Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
 Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
 Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
 В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
 Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:

Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Содержание
 Самостоятельное изготовление станка для холодной ковки
Самостоятельное изготовление станка для холодной ковкиОчень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
Наклёпывание стали осуществляется механическим молотом. Сделать его своими руками можно, и даже проще, чем некоторые виды станков для холодной художественной ковки. Но данная публикация посвящена именно последнему предмету, а холодная художественная ковка это по сути гибка (гнутьё) металла: его структура в детали существенных изменений не претерпевает, а изменение физико-механических свойств металла для качества конечной продукции не существенно. Поэтому холодную ковку, которая ковка, оставим до подходящего случая, а займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой, а где потребуется упомянуть о ковке горячей, там это будет оговорено особо.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки , теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
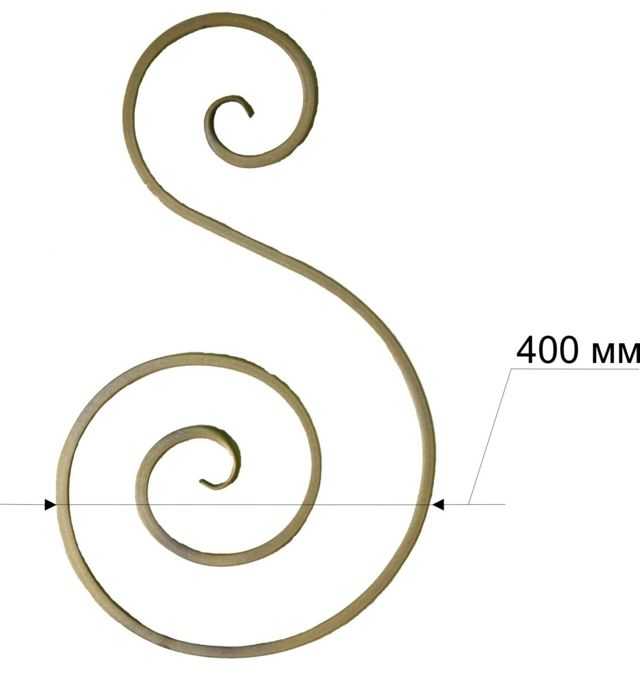
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Холодная ковка в ювелирной промышленности из каратного золота иногда называется штамповкой, чеканкой и штамповкой. Этот процесс использовался на протяжении всей истории при изготовлении монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими, какими они были во времена древности; однако мелкие детали постоянно уточняются.
Этот процесс использовался на протяжении всей истории при изготовлении монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими, какими они были во времена древности; однако мелкие детали постоянно уточняются.
Этот процесс просто описывается как формирование находки с применением чрезвычайной силы для забивания исходного материала в профилированную полость в стальном блоке. Хотя это может показаться простым, есть много тонких условий, которые повлияют на результат. Такая фурнитура, как хвостовики, навершия, подвески и отделка, идеально подходит для этого метода изготовления.
Вдавливая стальную заготовку или ступицу (также известную как фрезу) в мягкий стальной блок, можно получить инструменты для холодной ковки. Вплоть до 1980-х годов ступицы вырезались вручную с помощью молотка и долота, граверов и напильников. Они были вершиной мастерства и искусства изготовления инструментов; однако стало трудно найти квалифицированных мастеров, необходимых для производства этих шедевров. Сегодня ступица может быть обработана с помощью обычного оборудования инструментальной мастерской или изготовлена с использованием технологии CAD/CAM. Они по-прежнему требуют высокого уровня ручных навыков для отделки и полировки. Мастер изготовлен из инструментальной стали A2, которая очень прочна и выдерживает давление при изготовлении штампа.
Сегодня ступица может быть обработана с помощью обычного оборудования инструментальной мастерской или изготовлена с использованием технологии CAD/CAM. Они по-прежнему требуют высокого уровня ручных навыков для отделки и полировки. Мастер изготовлен из инструментальной стали A2, которая очень прочна и выдерживает давление при изготовлении штампа.
После создания мастер подвергается термообработке при температуре 1750°F (955°C) в течение одного часа, а затем охлаждается на воздухе. Этот процесс дает твердость по Роквеллу 63. Затем он закаляется до 59 по шкале Роквелла путем помещения в печь при температуре 450 ° F (230 ° C) на один час. Мастер прессуется в стальной блок с помощью гидравлического пресса, а затем штамп подвергается термообработке при 1525°F (830°C) до твердости по Роквеллу 60. Штамп закаливается в течение двух часов при 440°. F (227 ° C) до 57 Rockwell C, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью и ударопрочностью.
Два жестких правила, которые применяются к этому типу инструмента, заключаются в том, что не должно быть поднутрений и что ко всем полостям должен применяться угол уклона. В отличие от отливок, поднутрения нецелесообразны для штампованных изделий. Они заставят металл застрять в полости и его невозможно будет извлечь. Углы уклона от двух до пяти градусов необходимы для легкого удаления детали из штампа и часто помогают сократить время, необходимое для выполнения каждой работы.
Для иллюстрации процесса холодной ковки будет использован типичный хвостовик. Этот хвостовик относится к типу, обычно используемому для колец-пасьянсов. Материал должен быть изготовлен в форме, близкой по размеру к конечному изделию. Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырезать формы, которые напоминают очертания штампа. Заготовка может вызвать проблемы, если в заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырезать формы, которые напоминают очертания штампа. Заготовка может вызвать проблемы, если в заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Хорошим примером этого является использование инструмента окончательной обрезки шармов в качестве заглушки. В области, где петля для переходного кольца соединяется с корпусом подвески, есть угол, который может треснуть при штамповке. В этом случае использование триммера для бланкера приведет к отказу от задания. Закругление выемок на бланкере уменьшит или предотвратит это. Эта проблема усугубляется при штамповке никель-белого золота. Для стержня, используемого в этой статье, использовалась квадратная проволока из 14-каратного золота, рис. 8, поскольку ее можно быстро изготовить и она имеет удобную форму для штамповки.
Матрица крепится болтами к пневматическому отбойному молоту, рис. 9, или к гидравлическому прессу, рис. 10. Отбойный молот работает по принципу подъема веса за счет давления воздуха в цилиндре. Воздух откачивается из цилиндра, и груз падает, вдавливая заготовку в оттиск. Однако усилие, создаваемое в гидравлическом прессе, вызвано тем, что масло находится под давлением внутри цилиндра, который медленно подает металл в пресс-форму. Методы создания силы различны, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. Для хвостовика использовался отбойный молоток.
9, или к гидравлическому прессу, рис. 10. Отбойный молот работает по принципу подъема веса за счет давления воздуха в цилиндре. Воздух откачивается из цилиндра, и груз падает, вдавливая заготовку в оттиск. Однако усилие, создаваемое в гидравлическом прессе, вызвано тем, что масло находится под давлением внутри цилиндра, который медленно подает металл в пресс-форму. Методы создания силы различны, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. Для хвостовика использовался отбойный молоток.
Матрица смазывается тонким слоем минерального масла, рис. 11. Детское масло используется с начала 1950-х годов и идеально подходит для этой работы. Чтобы определить необходимое количество, кисть протирают по ногтю, и должен оставаться только сухой масляный блеск. Он вообще не должен быть мокрым; однако на ногте должна оставаться легкая пленка. Слишком много масла будет оседать в полости и забивать деталь, не давая детали полностью сформироваться. Первая используемая матрица называется начальной, а угол наклона преувеличен, чтобы позволить металлу двигаться в полость с меньшим сопротивлением. Заготовка располагается над оттиском, а затем материал вбивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги, чтобы привести определение произведения. Величина давления, используемого в обеих системах, может разрушить матрицу, если она чрезмерна.
Первая используемая матрица называется начальной, а угол наклона преувеличен, чтобы позволить металлу двигаться в полость с меньшим сопротивлением. Заготовка располагается над оттиском, а затем материал вбивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги, чтобы привести определение произведения. Величина давления, используемого в обеих системах, может разрушить матрицу, если она чрезмерна.
Всю операцию, если сделать ее неправильно, можно сравнить с колкой дров. Если по бланку ударить слишком сильно или он перегружен, он может действовать как клин и расколоть матрицу пополам. Это крайний случай неправильного использования. Однако в меньшей степени отпечаток треснет внизу или стенки начнут разрушаться. Разработка размеров заготовки также очень важна. Слишком много материала приведет к дополнительным ударам и обрезке, чтобы довести деталь до ее окончательных размеров, в то время как заготовка меньшего размера не заполнит слепок.
Используя усилие или охватываемую половину штампа, можно штамповать полые изделия с очень тонкими боковыми стенками. Кроме того, соединение двух половин штампа с оттиском позволит детализировать обе стороны находки. Это, однако, может создать проблемы для геометрии инструмента для обрезки, поскольку оттиск необходимо будет вырезать на поверхности пуансона триммера, чтобы предотвратить сплющивание. Вокруг детали образуется перелив или избыточный материал, рис. 12. Толщина перелива часто колеблется от 0,015 до 0,018 дюйма (0,38–0,46 мм). Это должно быть уменьшено, чтобы материал снова мог свободно течь, и для этого используется инструмент для обрезки. Для такого хвостовика, как в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для обработки до 80 % хвостовиков солитеров, предлагаемых компанией, при условии правильной конструкции, рис. 13 и 14.
Каждый раз, когда металл запрессовывается в матрицу, материал подвергается деформационному упрочнению. Для дальнейшей формовки материал должен быть отожжен. Для этого выдерживают заготовку при постоянной температуре в течение заданного периода времени, а затем равномерно охлаждают. На многих заводах атмосфера поддерживается за счет использования крекированного безводного аммиака или смеси азота и водорода. Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца отжигали при 1400°F (760°C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и после отжига соответственно.
Для дальнейшей формовки материал должен быть отожжен. Для этого выдерживают заготовку при постоянной температуре в течение заданного периода времени, а затем равномерно охлаждают. На многих заводах атмосфера поддерживается за счет использования крекированного безводного аммиака или смеси азота и водорода. Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца отжигали при 1400°F (760°C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и после отжига соответственно.
Затем хвостовик отштамповывается в окончательном штампе, который имеет готовую геометрию в оттиске. Некоторые работы требуют третьего удара, чтобы привести окончательную форму. В примере для этого использовались только два штампа. На этом этапе перелив будет иметь размер около 0,010 дюйма (0,25 мм), так как эта толщина обеспечит приемлемую линию обрезки.
После штамповки перелив необходимо удалить с помощью триммера, предназначенного для ковочного стиля, рис. 17 и 18. Правильный уход за последним триммером имеет решающее значение для внешнего вида вывода.Если пластина чрезмерно заточена, отверстие увеличится, что приведет к выступу в области обрезки.Кроме того, слишком тугая пластина триммера будет обрезать деталь слишком высоко. и создают плоскую боковую стенку, которая портит дизайн.0003
17 и 18. Правильный уход за последним триммером имеет решающее значение для внешнего вида вывода.Если пластина чрезмерно заточена, отверстие увеличится, что приведет к выступу в области обрезки.Кроме того, слишком тугая пластина триммера будет обрезать деталь слишком высоко. и создают плоскую боковую стенку, которая портит дизайн.0003
Перед закруглением хвостовика необходимо подготовить концы для установки установочного приспособления. Это включает в себя формирование четырех или шести зубцов, рис. 19 и 20. Существует три метода выполнения этой операции. Простая рубка пуансоном и пластиной выполняется быстро, однако качество реза уступает двум другим методам обработки. Фрезерование каждого конца на горизонтально-фрезерном станке — лучший метод. Хвостовик удерживается зажимом, и фреза проходит по его концу, делая точный и чистый срез, рис. 21 и 22.
Третий метод включает загибание концов в форме крючка, зажим и фрезерование. Хотя он похож на второй метод, его преимущество заключается в устранении проблемы разрушения наконечника при изгибании. Однако точность конечного изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик подается к фрезе, важен для хорошей посадки. Его необходимо установить так, чтобы не было зазоров в верхней или нижней части соединения закрепки/хвостовика.
Хотя он похож на второй метод, его преимущество заключается в устранении проблемы разрушения наконечника при изгибании. Однако точность конечного изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик подается к фрезе, важен для хорошей посадки. Его необходимо установить так, чтобы не было зазоров в верхней или нижней части соединения закрепки/хвостовика.
Закругление выполняется в несколько этапов, и защита концов хвостовика очень важна. Операция часто выполняется с двумя концевыми гибочными блоками, рис. 23 и 24. Первый иногда имеет пластиковую вставку, встроенную в сталь в области, где блок будет маркировать золото. Изгиб в первом блоке — это не более чем излом в куске, образовавшийся от легкого удара.
Место соприкосновения блока с хвостовиком является зоной наибольшего давления, и при слишком сильном нажатии на него образуются следы. Оттиск второго блока имеет окончательную изогнутую форму и полностью изготовлен из стали. Изгиб от первого блока распределяет изгибающее давление по большей площади поверхности, предотвращая выдалбливание. После загиба концов кольца полностью закругляются, рис. 25. Последующая доводка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Изгиб от первого блока распределяет изгибающее давление по большей площади поверхности, предотвращая выдалбливание. После загиба концов кольца полностью закругляются, рис. 25. Последующая доводка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Отсутствие пористости, возникающей при литье, и превосходное качество поверхности, передаваемое инструментальной оснасткой, сделали тиснение золотом в штампах первоклассным методом производства. Использование холодной ковки может быть применено ко многим типам фурнитуры всех цветов и каратов. При надлежащем отжиге и осторожности, чтобы избежать переутомления, даже самые стойкие сплавы никеля и белого золота могут быть успешно подвергнуты холодной ковке.
Фред Клотц – © World Gold Council, 2001
Директор отдела исследований Hoover & Strong, Ричмонд, Вирджиния, США
Все права защищены на международном уровне. Авторское право © Всемирный совет по золоту. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги. Коммерческое использование этой информации запрещено без письменного разрешения Всемирного совета по золоту.
Коммерческое использование этой информации запрещено без письменного разрешения Всемирного совета по золоту.
Вы принимаете на себя всю ответственность и риски, связанные с использованием ресурсов безопасности, доступных на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за материалы, информацию и мнения, представленные на этой веб-странице или доступные через нее. Никакие советы или информация, представленные на этом веб-сайте, не создают никаких гарантий. Вы полагаетесь на такие советы, информацию или содержимое этой веб-страницы исключительно на свой страх и риск, включая, помимо прочего, любые инструкции по безопасности, ресурсы или меры предосторожности или любую другую информацию, связанную с безопасностью, которая может быть доступна на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за травмы, смерть или ущерб, возникшие в результате их использования.
В отличие от многих других мастеров, кузнецы могут изготавливать большинство инструментов самостоятельно. Основными орудиями труда являются ручные молотки и кувалды, большое количество и разнообразие долот, пробойников и выколоток, а также набор щипцов с насадками или губками различной формы.
Инструменты, которые вставляются в инструментальное отверстие наковальни, обычно с их ответными верхними инструментами, снабженными подходящей ручкой, необходимы для формовки и резки.
Для измерения и разметки необходимы штангенциркули, делители, угольник и линейка. Штангенциркули, делители и угольник должны быть тяжелыми и достаточно прочными, чтобы выдерживать использование на горячем металле в неблагоприятных условиях. Рекомендуется латунная линейка длиной около 600 мм, так как стальные линейки быстро ржавеют под воздействием тепла и воды.
РИСУНОК 9
РИСУНОК 10
РИСУНОК 11
МОЛОТКИ
Для повседневной работы большинство кузнецов используют ручной молот с шариковым бойком весом от 750 до 1250 г (рис. 9). Ручной молоток должен иметь вес, подходящий кузнецу. Он должен иметь более длинный вал, чем обычно для других работ, и быть хорошо сбалансированным. Часто для определенных работ используются специальные молотки. Их кузнец обычно изготавливает по мере необходимости. Старые оси автомобильных осей являются подходящим материалом для молотков.
Кувалды могут быть двусторонними, прямыми или крестообразными и обычно весят от 3 до 5 кг (рис. 10). У них длинные стержни для использования двумя руками.
Все головки молотков должны быть прочно закреплены на своих валах. Применяются как деревянные, так и металлические клинья (рис. 11). Осевые линии головки молотка и его стержня должны располагаться под прямым углом друг к другу. Поверхности молотков должны быть отполированы и не иметь следов.
11). Осевые линии головки молотка и его стержня должны располагаться под прямым углом друг к другу. Поверхности молотков должны быть отполированы и не иметь следов.
ДОЛОТА
Кузнецу нужны долота для резки как холодного, так и горячего металла. Для резки холодного металла резцы сравнительно короткие и толстые, а для горячего металла они тоньше и длиннее (рис. 12А). Зубила могут быть из много форм и размеров, часто изготавливаются специальные, чтобы облегчить работу. Их лучше всего изготавливать из стали, содержащей около 0,8 процента углерода. Автомобильные витки и листовые рессоры являются хорошей заменой, если ничего другого нет в наличии.
Кузнецов часто просят сделать долота для других торговцев. Они должны быть закалены и отпущены для конкретных целей.
НАБОРЫ
Как и стамески, наборы используются для резки горячего и холодного металла. В основном это стамески с ручками или стержнями. Легче всего обращаться с деревянными древками, но многие кузнецы используют ручки из металлических стержней. Они дешевы и просты в изготовлении и монтаже. Как и в случае с долотами, наборы для холодной обработки короткие и толстые, тогда как для горячего металла они длиннее и тоньше. Опять же, они могут быть изготовлены в самых разных формах для различных целей (рис. 12В).
Они дешевы и просты в изготовлении и монтаже. Как и в случае с долотами, наборы для холодной обработки короткие и толстые, тогда как для горячего металла они длиннее и тоньше. Опять же, они могут быть изготовлены в самых разных формах для различных целей (рис. 12В).
HARDY
Hardy — это долото, предназначенное для установки в отверстие для инструмента в наковальне. Используется с ручным молотком для резки как горячего, так и холодного металла.
РИСУНОК 12
РИСУНОК 12 A
ЩИПЦЫ
Кузнец использует щипцы различных типов и видов (рис. 13). Щипцы должны прочно удерживать заготовку без проскальзывания. Они часто изготавливаются для одной конкретной работы или адаптированы для конкретной заготовки и различаются по длине, размеру и весу, поскольку размеры металла также различаются. Хотя кузнецы делают свои собственные щипцы, как правило, из низкоуглеродистой стали, рекомендуется начать хотя бы с нескольких уже изготовленных пар.
ПУАНСОНЫ ДЛЯ ГОРЯЧЕЙ РАБОТЫ
Они могут быть круглой, квадратной или почти любой другой формы в соответствии с работой. Удары должны быть достаточно длинными, чтобы уберечь руки от отраженного тепла, а большие удары можно оснащен ручками. Обычно они предназначены для удаления минимального количества металла из заготовки и увеличения размера и формы отверстия (рис. 14).
ЗАБИВКИ
Заносы больше похожи на короткие удары. Изготовленные из углеродистой инструментальной стали, они имеют точные размеры и форму и могут быть круглой, шестиугольной, восьмиугольной или почти любой другой формы. Их обычно забивают в процессе работы, чтобы закончить отверстие до нужного размера и формы, в то время как металл находится только в тускло-красном калении. Можно нанести немного смазки, чтобы облегчить работу и улучшить качество обработки (рис. 14).
FIGURE 13
FIGURE 14
FIGURE 14 A
FIGURE 15
FULLERS
These, как стамески или наборы, изготавливаются различных размеров и имеют закругленные края. Маленькие можно держать в руках, в то время как для больших размеров требуются стержни или ручки, и по ним бьют кувалдой. Фуллеры обычно изготавливаются парами. Нижний дол входит в инструментальное отверстие наковальни. Их используют для установки уступов при подготовке к ковке шипов и для волочения или перемещения металла в одном направлении (рис. 15).
Маленькие можно держать в руках, в то время как для больших размеров требуются стержни или ручки, и по ним бьют кувалдой. Фуллеры обычно изготавливаются парами. Нижний дол входит в инструментальное отверстие наковальни. Их используют для установки уступов при подготовке к ковке шипов и для волочения или перемещения металла в одном направлении (рис. 15).
SWAGES
Это верхний и нижний инструменты, между которыми обрабатывается металл. Наиболее распространены полукруглые и используются для формирования круглых профилей в размер после предыдущей ковки. Нижний инструмент входит в отверстие для инструмента наковальни. В некоторых случаях верхний и нижний инструменты шарнирно закреплены или скреплены пружинным ремнем или стержнем. Это может быть полезно, когда кузнец работает один. Они также распространены при работе с механическим молотом (рис. 16).
РЕШЕТКИ И МОЛОТКИ
Имеют плоские поверхности с острыми или закругленными краями в зависимости от требований, кладут на изделие и ударяют кувалдой.