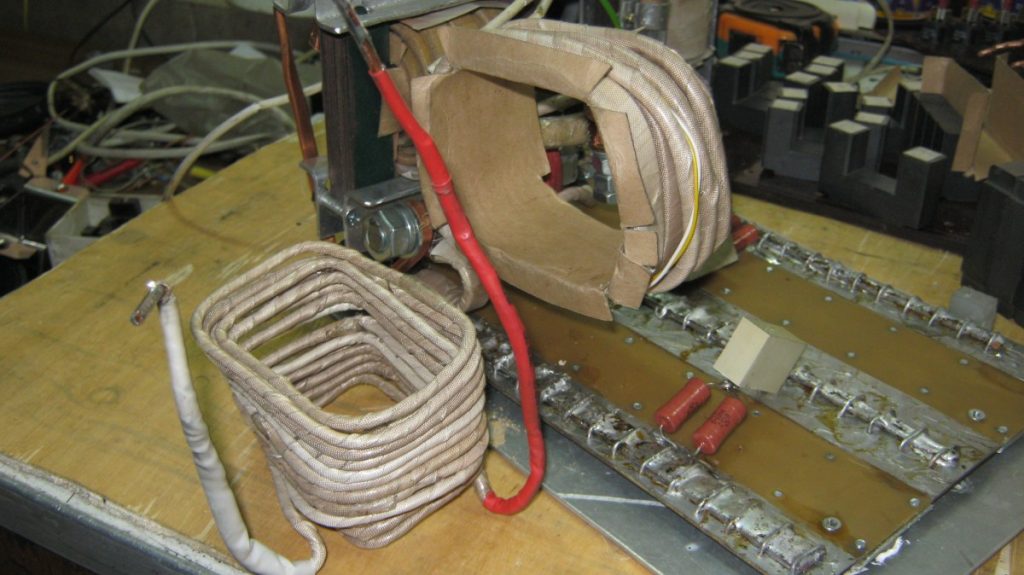
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
 Рис. 3: удалите токовые шунты
Рис. 3: удалите токовые шунтыУстановите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.

При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:

Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
 youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Содержимое обзора:
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Подробная консультация специалистов, помогает сделать правильный выбор.
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
В процессе работы не рекомендуется перегревать сварочный механизм.
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Несколько сложных процессов и дисциплин работают вместе в процессе изготовления металла, чтобы воплотить в жизнь конкретный проект. Сталелитейные компании нашли способы рационализировать свои операции, чтобы сделать процесс изготовления более рациональным. Чтобы помочь поддержать человеческий фактор, PennFab, Inc. на протяжении многих лет внедряла автоматические сварочные аппараты в наши производственные процессы.
Автоматические сварочные аппараты помогли нашим инженерам и техникам получить необходимые инструменты для воплощения каждого продукта в жизнь. Однако люди, незнакомые со сталелитейной промышленностью, могут не знать, как эти машины влияют на нашу повседневную жизнь на нашем предприятии. Мы расскажем, какую роль эти машины играют для нашей команды и ваших проектов.
Решающий и сложный процессВ производстве металлов сварка представляет собой один из самых ответственных и сложных процессов нашей команды. Сварка деталей вместе и обеспечение того, чтобы детали аккуратно соединялись и выдерживали давление ежедневного использования, составляют критически важную часть производственного процесса.
В прошлом каждая деталь, требующая сварки, изготавливалась руками опытного сварщика. По мере того, как проекты развивались и становились все более запутанными и сложными, поиск способов поддержки сварщиков и обеспечение того, чтобы каждый проект продвигался в хорошем темпе, становится необходимостью; именно здесь в игру вступает разработка автоматических сварочных аппаратов.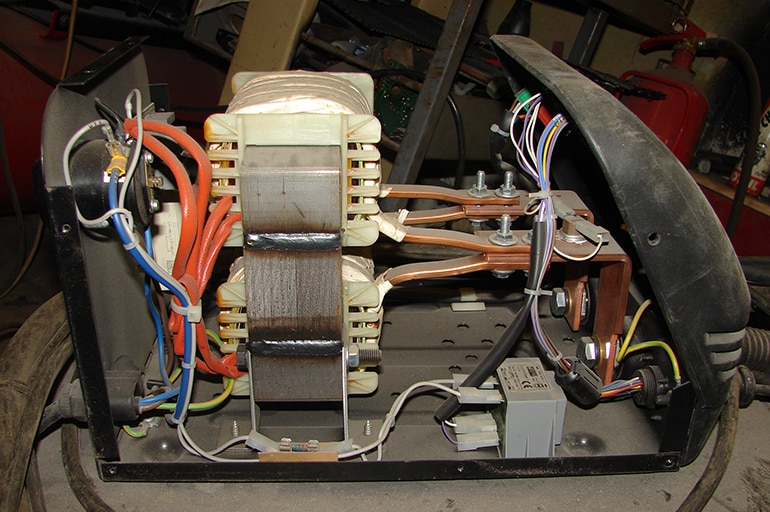 С помощью этих машин сварщики могли выполнять более точные сварные швы, чтобы ускорить процесс и повысить производительность. Операторам по-прежнему приходится проводить окончательные проверки и проверки безопасности, чтобы обеспечить наилучшее качество конечного продукта, но эти машины помогли команде PennFab продолжать расти.
С помощью этих машин сварщики могли выполнять более точные сварные швы, чтобы ускорить процесс и повысить производительность. Операторам по-прежнему приходится проводить окончательные проверки и проверки безопасности, чтобы обеспечить наилучшее качество конечного продукта, но эти машины помогли команде PennFab продолжать расти.
Как и большинство машин в производственной отрасли, не все машины имеют одну и ту же функцию или даже один и тот же метод работы. Говоря о сварочных аппаратах, самая большая разница сводится к полуавтомату и автомату. Оба стиля предлагают менеджерам проектов и операторам определенные преимущества, но вам нужно понимать их различия, чтобы выбрать, какой из них подходит для текущего проекта.
Полуавтоматические сварочные аппараты Автоматизация процесса сварки начинается с понимания двух основных категорий — полуавтоматических и автоматических.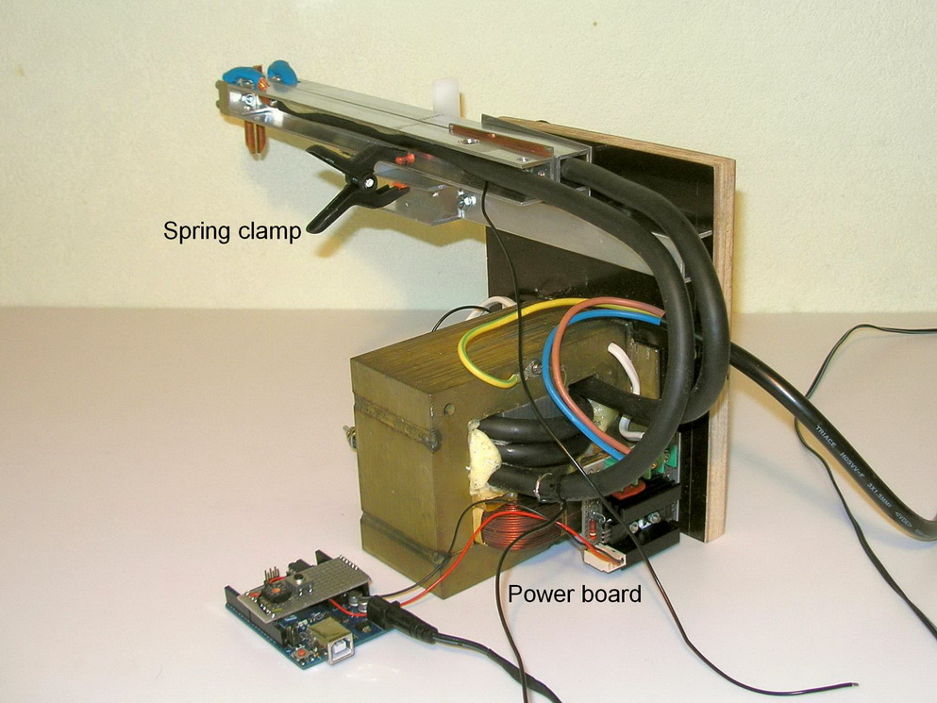 Для полуавтоматической разновидности оператор вручную загружает в машину необходимые детали и следит за спецификой сварочного процесса на протяжении всего проекта.
Для полуавтоматической разновидности оператор вручную загружает в машину необходимые детали и следит за спецификой сварочного процесса на протяжении всего проекта.
Пристальное внимание к мелким деталям помогает гарантировать, что ничего не пойдет не так и не испортит качество конечного продукта. Они будут следить за тем, как движется горелка, сохраняя детали как можно более неподвижными, и следят за соблюдением заданных параметров на каждом этапе сварки. Как только один сварной шов проходит окончательную визуальную проверку, оператор перезагружает машину и снова запускает процесс.
Автоматические сварочные аппаратыАвтоматические сварочные аппараты выполняют все аспекты сварочного процесса. Начиная с загрузки деталей, выполнения сварки и, в некоторых случаях, окончательного контроля качества, автоматические сварочные аппараты стремятся полностью автоматизировать процесс и двигаться вперед в быстром темпе.
Наличие оператора, который поможет устранить неполадки и перепроверит эти окончательные проверки качества, часто необходимо, чтобы гарантировать, что мы каждый раз получаем высококачественный сварной шов.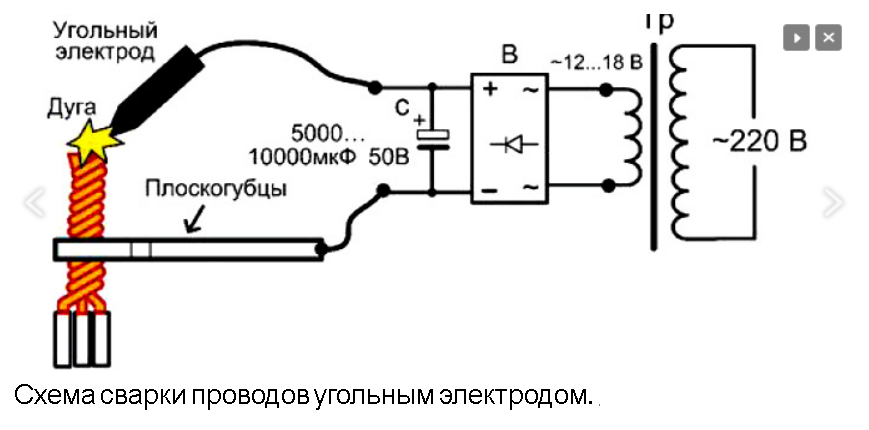
Автоматизация процесса дает руководителям проектов и инженерам определенные преимущества, когда речь идет об автоматизированной сварке. Автоматизация процесса сварки может помочь улучшить качество сварки, значительно увеличить производительность и уменьшить количество остаточного брака.
Улучшенное качество сваркиКачество любого сварного шва определяется двумя критическими факторами — целостностью и повторяемостью. Автоматизированный процесс помогает исключить человеческую ошибку из-за целостности и повторяемости уравнения. Кроме того, вы можете выполнять почти мгновенную проверку качества на месте и вносить тонкие коррективы в машины, если сварные швы получаются не так, как вам хотелось бы.
Повышение производительности Автоматизированные сварочные аппараты могут поддерживать стабильный процесс производства. Когда операторы наблюдают за их процессами, вы получаете скорость автоматизированной машины с точностью и качеством проверки человеческого глаза.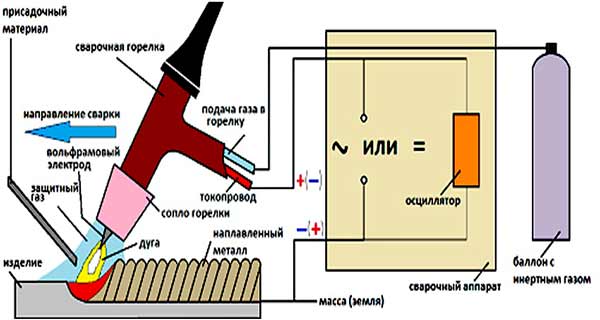
Ошибки могут произойти в любое время. Если срезать слишком много или слишком мало куска листового металла, это может означать, что у вас слишком много деталей, которые вы не можете использовать. Этот оставшийся металлолом после сварки часто может привести к увеличению количества отходов и количества непригодных деталей. С помощью автоматизированной машины вы можете настроить параметры, чтобы всегда срезать нужное количество металла и помочь вам избавиться от нежелательного металлолома.
Доверьте PennFab свой следующий производственный проект! Поиск подходящего партнера для вашего следующего производственного проекта означает, что вы понимаете, чего вы хотите от проекта и что вам нужно, чтобы воплотить его в жизнь. В PennFab наша команда состоит из лучших специалистов в области проектирования, производства и обработки, чтобы воплотить это в жизнь. Мы используем новейшее современное автоматизированное сварочное оборудование, чтобы предоставить нашей команде наилучшие возможности для воплощения вашего проекта в жизнь.
Свяжитесь с нашей командой, чтобы узнать больше о нашем процессе и начать свой следующий проект сегодня!
ВсеВождение автобусаГрузоперевозкиСваркаЭксперты
Черты, необходимые для того, чтобы стать сварщиком
Вам может быть интересно, что делает сварщик? Описание работы сварщика сложное и ответственное. Тем не менее, это создает захватывающий и полезный образ жизни! Ни один рабочий день профессионального сварщика не похож на другой. Иногда сварщики тратят целый день на резку, придание формы и комбинирование материалов для изготовления различных деталей для различных отраслей промышленности. Некоторые из них могут включать строительство, машиностроение, автомобильную или аэрокосмическую области. Какую бы область вы ни выбрали, задачи, как правило, одинаковы по всем направлениям.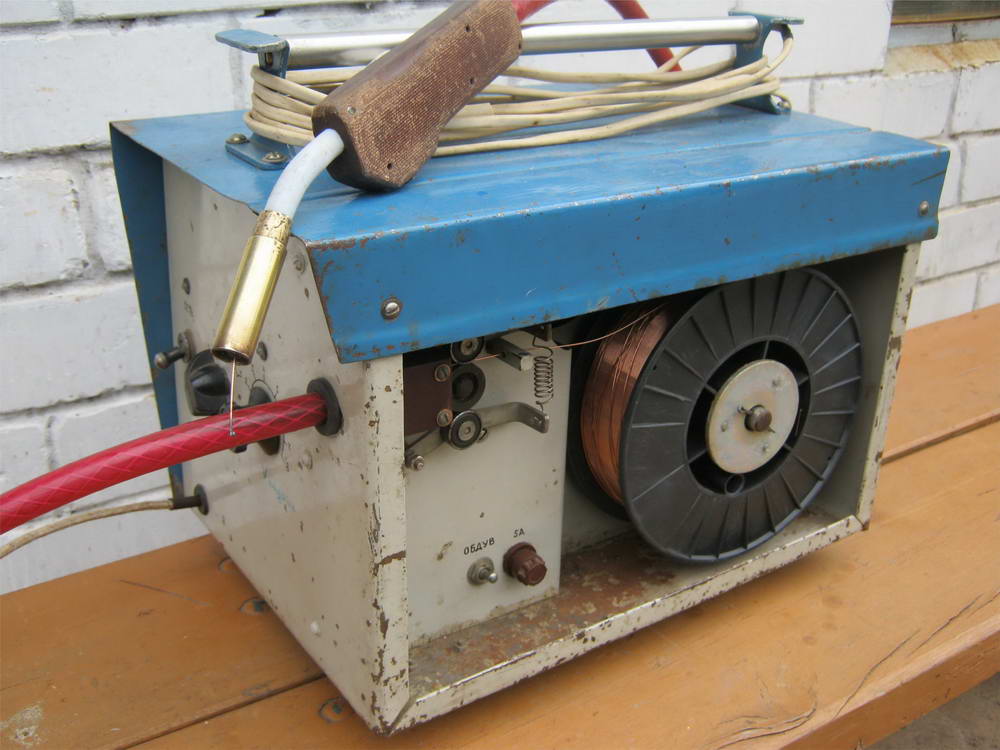 Как правило, сварщики выбирают материалы для соединения или резки и располагают их в соответствующей конфигурации. Затем они следуют определенному дизайну или плану, чтобы создать желаемый продукт. Иногда сварщику приходится выполнять определенные методы плавления таких материалов, как свинцовые стержни, чтобы завершить проект. Сварщики также отвечают за ремонт конструкций и поддержание сварочного оборудования в отличном состоянии. Продолжайте читать, чтобы узнать, что нужно, чтобы стать сварщиком.
Как правило, сварщики выбирают материалы для соединения или резки и располагают их в соответствующей конфигурации. Затем они следуют определенному дизайну или плану, чтобы создать желаемый продукт. Иногда сварщику приходится выполнять определенные методы плавления таких материалов, как свинцовые стержни, чтобы завершить проект. Сварщики также отвечают за ремонт конструкций и поддержание сварочного оборудования в отличном состоянии. Продолжайте читать, чтобы узнать, что нужно, чтобы стать сварщиком.

 Программы сварки созданы для обучения студентов основным навыкам и процедурам, необходимым для работы в качестве профессионала. Каждая школа предлагает различное сочетание методов резки и материалов. Одна из самых важных вещей, которую нужно вынести из программы сварки, — это отраслевые правила и методы безопасности, а также чтение чертежей. Программа сварки, предусматривающая большое количество практических занятий, окажется наиболее полезной для будущего студента-сварщика. В Advanced Career Institute мы проводим обучение по сварке для сварщиков начального уровня. Перед началом обучения не требуется никакого опыта. Наша цель — помочь вам овладеть навыками, необходимыми для успешной работы в вашей новой карьере. У вас все еще есть вопросы о карьере сварщика или обучении сварке? Свяжитесь с нами, и представитель ACI будет рад ответить на все ваши вопросы. Advanced Career Institute хочет помочь вам начать путь к стабильной карьере с множеством наград. Обратитесь сегодня!
Программы сварки созданы для обучения студентов основным навыкам и процедурам, необходимым для работы в качестве профессионала. Каждая школа предлагает различное сочетание методов резки и материалов. Одна из самых важных вещей, которую нужно вынести из программы сварки, — это отраслевые правила и методы безопасности, а также чтение чертежей. Программа сварки, предусматривающая большое количество практических занятий, окажется наиболее полезной для будущего студента-сварщика. В Advanced Career Institute мы проводим обучение по сварке для сварщиков начального уровня. Перед началом обучения не требуется никакого опыта. Наша цель — помочь вам овладеть навыками, необходимыми для успешной работы в вашей новой карьере. У вас все еще есть вопросы о карьере сварщика или обучении сварке? Свяжитесь с нами, и представитель ACI будет рад ответить на все ваши вопросы. Advanced Career Institute хочет помочь вам начать путь к стабильной карьере с множеством наград. Обратитесь сегодня!Какая карьера сварщика вам подходит?
Сваркой занимаются те, кто любит работать руками и не боится испачкаться при этом. Сварщики гордятся своей работой и хотят делать все возможное в каждом проекте, за который берутся. Когда началась карьера в области сварки, существует множество вариантов работы для тех, кто получил степень и ищет работу. Ниже приведены семь профессий сварщика, о которых вы, возможно, не думали:
Сварщики гордятся своей работой и хотят делать все возможное в каждом проекте, за который берутся. Когда началась карьера в области сварки, существует множество вариантов работы для тех, кто получил степень и ищет работу. Ниже приведены семь профессий сварщика, о которых вы, возможно, не думали:
 Многие из этих сварщиков ездят на стройплощадку, чтобы выполнить свою работу. Это направление работы может означать некоторые региональные или национальные поездки для выполнения сварочных работ на конструкциях, над которыми необходимо работать.
Многие из этих сварщиков ездят на стройплощадку, чтобы выполнить свою работу. Это направление работы может означать некоторые региональные или национальные поездки для выполнения сварочных работ на конструкциях, над которыми необходимо работать. ). Этой группе сварщиков часто приходится работать по ночам и в выходные дни, чтобы выполнить свою работу в строго установленные сроки, чтобы другие автомобильные или строительные проекты могли двигаться вперед в соответствии с установленными графиками.
). Этой группе сварщиков часто приходится работать по ночам и в выходные дни, чтобы выполнить свою работу в строго установленные сроки, чтобы другие автомобильные или строительные проекты могли двигаться вперед в соответствии с установленными графиками.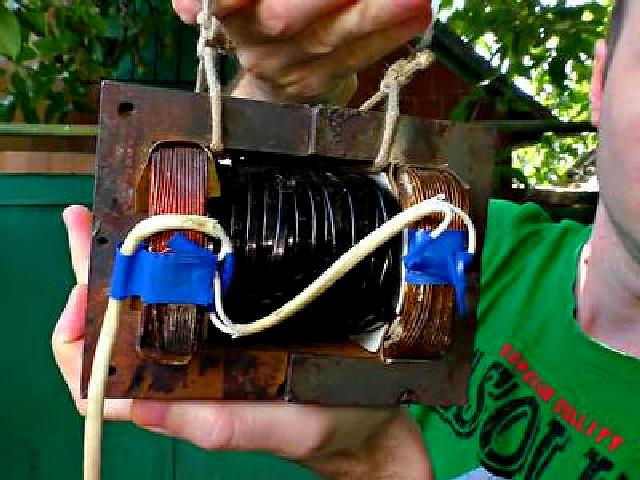 Они часто работают на сантехнике и трубопроводной арматуре как в коммерческих, так и в жилых зданиях. Их работа заключается в обеспечении того, чтобы водопровод, трубопровод и воздуховоды в зданиях соответствовали строительным нормам и стандартам безопасности, изложенным в этой области. Эти рабочие должны будут ездить на строительную площадку, чтобы выполнить свою работу. Сроки также являются стандартными в этой области сварки, поскольку сантехника и трубопроводная арматура должны быть закончены, прежде чем можно будет начать следующий этап строительства.
Они часто работают на сантехнике и трубопроводной арматуре как в коммерческих, так и в жилых зданиях. Их работа заключается в обеспечении того, чтобы водопровод, трубопровод и воздуховоды в зданиях соответствовали строительным нормам и стандартам безопасности, изложенным в этой области. Эти рабочие должны будут ездить на строительную площадку, чтобы выполнить свою работу. Сроки также являются стандартными в этой области сварки, поскольку сантехника и трубопроводная арматура должны быть закончены, прежде чем можно будет начать следующий этап строительства.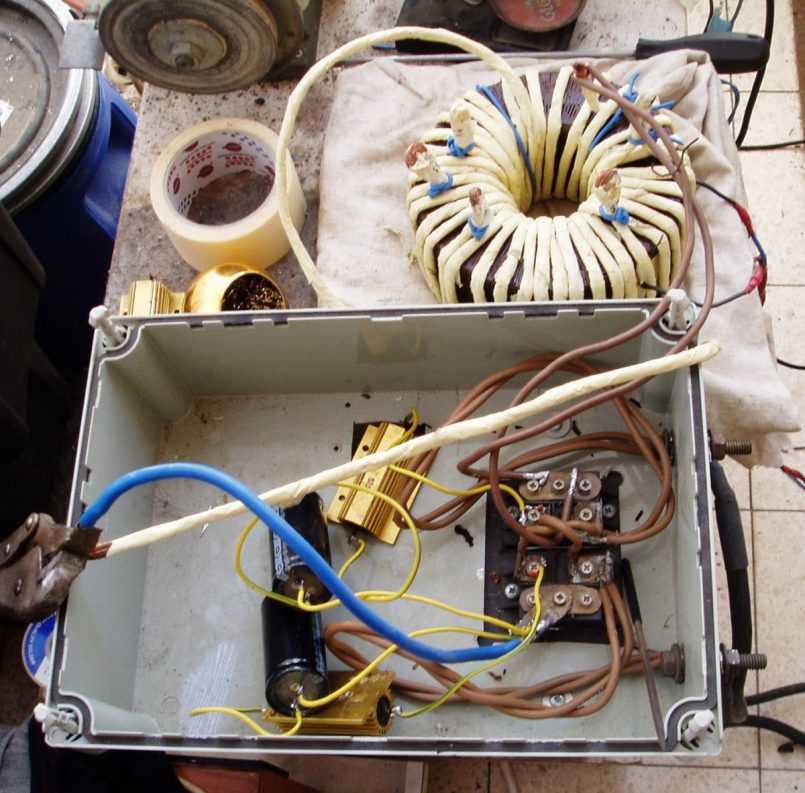 Когда дело доходит до выбора долгосрочной карьеры, у сварщиков есть множество вариантов. Мечтайте о большем и найдите профессию сварщика, которая соответствует вашим желаниям и потребностям! В конце концов, это превратит работу в удовольствие, а не в рутину, поскольку возможности в области сварки действительно безграничны. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию об обучении сварке Advanced Career Institute!
Когда дело доходит до выбора долгосрочной карьеры, у сварщиков есть множество вариантов. Мечтайте о большем и найдите профессию сварщика, которая соответствует вашим желаниям и потребностям! В конце концов, это превратит работу в удовольствие, а не в рутину, поскольку возможности в области сварки действительно безграничны. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию об обучении сварке Advanced Career Institute!Что ждет сварщиков в будущем
В преддверии нового года многие эксперты обращают свое внимание на то, что можно ожидать от сварочной отрасли в 2019 году. В целом, отраслевые эксперты говорят, что предстоящий год выглядит довольно многообещающим для тех, кто заинтересован в обучении на сварщиков. Потребительский спрос растет умеренными темпами, а это означает, что спрос на сварщиков будет продолжать расти. Зарплата и компенсация остались довольно высокими, а уровень жизни сварщика относительно конкурентоспособен по сравнению со многими другими современными профессиями.
Потребительский спрос растет умеренными темпами, а это означает, что спрос на сварщиков будет продолжать расти. Зарплата и компенсация остались довольно высокими, а уровень жизни сварщика относительно конкурентоспособен по сравнению со многими другими современными профессиями.
 В конечном итоге это означает, что в период с 2016 по 2026 год в сварочной отрасли появится около 22 500 рабочих мест.
В конечном итоге это означает, что в период с 2016 по 2026 год в сварочной отрасли появится около 22 500 рабочих мест.
Сравнение великих сварщиков среди остальных
Отличные сварщики имеют несколько общих черт. Вот некоторые черты, качества, характеристики и навыки, которые отличают великих сварщиков от «достаточно хороших».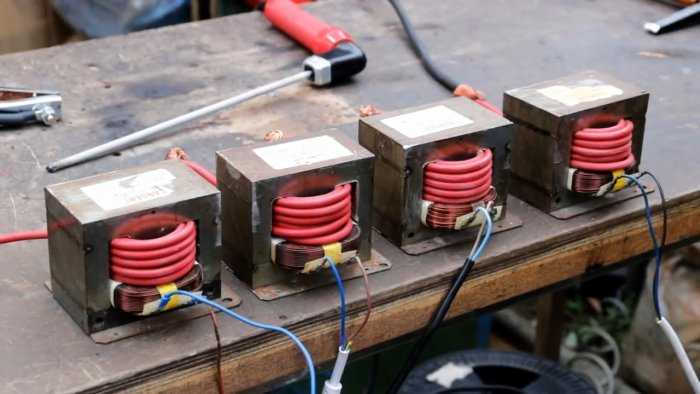 Вот лишь некоторые из них, которые, по мнению ACI, стоят выше других в определении отличных сварщиков среди прочих.
Вот лишь некоторые из них, которые, по мнению ACI, стоят выше других в определении отличных сварщиков среди прочих.
 Эксперты в предметной области Быть экспертом в предметной области означает не только то, что вы много знаете о сварке. Это также означает, что вы никогда не прекращаете учиться. Превосходная ловкость рук Более известные как «отличные руки» характерны для «отличных сварщиков». Навыки рук и координация развиваются посредством правильной тренировки техники и практики, практики, практики. Самомотивация Сварщики часто работают в одиночку. Им назначают задание или вручают набор чертежей и отправляют выполнить задание. Мотивированный сварщик находит наиболее эффективный способ выполнения работы. 5 из 7 характеристик «отличных сварщиков» связаны с тем, что учащиеся школы посещают и обучением, которое предоставляет школа. Очевидно, что те, кто хочет стать лучшими сварщиками, нуждаются в хорошей подготовке. Передовое обучение поможет вам приобрести навыки, которыми обладают лучшие сварщики в отрасли.
Эксперты в предметной области Быть экспертом в предметной области означает не только то, что вы много знаете о сварке. Это также означает, что вы никогда не прекращаете учиться. Превосходная ловкость рук Более известные как «отличные руки» характерны для «отличных сварщиков». Навыки рук и координация развиваются посредством правильной тренировки техники и практики, практики, практики. Самомотивация Сварщики часто работают в одиночку. Им назначают задание или вручают набор чертежей и отправляют выполнить задание. Мотивированный сварщик находит наиболее эффективный способ выполнения работы. 5 из 7 характеристик «отличных сварщиков» связаны с тем, что учащиеся школы посещают и обучением, которое предоставляет школа. Очевидно, что те, кто хочет стать лучшими сварщиками, нуждаются в хорошей подготовке. Передовое обучение поможет вам приобрести навыки, которыми обладают лучшие сварщики в отрасли.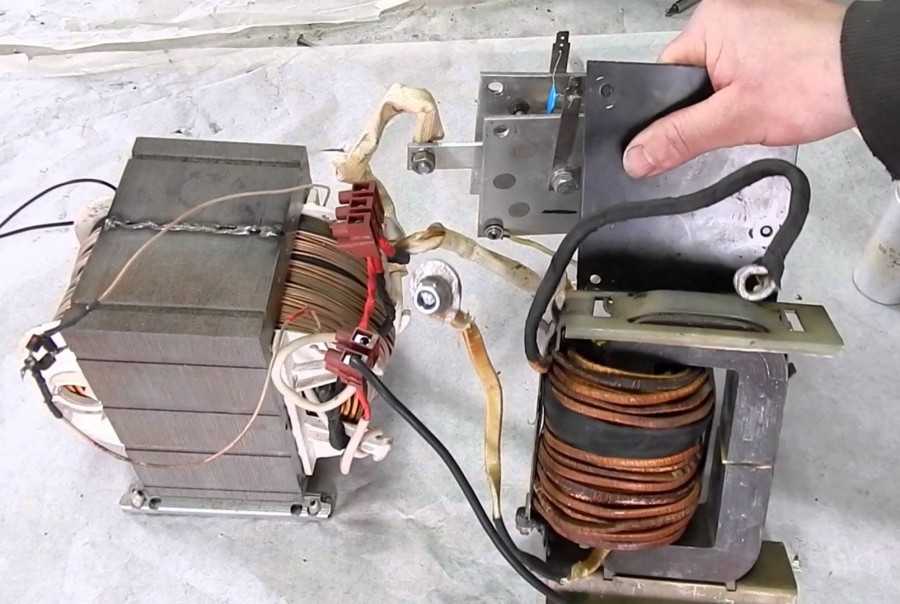 Advanced Career Institute приветствует и приглашает вас связаться с нами, чтобы обсудить ваше будущее.
Advanced Career Institute приветствует и приглашает вас связаться с нами, чтобы обсудить ваше будущее.Общие вопросы для опровержения
Независимо от того, изучаете ли вы программу обучения сварке или завершаете текущий курс обучения сварке, вы можете задаться вопросом, чего ожидать от первого курса. год сварщиком. Ваш первый год после обучения сварщику полон возможностей, решений и вопросов. Вот четыре наиболее частых вопроса, которые возникают у сварщиков в первый год работы:

 Нужно ли мне дальнейшее обучение или стажировка? Необходимость дальнейшего обучения полностью зависит от ваших целей в вашей области. После завершения программы в Advanced Career Institute вы будете полностью готовы к сдаче квалификационных экзаменов и приступите к работе в области сварки в качестве сварщика начального уровня. Во время работы вы можете увидеть вещи, которые хотели бы лучше понять. Вы также можете работать непосредственно с инженерами, которые вызывают у вас интерес к технике. Чтобы лучше понять, с чем вы работаете, или даже повысить свое образование, чтобы стать инженером, вам потребуется дополнительное образование и подготовка. Обычно программа обучения сварщика заменяет необходимость ученичества, но в некоторых специализированных областях, таких как подводная сварка, вас могут попросить начать в качестве ученика, чтобы учиться во время работы. Ваш первый год работы сварщиком будет полон обучения на рабочем месте и захватывающих возможностей для роста.
Нужно ли мне дальнейшее обучение или стажировка? Необходимость дальнейшего обучения полностью зависит от ваших целей в вашей области. После завершения программы в Advanced Career Institute вы будете полностью готовы к сдаче квалификационных экзаменов и приступите к работе в области сварки в качестве сварщика начального уровня. Во время работы вы можете увидеть вещи, которые хотели бы лучше понять. Вы также можете работать непосредственно с инженерами, которые вызывают у вас интерес к технике. Чтобы лучше понять, с чем вы работаете, или даже повысить свое образование, чтобы стать инженером, вам потребуется дополнительное образование и подготовка. Обычно программа обучения сварщика заменяет необходимость ученичества, но в некоторых специализированных областях, таких как подводная сварка, вас могут попросить начать в качестве ученика, чтобы учиться во время работы. Ваш первый год работы сварщиком будет полон обучения на рабочем месте и захватывающих возможностей для роста. Если у вас есть какие-либо вопросы относительно программы обучения сварщиков, пожалуйста, обращайтесь в Advanced Career Institute. ACI рада помочь вам начать обучение сварке в 3 наших кампусах; Фресно, Визалии и Бейкерсфилд.
Если у вас есть какие-либо вопросы относительно программы обучения сварщиков, пожалуйста, обращайтесь в Advanced Career Institute. ACI рада помочь вам начать обучение сварке в 3 наших кампусах; Фресно, Визалии и Бейкерсфилд.Advanced Career Institute открывает школу в Бейкерсфилде
Бейкерсфилд, Калифорния – Advanced Career Institute объявляет о своем новом офисе в Бейкерсфилде, Калифорния. Их новая школа расположена по адресу 2925 Mosasco St. Unit B, Bakersfield, CA 93312, бывшая школа сварщиков Джона Лопеса. В среду, 24 июля 2018 г., в ACI начался первый урок сварки. Президент Advanced Career Institute, Барри Битер сказал: «Я с большим волнением могу объявить, что мы открыли наш первый класс сварщиков в Бейкерсфилде… Весь наш персонал проделал большую работу, чтобы новый кампус начал свою работу отлично. Мы завершили покупку школы сварки Джона Лопеса и желаем Джону всего наилучшего на пенсии. В течение следующих нескольких недель мы будем усердно работать над добавлением всех наших программ вождения грузовиков в новый кампус. Пожалуйста, поприветствуйте новых сотрудников, которых мы добавляем в семью ACI». В новом кампусе Бейкерсфилда будет проходить обучение как сварке, так и CDL. Обучение сварке будет состоять из программы Advanced Welding Technology, которая длится 38 недель, и новой базовой программы сварки пластин, которая продлится 5 недель. Программы обучения CDL в кампусе Бейкерсфилда будут состоять из их программы профессионального водителя грузовика, продолжительностью 4 недели, и более продвинутого учебного курса по сельскохозяйственным перевозкам, продолжительностью 20 недель. Дата начала первого транспортного класса будет 13 августа 2018 года. Как и во всех кампусах ACI, студенты Бейкерсфилда получат качественное образование и подготовку, необходимые для начала новой карьеры.
Мы завершили покупку школы сварки Джона Лопеса и желаем Джону всего наилучшего на пенсии. В течение следующих нескольких недель мы будем усердно работать над добавлением всех наших программ вождения грузовиков в новый кампус. Пожалуйста, поприветствуйте новых сотрудников, которых мы добавляем в семью ACI». В новом кампусе Бейкерсфилда будет проходить обучение как сварке, так и CDL. Обучение сварке будет состоять из программы Advanced Welding Technology, которая длится 38 недель, и новой базовой программы сварки пластин, которая продлится 5 недель. Программы обучения CDL в кампусе Бейкерсфилда будут состоять из их программы профессионального водителя грузовика, продолжительностью 4 недели, и более продвинутого учебного курса по сельскохозяйственным перевозкам, продолжительностью 20 недель. Дата начала первого транспортного класса будет 13 августа 2018 года. Как и во всех кампусах ACI, студенты Бейкерсфилда получат качественное образование и подготовку, необходимые для начала новой карьеры.