
Владельцам частных домов с приусадебными постройками необходимо иметь широкий набор инструментов, но трубогибы есть далеко не у всех. С одной стороны, подобное оборудование используется не слишком часто, поэтому некоторые предпочитают сэкономить средства на его приобретении.
Самодельный трубогибНо с другой стороны наличие трубогиба обеспечивает значительную экономию, ведь появляется возможность самостоятельно сделать конструкции необходимой конфигурации и геометрической формы.
Cодержание статьи
Главная проблема заключается в том, что далеко не каждому известно, как сделать трубогиб своими руками, хотя на самом деле это не так сложно, тем более что гибочный станок может иметь различную конструкцию и изготовляется из подручных материалов. Если говорить в общем о сферах применения подобного оборудования, то кроме собственно монтажа трубопроводных систем это может быть изготовление каркасов теплицы или арки, системы орошения или веранды.
Если говорить в общем о сферах применения подобного оборудования, то кроме собственно монтажа трубопроводных систем это может быть изготовление каркасов теплицы или арки, системы орошения или веранды.
Необходимо понимать, что в подобных ситуациях согнуть трубу руками конечно можно, но необходимого радиуса изгиба добиться все равно не получится, а это приведет к тому, что появятся определенные зоны напряжения металла, что существенно снизит прочность конструкции.
Говорить о том, что и внешний вид трубы при этом значительно пострадает, даже не обязательно — это и так понятно. Именно для того, чтобы можно было сгибать трубы или другие металлические изделия с заданным радиусом, и необходим трубогиб. Основной причиной отказа от покупки трубогибов заводского изготовления является их высокая стоимость, и это просто неоправданные расходы, которых вполне можно избежать, приложив немного смекалки и, конечно, мастерства.
Основными факторами, по которым выбирается гибочный станок, являются:
Трубогиб для профильной трубы
Что касается привода, используемого в подобных станках, то он может быть:
Выбор в данном случае зависит от частоты использования станка и размеров заготовок, которые будут на нем обрабатываться.
Размеры заготовок могут быть разными, но в домашнем хозяйстве их сечение редко бывает больше 20мм, и на эту цифру можно ориентироваться. По конструкции механизма гибочный станок бывает следующих типов:
Выбор механизма зависит от того, какие операции планируется выполнять с помощью трубогиба. Размеры станка зависят от того, в каких условиях его планируется эксплуатировать, так как если работать можно и на свежем воздухе, то для хранения необходимо соответствующее помещение.
Наверное, самый простой по конструкции — это самодельный ручной трубогиб прокатного типа, собрать который не составит большой сложности, и не потребуется каких-либо особенных деталей. Его можно изготовить из распространенных материалов, и прежде всего понадобятся три ролика, которые располагаются в вершинах условного равнобедренного треугольника. При этом понятно, что ширина роликов должна превышать диаметр заготовок, которые будут изгибаться.
Ролики закрепляются винтами на станине, и самый верхний из них должен в процессе работы перемещаться в вертикальной плоскости. Кроме того, верхний ролик соединяется с винтовым зажимом, который будет регулировать степень изгиба заготовки.
Нижние ролики соединяются между собой посредством лебедки, имеющей цепной привод, и на них помещают изгибаемое изделие. Вращение ручки лебедки приводит в движение ролики, к которым прижата заготовка, и таким образом она протягивается между ними.
С помощью верхнего ролика регулируется степень давления на заготовку, а после нескольких проходов производится затягивание прижимного винта, что и обеспечивает необходимый угол изгиба.
Ручной трубогиб подобной конструкции позволяет изгибать даже самые жесткие виды заготовок, труб и арматуры, его изготовление не потребует значительных финансовых затрат, а надежность достаточно велика.
С помощью подобного приспособления можно работать с круглыми трубами, имеющими диаметр не более одного дюйма, или профильными трубами с сечением до 45мм. Но несомненным достоинством данной разновидности трубогиба является то, что с его помощью можно произвольно регулировать радиус изгиба изделия в соответствии с поставленной задачей.
Трубогиб своими рукамиПодобное приспособление упрощает загиб не только жестких заготовок, но и металлопластиковых труб. Именно по этим причинам ручной станок является наиболее распространенным в домашних мастерских, хотя в некоторых ситуациях предпочтение отдается гидравлическим и электромеханическим конструкциям, в частности, когда необходим слишком малый радиус изгиба изделия.
В трубогибах арбалетной конструкции за процесс изгиба трубы отвечает специальный башмак, которые осуществляет необходимое давление на заготовку. Конструкция такого станка напоминает конструкцию арбалета, что и стало причиной подобного названия.
Основой его является рама, для изготовления которой используются уголки и швеллера. Внутри этой рамы должен быть расположен домкрат и башмак, задачей которого является приложение усилия, необходимого для изгибания заготовки.
С одной стороны, башмак должен быть достаточно массивным, но с другой арбалетные трубогибы используются в основном для изгибания труб круглой формы, так как в других случаях башмак просто деформирует заготовку. Хотя при этом ручной станок арбалетного типа позволяет работать с толстостенными трубами, имеющими высокую прочность и в этом случае, массивный башмак легко справляется с поставленной задачей.
Самодельный электрический трубогиб дорнового типа изготовить гораздо сложнее, хотя его возможности позволяют гнуть трубу с точностью до одного миллиметра, а это очень весомый показатель. Поэтому устройства подобного типа получили широкое применение в промышленности и считаются профессиональными.
С помощью дорнового трубогиба обрабатываются трубы с тонкими стенками, имеющие как средний, так и крупный диаметр. Такие станки работают под управлением компьютера, и сам способ изгибания труб принципиально отличается от тех, которые используются в прокатных и арбалетных приспособлениях.
В дорновой конструкции, происходит своеобразная намотка заготовки на шкив, благодаря которой и есть возможность добиться минимального радиуса изгиба. Однако основным отличием данного типа станка является присутствие дорна, или гибкой детали, которая должна быть введена в полость трубы перед процессом изгибания, с тем, чтобы не разрушить и не согнуть ее стенки.
Однако основным отличием данного типа станка является присутствие дорна, или гибкой детали, которая должна быть введена в полость трубы перед процессом изгибания, с тем, чтобы не разрушить и не согнуть ее стенки.
Введение и извлечение дорна производится автоматически, а в случае необходимости, то место, в котором труба должна быть изогнута, предварительно нагревается. Все процессы программируются заранее и с помощью дорнового трубогиба есть возможность делать даже трехмерные конструкции.
Изготовление профессионального дорнового станка в домашних условиях практически нереально, но есть возможность сделать подобный самодельный трубогиб без использования дорна. В данном случае вместо дорна используется сыпучая смесь типа обычного песка, благодаря которой получается очень качественный изгиб без повреждений материала, даже есть стенки трубы очень тонкие.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
ПрофилегибГибка полосы на ребро. Важные технические моменты при изготовлении профилегиба.
Важные технические моменты при изготовлении профилегиба. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Для домашнего использования подойдут ролики диаметром примерно от 20мм.Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.

Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
. Как сделать ручной профилегиб с обкатным роликом.Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом. В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Цирковые силачи 19 века гнули сталь голыми руками, чтобы продемонстрировать свою невероятную силу, но вам не обязательно надевать леопардовый купальник, чтобы выполнять простые домашние дела своими руками. Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам нужно будет согнуть трубу для какого-то проекта, вы можете поспешить в магазин скобяных изделий, чтобы взять трубогиб, или вы можете просто потренировать свои мышцы.
Существуют некоторые ограничения на гибку металлов без использования станка. Естественно, у людей есть свои пределы, и вы, скорее всего, сможете гнуть только более мягкие металлы. Алюминий и медь достаточно мягкие, чтобы их можно было сгибать без особых усилий, но с такими сплавами, как нержавеющая сталь, все становится значительно сложнее. Еще одна вещь, которую нужно иметь в виду, это тип изгиба, которого вы достигнете. Более мягкие металлы будут иметь U-образный изгиб, в то время как более твердые металлы будут больше похожи на V.
Еще одна вещь, которую нужно иметь в виду, это тип изгиба, которого вы достигнете. Более мягкие металлы будут иметь U-образный изгиб, в то время как более твердые металлы будут больше похожи на V.
Если вам нужно грубо согнуть трубу и у вас ограниченные ресурсы, вы можете просто сделать это голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть концы во что-нибудь, чтобы обеспечить дополнительное сцепление и защитить руки. Кожа – один из лучших материалов для такого рода работ. Просто нарежьте несколько полосок и оберните их вокруг концов стержня — вы можете выбрать другие материалы, например, толстую ткань, но они не обеспечат такого же усилия. Затем крепко возьмитесь за концы и выберите наиболее удобную позицию для сгибания, например, хватом сверху с грифом прямо перед собой.
Одним из наиболее распространенных способов гибки труб без использования станка является использование паяльной лампы. Сильное тепло концентрируется на области, которую вы хотите согнуть, делая ее податливой. Существует несколько способов использования тепла для гибки труб, которые мы опишем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где вы хотите согнуться. Также рекомендуется создать шаблон изгиба и измерять трубу по нему по ходу дела. Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания масштабных шаблонов.
Сильное тепло концентрируется на области, которую вы хотите согнуть, делая ее податливой. Существует несколько способов использования тепла для гибки труб, которые мы опишем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где вы хотите согнуться. Также рекомендуется создать шаблон изгиба и измерять трубу по нему по ходу дела. Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания масштабных шаблонов.
Закрепите трубу в тисках, чтобы она не двигалась. Убедитесь, что по обе стороны от области, которую вы хотите согнуть, есть достаточно места, чтобы вы могли хорошо держаться при сгибании. С помощью паяльной лампы постоянно нагревайте область, которую хотите согнуть. Не забудьте нагреть всю область, а не только одну сторону трубы, так как это поможет ей согнуться равномерно. Когда трубка раскалится докрасна, осторожно начинайте ее сгибать. Вы можете сделать это руками, но наденьте толстые перчатки, так как трубка будет очень горячей. Если у вас возникли трудности с получением рычага, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно согнуть трубу, попросите кого-нибудь помочь. Иногда бывает проще, если один человек нагревает трубу, а другой сгибает ее.
Если у вас возникли трудности с получением рычага, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно согнуть трубу, попросите кого-нибудь помочь. Иногда бывает проще, если один человек нагревает трубу, а другой сгибает ее.
Связанный: Как согнуть трубу с помощью трубогиба
Изгибающие пружины представляют собой простые инструменты, которые предотвращают перекручивание труб при изгибе. Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она согнута, чтобы гарантировать, что она не разрушится. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее растекание при изгибе.
Внешние пружины обычно используются для труб меньшего размера, а внутренние пружины — для труб большего размера. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами. Поэтому, если вы сгибаете более одного размера трубы, вам нужно будет купить пружины разных размеров.
Поэтому, если вы сгибаете более одного размера трубы, вам нужно будет купить пружины разных размеров.
Хотите верьте, хотите нет, но песок — бесценный материал для обеспечения равномерного изгиба. Закройте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте область изгиба. Когда он нагреется, аккуратно согните его рукой.
Сгибание трубы голыми руками — дешевый и простой способ добиться быстрых результатов, но будьте осторожны, чтобы не пораниться в процессе. Если вы чувствуете боль при сгибании, немедленно остановитесь. Кроме того, убедитесь, что вы соблюдаете надлежащие меры предосторожности при использовании паяльной лампы, например, надеваете защитные очки и толстые перчатки. Если вы обнаружите, что вашу трубу трудно согнуть, или вы приступили к крупномасштабному проекту, рассмотрите возможность инвестирования в трубогибочный станок.
Сводка
Их там несколько, Gottrikes популярен, у меня есть файл .dwg, который я могу прикрепить, если знаю как, и я только что нашел этот,
http://www.chopperhandbook.com/vertbender.htm
Поищите по форуму, здесь тоже есть парочка.
Знаете ли вы, как я могу прикрепить файл DWG? Будет ли Photobucket принимать его?
Jrgunn5150 сказал:
Знаете ли вы, как я могу прикрепить файл DWG? Будет ли Photobucket принимать его?
Нажмите, чтобы развернуть.
..
Я не слишком уверен, если вы можете. Вы всегда можете встроить его в документ Microsoft Word и позволить этому
заархивируйте dwg и прикрепите его (если он достаточно мал)
или просто используйте файлообменник (архив изображений не подойдет)
Но, честно говоря, это никогда не бывает загибом; это всегда кубик..
‘сид
Исид сказал:
заархивируйте dwg и прикрепите его (если он достаточно мал)
или просто используйте файлообменник (архив изображений не подойдет)Но, честно говоря, это никогда не бывает загибом; это всегда смерть..
‘сид
Нажмите, чтобы развернуть…
ИДК…. Я знаю людей, которые были в запоях достаточно долго, и смерть пришла сама собой!
ЛОЛ
да, ваш язык какой-то дерьмовый без контекста.
Anywhooo…
Изготовление гибочного станка вообще не проблема, несколько длинных труб, большой рычаг или, если вы хотите, гидравлический цилиндр.. .
гаек и болтов….
ничего сверхсложного сделать даже без чертежей.
Худшая в изготовлении и самая дорогая часть трубогиба – это матрица…
и хорошего самодельного HT для него всегда не хватает
видел тот, который был в порядке, я думаю..
это была толстостенная труба с внутренним диаметром, соответствующим наружному диаметру трубы, которую нужно согнуть;
разрезать пополам вдоль, сегментировать и согнуть вокруг деревянного цилиндра (для радиуса изгиба),
затем приварить к набору круглых пластин, добавить несколько отверстий и трубок для центрального и рычажного отверстий…
и, наконец, заполнить конкретный.
Звучит многообещающе, но поскольку первоначальная трубка была сегментирована
, фактическая канавка, в которую вдавливается заготовка, далека от идеально гладкой канавки;
Ах, это лучше, чем ничего, верно?
сторона
У меня было ощущение, что это, возможно, было бы немного сложно расшифровать без английского в качестве первого языка, и даже те, у кого английский является первым и единственным языком, могли бы не понять его… уже не упоминается как «запойный», как это было раньше….
Но… шутки в сторону… да, штампы всегда были дорогостоящим недостающим элементом для самодельных трубогибов.
Полагаю, стоимость вещь относительная, для меня 150 баксов за штамп вполне доступны. Я заказал все для дизайна Chopper Handbook, и получилось 275, что очень хорошо для пневматического/гидравлического гибочного станка, который может сгибать 90° за одно нажатие.
Я заказал все для дизайна Chopper Handbook, и получилось 275, что очень хорошо для пневматического/гидравлического гибочного станка, который может сгибать 90° за одно нажатие.
Конечно, всегда есть трубогибочный станок HF, который поставляется с набором матриц.
Я полагаю, это зависит от ваших потребностей и бюджета, в конце концов. Я покупаю инструменты, которые только побуждают меня покупать другие инструменты, лол.
Вы знаете старую поговорку: дайте человеку рыбу, и он будет сыт один день, научите человека ловить рыбу, и он потратит 20 000 долларов на лодку для ловли окуня, 10 000 долларов на снасти и 50 долларов в день на топливо.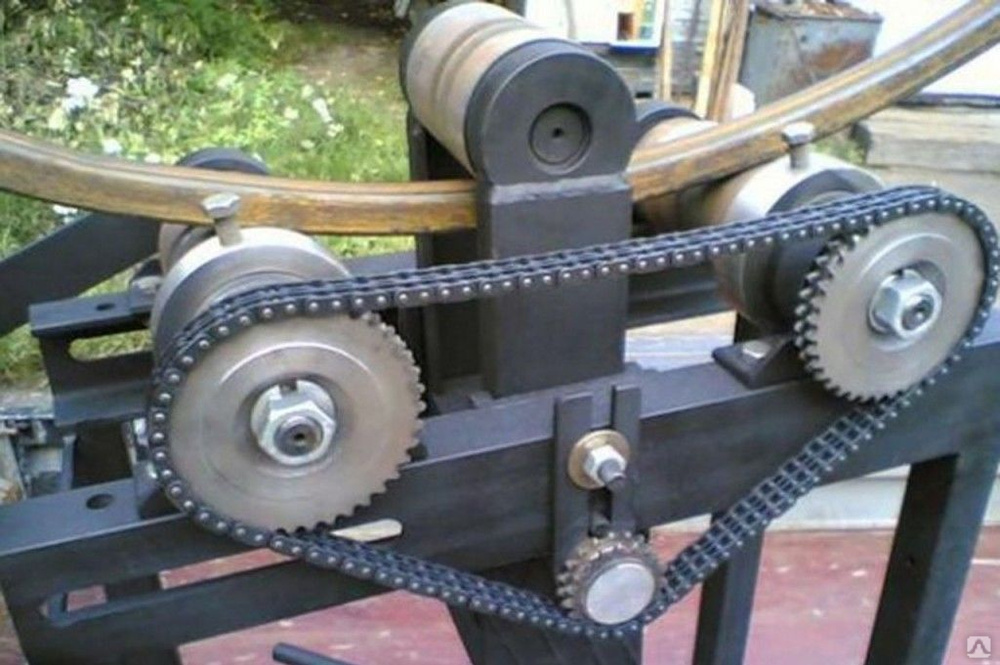 к озеру и пить в нем пиво!
к озеру и пить в нем пиво!
Нуууу….да, мы все должны платить за «инструменты», которые нужны, чтобы заниматься любимым делом!
150…
круто, я еще не видел кристалла в этом ценовом диапазоне вокруг моего блока
в три раза больше, да..
в два раза.. редко, а если — паршиво!
150.. гибкая матрица четверть сечения для трубогибов ..
массивная трубогибочная матрица полного круга; к сожалению, не рядом с моей дверью
Но, конечно, если вы можете купить его (скажем, для гибочного станка в стиле JD) за 150, то нет смысла его делать.