
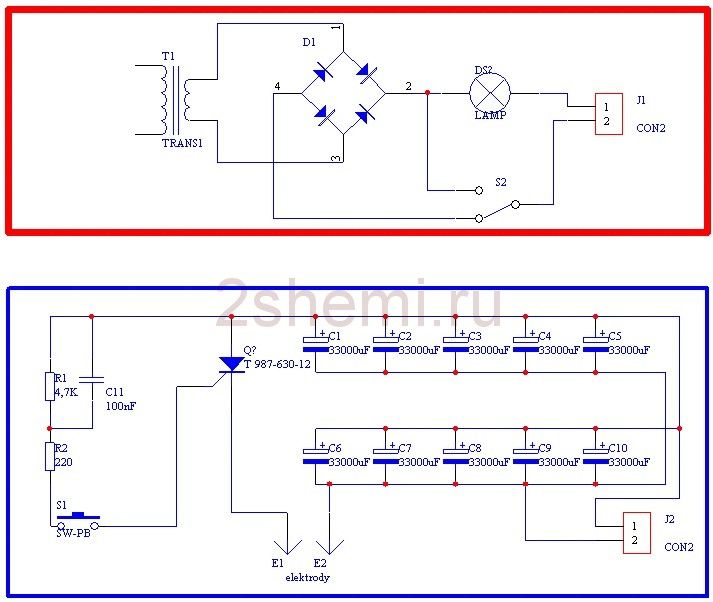
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:

Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.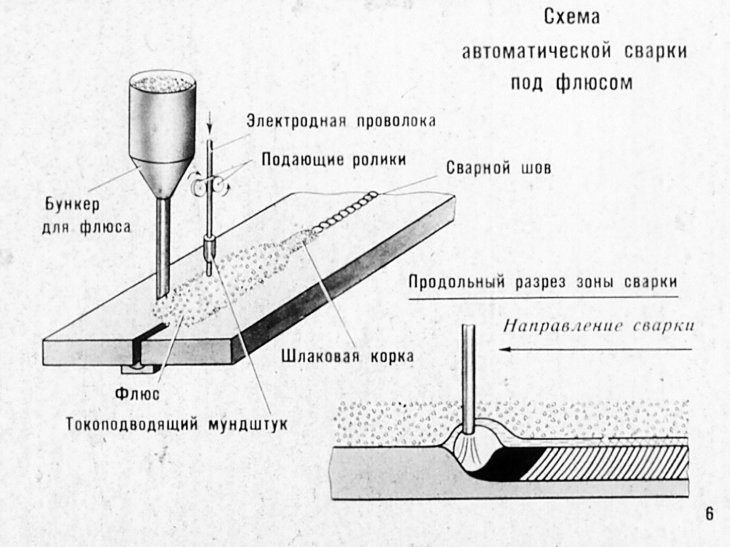
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого.
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы.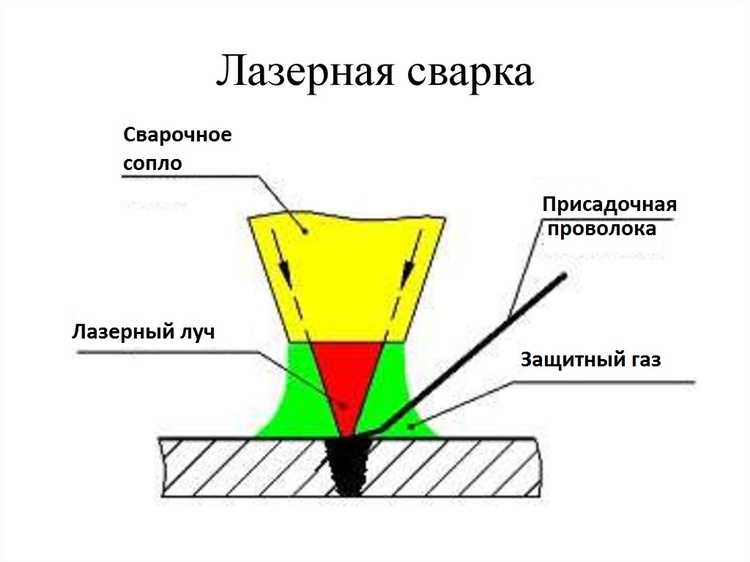 В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
Также для сборки трансформатора нужны такие элементы:
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Выполняется следующее:
Сборка блока питания.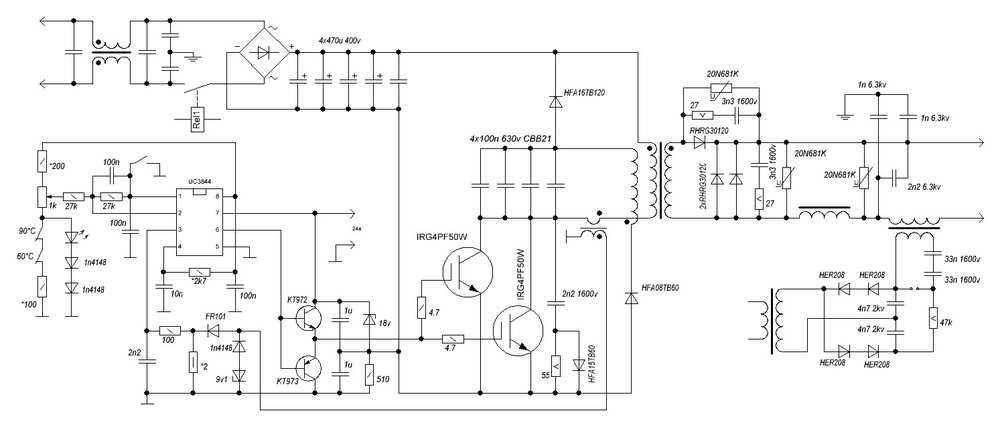 В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги.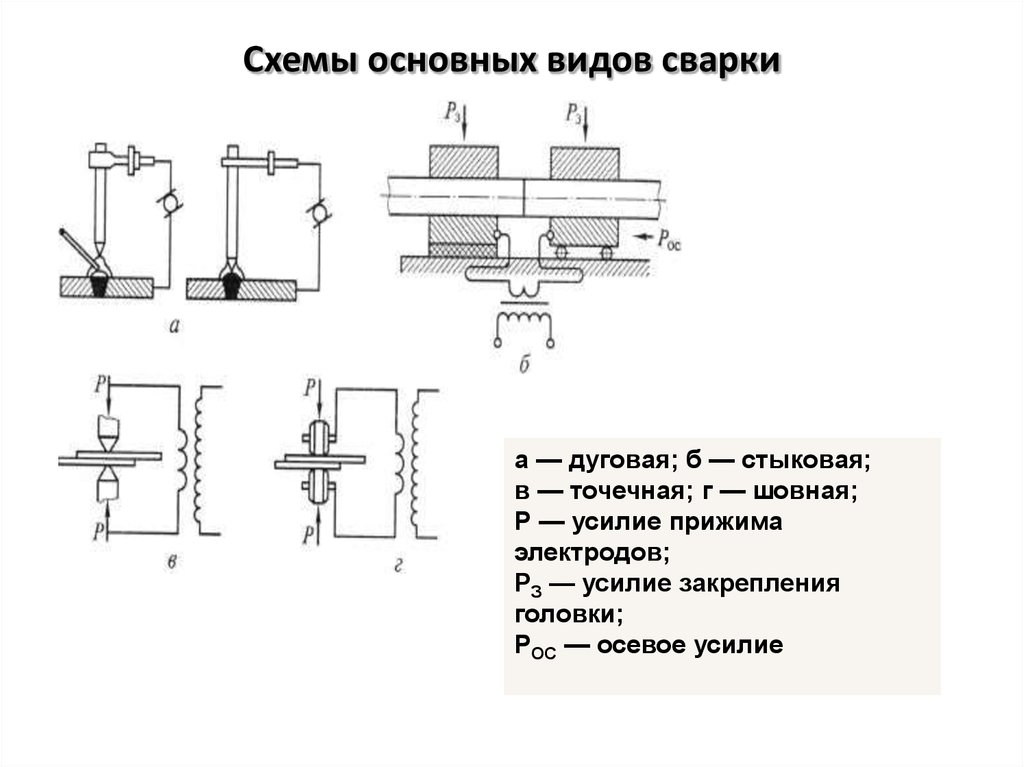 При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера.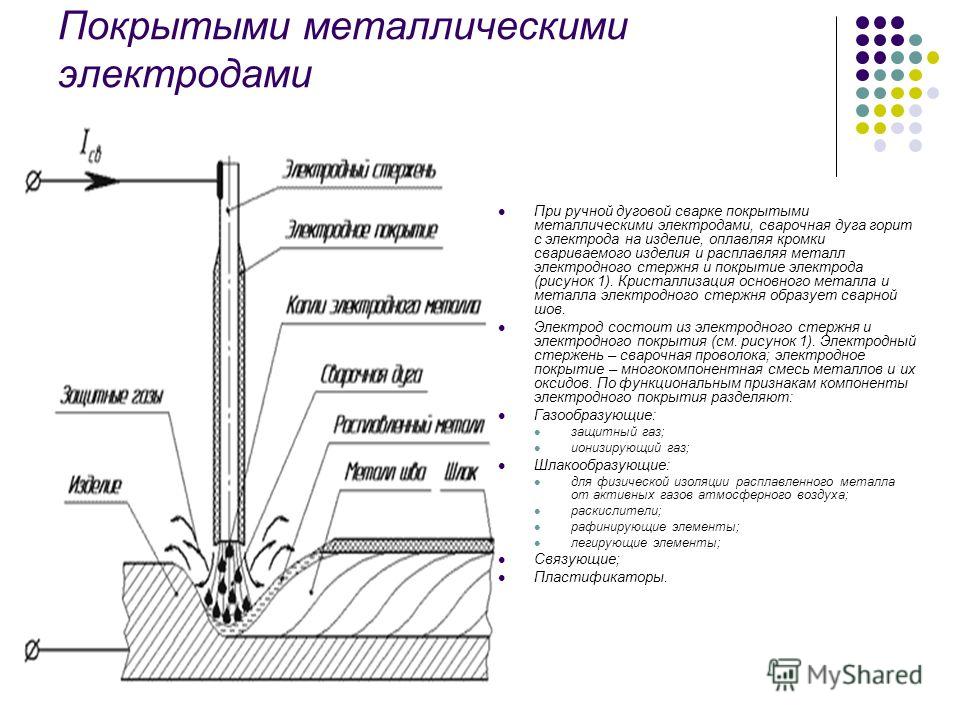 Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.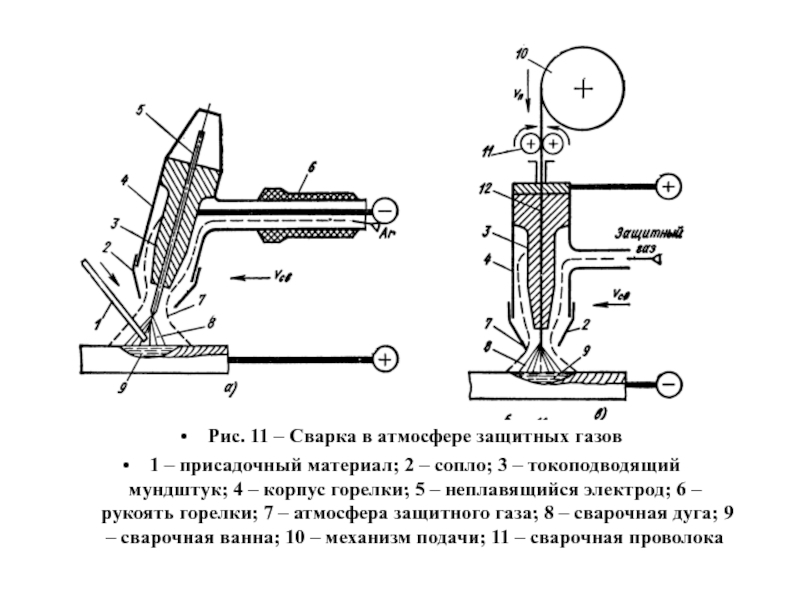
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Число считается ‘ несвариваемый , термин, обычно не встречающийся в словарях, но полезный и описательный в технике.
Соединяемые детали называются исходным материалом . Материал, добавляемый для облегчения формирования соединения, называется наполнитель или расходный материал .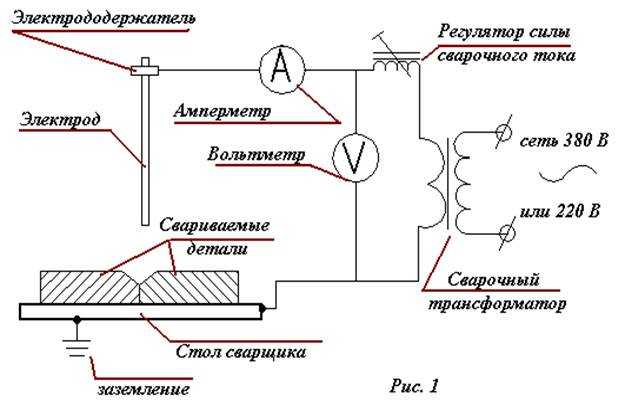
Расходные материалы обычно выбираются такими, чтобы они были близки по составу к основному материалу, таким образом образуя однородный сварной шов. , но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым другим составом и, следовательно, свойствами. Такие сварные швы называются неоднородными.
Готовое сварное соединение может обозначаться как сварное соединение .
В отличие от пайки твердым припоем, при которых основной металл не плавится, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится. Обычно с добавлением наполнителя.
Обычно с добавлением наполнителя.
Нагрев при высокой температуре приводит к образованию сварочной ванны из расплавленного материала, который при охлаждении образует соединение, которое может быть прочнее основного металла. Давление также может использоваться для создания сварного шва, как вместе с нагревом, так и отдельно.
Он также может использовать защитный газ для защиты расплавленных и присадочных металлов от загрязнения или окисления.
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед применением тепла и давления, и, наконец, материалы охлаждаются для плавления. Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Сварка древесины использует тепло, выделяемое при трении, для соединения материалов.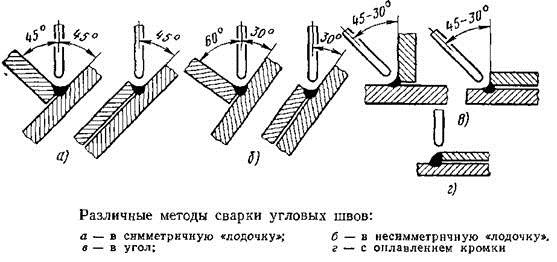 Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Это быстрый процесс, позволяющий соединить древесину без клея или гвоздей за считанные секунды.
Соединение между концами или кромками двух частей, образующих угол друг к другу 135-180° включительно в области соединения.
Соединение между концом или краем одной детали и лицевой стороной другой детали, причем части образуют друг с другом угол от 5 до 9 градусов включительно0° в области сустава.
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135° в области соединения.
Соединение между кромками двух деталей, образующими угол друг к другу от 0 до 30° включительно в области стыка.
Соединение, при котором две плоские пластины или два стержня привариваются к другой плоской пластине под прямым углом и на одной оси.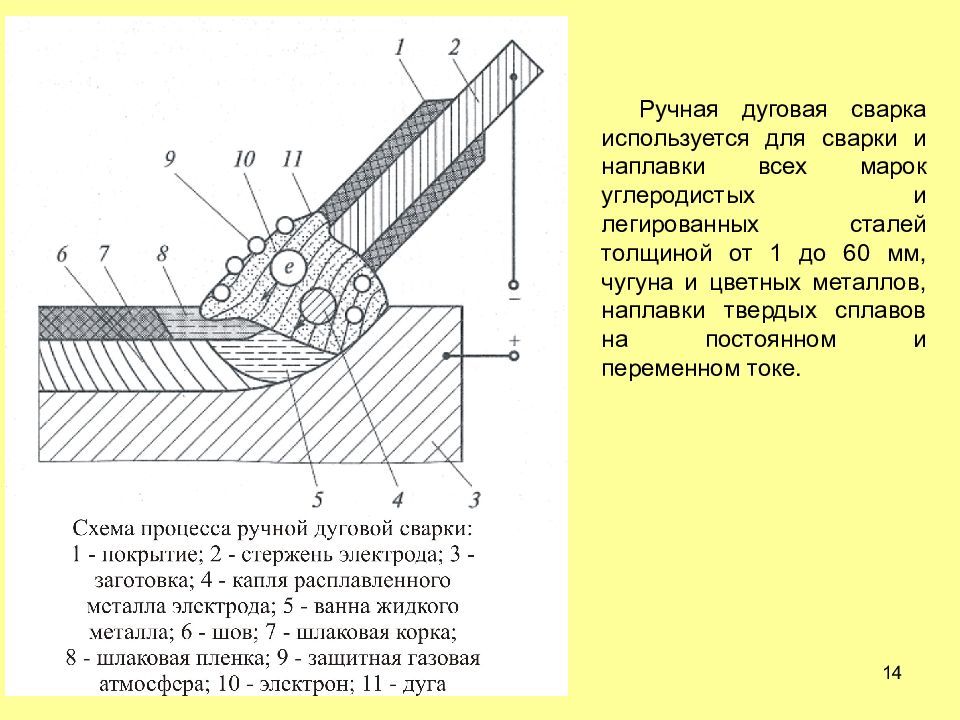
Соединение между двумя перекрывающимися частями, образующими угол друг к другу 0-5° включительно в области сварного шва или сварных швов.
Сварка, выполненная путем заполнения отверстия в одном из компонентов заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью компонента внахлест, выходящего через отверстие (отверстие может быть круглым или овальным).
Сварное соединение, в котором металл шва полностью проникает в соединение с полным сплавлением корня. В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
Сварка, в которой глубина проплавления преднамеренно меньше, чем полная. В США предпочтительным термином является сварка с частичным проплавлением (PJP).
Butt Weld
FILET WELD
Металл, добавляемый во время сварки, сварки твердым припоем, пайки твердым припоем или наплавки.
Весь металл расплавился во время выполнения сварного шва и остался в сварном шве.
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварки или термической резки, но не расплавившаяся.
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для сварного соединения.
Зона, содержащая металл сварного шва и ЗТВ.
Поверхность сварного шва плавлением, открытая со стороны, с которой был выполнен сварной шов.
Зона на стороне первого прохода, наиболее удаленной от сварщика.
Граница между поверхностью сварного шва и основным металлом или между проходами. Это очень важная характеристика сварного шва, поскольку выступы являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы уменьшить концентрацию напряжения, пальцы должны плавно переходить в поверхность основного металла.
Металл сварного шва, лежащий за пределами плоскости соединения пальцев. Другие нестандартные термины для этого признака: армирование, перелив.
Примечание: термин «усиление», хотя и широко используется, неуместен, поскольку любой избыток металла сварного шва над поверхностью основного металла не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.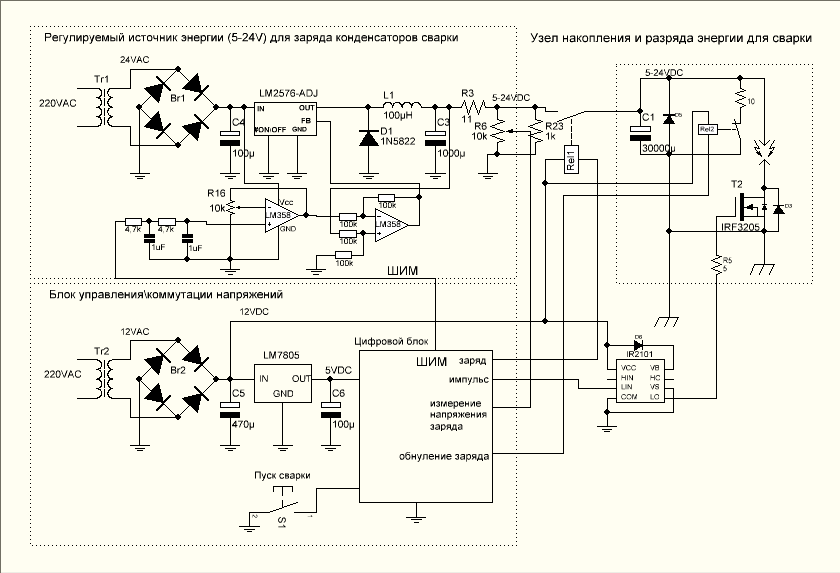
Металл, расплавленный или осажденный за один проход электрода, горелки или паяльной трубки.
Слой металла шва, состоящий из одного или нескольких проходов.
Различные процессы определяются используемым источником энергии, при этом доступно множество различных методов.
До конца 19 века применялась только кузнечная сварка, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка. Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Эти процессы требуют осторожности, так как они могут привести к ожогам, поражению электрическим током, ухудшению зрения, облучению или вдыханию ядовитых сварочных дымов и газов.
Существует множество различных типов сварочных процессов с собственными технологиями и применениями в промышленности, в том числе:
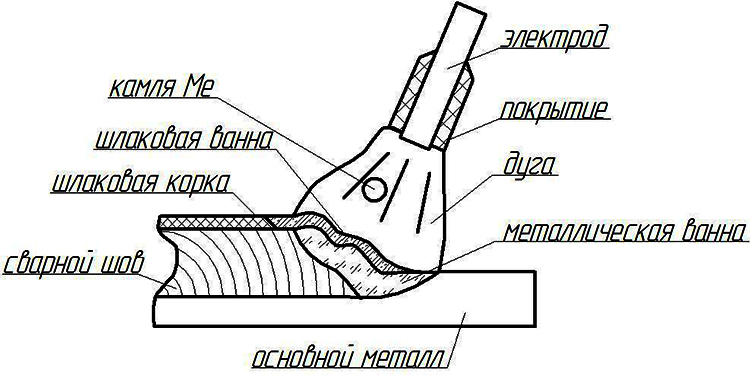
Эта категория включает в себя ряд обычных ручных, полуавтоматических и автоматических процессов. К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
Эти методы обычно используют присадочный материал и в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никелевые и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Методы сварки трением соединяют материалы с помощью механического трения. Это может быть выполнено различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение выделяет тепло, которое размягчает материалы, которые смешиваются, образуя связь при охлаждении. Способ соединения зависит от конкретного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и вращающаяся сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, так как оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не свариваются.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
В этом процессе соединения материалов используется пучок высокоскоростных электронов. Кинетическая энергия электронов преобразуется в тепло при столкновении с заготовками, в результате чего материалы сплавляются друг с другом.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеивания луча.
Существует много распространенных применений EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно применять в ряде отраслей, от аэрокосмической до атомной энергетики, от автомобилестроения до железнодорожного транспорта.
Используется для соединения термопластов или кусков металла. В этом процессе используется лазер для получения концентрированного тепла, идеально подходящего для швов, глубоких швов и высокой скорости соединения. Поскольку этот процесс легко автоматизируется, высокая скорость сварки делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Лазерная сварка может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Это быстрый процесс, обычно используемый в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная шовная сварка.
Этот процесс можно разделить на два типа: контактная точечная сварка и контактная шовная сварка.
При точечной сварке используется тепло, передаваемое между двумя электродами, которое воздействует на небольшую площадь при сжатии заготовок.
Шовная сварка аналогична точечной сварке, за исключением того, что электроды заменены вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых обширных наборов услуг.
Последнее обновление: 07.03.2018
Требования к охране окружающей среды и безопасности, ожидания и обязанности в
для достижения эффективных показателей безопасности кампуса с помощью интегрированного управления безопасностью
(ИЗМ). План обеспечения безопасности сварочных и огневых работ – это предметный компонент, который поддерживает
общеуниверситетский МИПП.
Примечание. Учебный корабль Golden Bear (TSGB) регулируется MARAD. Для операций, связанных в TSGB – См. Руководство по администрированию береговой линии (SAM) и операции с судами. Руководство (ВОМ).
Cal Maritime занимается защитой наших сотрудников от производственных травм. и болезни. Cal Maritime отвечает за обеспечение безопасной рабочей среды, и сотрудники несут и должны брать на себя ответственность за безопасную работу.
Цель этой программы — дополнить нашу политику безопасности, предоставив конкретные
стандартов в отношении огневых работ и обеспечения надлежащей подготовки каждого сотрудника
и полностью осведомлены о мерах безопасности, связанных с огневыми работами. Сварка и огневые работы, такие как пайка или шлифование, представляют значительные возможности.
на предмет пожара и травм. Сотрудники или подрядчики университета должны соблюдать все меры предосторожности
этой программы до начала любых сварочных или огневых работ. Ссылки: Раздел 8 CCR
Разделы 1536, 4799, 4812-16, 4838, 4845-48 и 5150 согласуется с OSHA 29 CFR 1910.252.
Сотрудники или подрядчики университета должны соблюдать все меры предосторожности
этой программы до начала любых сварочных или огневых работ. Ссылки: Раздел 8 CCR
Разделы 1536, 4799, 4812-16, 4838, 4845-48 и 5150 согласуется с OSHA 29 CFR 1910.252.
Устранение травм и болезней повышает моральный дух сотрудников, повышает клиентоориентированность обслуживание, улучшает качество продукции, качество работы и помогает уменьшить или смягчить Компенсационные расходы. Настоящая Стандартная операционная процедура (СОП) служит инструментом для повышения защиты сотрудников и снижения опасностей на рабочем месте.
Сотрудники обязаны соблюдать изложенные руководящие принципы и соблюдать
указание Супервайзера. В случае возникновения небезопасной ситуации в
отсутствие руководителя, работники должны предупредить руководителей на стройплощадке
и управление рисками, а также полицию университета немедленно. Сотрудники должны
также предупреждайте коллег о любых возникающих небезопасных условиях.
Сотрудники должны
также предупреждайте коллег о любых возникающих небезопасных условиях.
Горячие работы определяются как операции по резке и сварке для строительства/сноса деятельность, связанную с использованием переносного оборудования для газовой или дуговой сварки, или связанную с пайка, шлифовка или любые другие подобные действия, вызывающие искру, пламя или нагревать. Горячие работы создают значительную опасность возгорания в зданиях и зданиях Cal Maritime. сосуды.
Система разрешений на огневые работы предназначена для обучения сторон, участвующих в любом строительстве, опасностей, связанных с горячими работами, и осуществлять контрольные меры для их смягчения.
Разрешение на огневые работы является средством, с помощью которого отделы планирования, проектирования и строительства
и SRM могут быть в курсе и отслеживать строительные работы, связанные с горячим
работа. В разрешении на проведение огневых работ также содержится пошаговый контрольный список пожарных работ на огневых работах.
безопасности и служит напоминанием подрядчикам об их обязанностях по предотвращению пожаров
до, во время и после проведения огневых работ.
В разрешении на проведение огневых работ также содержится пошаговый контрольный список пожарных работ на огневых работах.
безопасности и служит напоминанием подрядчикам об их обязанностях по предотвращению пожаров
до, во время и после проведения огневых работ.
Прежде чем подрядчик сможет выполнить огневые работы для строительного проекта Cal Maritime, он необходимо получить разрешение на проведение огневых работ. Затем подрядчик может выполнить огневые работы после меры предосторожности, изложенные в Контрольном перечне мер пожарной безопасности, и заполнение контрольный список. После завершения огневых работ подрядчик сдает разрешение своему менеджеру проекта Cal Maritime.
Разрешения на огневые работы необходимы для всех операций по резке или сварке, которые проводятся
с переносным газовым или дуговым оборудованием, пайкой, шлифовкой или любыми другими подобными способами. действия, вызывающие искру, пламя или тепло при работе, проводимой в Cal Maritime
постройки или сосуды.
действия, вызывающие искру, пламя или тепло при работе, проводимой в Cal Maritime
постройки или сосуды.
Разрешения на огневые работы необходимы для каждого здания, где будут выполняться огневые работы (коммунальные туннели считаются отдельными зданиями). Например, если один подрядчик выполнение работ в нескольких разных зданиях по одному проекту, необходимо разрешение для каждого здания.
Разрешения на проведение огневых работ необходимы для каждого подрядчика или субподрядчика/торговли выполнение огневых работ по проекту. Например, если есть три разных субподрядчика/профессии выполняя огневые работы по одному проекту, каждый субподрядчик/торговец несет ответственность за получение разрешение на собственную работу
В соответствии со стандартами Cal-OSHA, РАЗДЕЛ 8 CCR — Статья 81. Общие положения (разделы
4797 – 4799) и Федерального закона США по охране труда и промышленной гигиене 29 CFR 1910.252:
Общие положения (разделы
4797 – 4799) и Федерального закона США по охране труда и промышленной гигиене 29 CFR 1910.252:
• Там, где это целесообразно, все горючие материалы должны быть перемещены не менее чем на 35 футов от места проведения работ. сайт.
• Там, где перемещение нецелесообразно, горючие материалы должны быть защищены огнеупорным материалом. крышки, экранированные металлом, ограждениями, занавесками или смачивающими средствами для предотвращения воспламенения материала.
• Воздуховоды, конвейерные системы и шнеки, которые могут разносить искры к отдаленным горючим веществам должны быть защищены или отключены.
• Там, где сварка производится вблизи стен, перегородок, потолков, кровли из горючих материалов
• Если сварка должна выполняться на металлической стене, перегородке, потолке или доказательстве, необходимо принять меры предосторожности. должны быть приняты для предотвращения воспламенения горючих материалов на другой стороне из-за проводимости
или излучение тепла.
должны быть приняты для предотвращения воспламенения горючих материалов на другой стороне из-за проводимости
или излучение тепла.
• Если горючие материалы не могут быть перемещены на противоположную сторону рабочего места, человек будет обеспечен на противоположной стороне работы.
• Не допускается сварка металлических перегородок, стен, потолков или крыш, имеющих покрытия или на стенах, имеющих конструкцию из сэндвич-панелей из горючих материалов.
• Резка или сварка труб или другого металла, соприкасающегося с горючими стенами, перегородками, потолок или крыша не будут выполняться, если работа находится достаточно близко, чтобы вызвать возгорание путем сжигания.
• В местах, где скопление пыли превышает 1/16 дюйма в пределах 35 футов.
зоны, где будут проводиться сварочные/горячие работы, все накопления пыли будут
быть очищены в соответствии с программой уборки объекта перед сваркой / горячим
работы разрешены.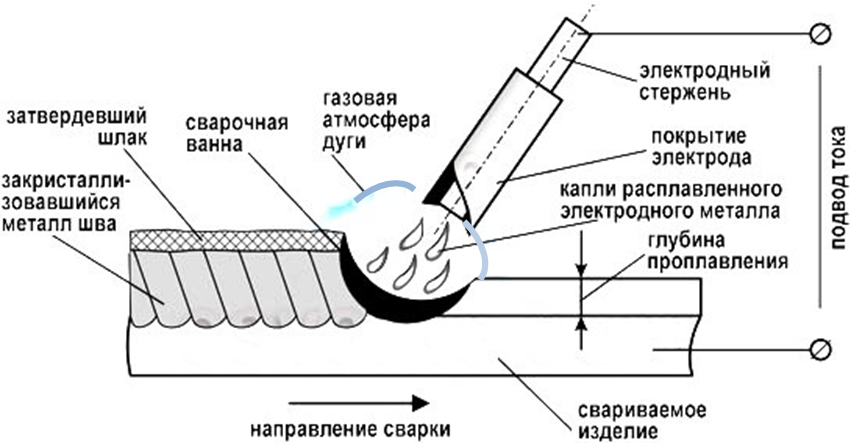
• Должны быть обеспечены и всегда готовы к немедленному использованию подходящие огнетушители.
• Дежурный по пожарной безопасности будет предоставлен во время и в течение двух часов после завершения сварочный проект.
• Разрешение на резку/сварку будет выдано на все виды сварки или резки за пределами установленных зоны сварки.
Резка или сварка запрещены в следующих случаях:
• В зонах, не разрешенных руководством
• В опрыскиваемом здании, когда такая защита нарушена.
• При наличии потенциально взрывоопасных сред.
• В местах хранения больших количеств незащищенных легковоспламеняющихся материалов. материалы.
Сварочные и огневые работы Меры по предотвращению пожара: Статья 88. Противопожарная безопасность при сварке и операции по резке (разделы 4846–4848)
Должна быть создана специально отведенная зона сварки, отвечающая следующим требованиям:
Требования к сварке вне специально отведенных зон
• Необходимо использовать переносные шторы или щитки для сварки, чтобы защитить других рабочих на рабочем месте. зона сварки.
зона сварки.
• Разрешение на проведение огневых работ должно быть оформлено и соблюдаться до проведения сварочных работ.
• Защита органов дыхания обязательна, если и не сварщик и другие присутствующие могут быть установлены и поддерживаться.
• Пластмассовые материалы должны быть покрыты сварочным брезентом во время сварки
• На всех огневых работах должно быть обеспечено пожарное наблюдение.
Стандартные рабочие процедуры сварки (СОП)
Ниже перечислены стандартные рабочие процедуры сварки (СОП), которые применимы для всех видов электро- и газосварки. Эти СОП должны быть размещены на каждом выделенном сварочном объекте. & Зона горячих работ для быстрого ознакомления и обзора.
СОП – Электросварка
(Раздел 8 CCR – Статья 90. Электросварка, резка и нагрев (разделы 4850 – 4853)
• Проведите проверку безопасности на всем оборудовании
• Убедитесь, что огнетушитель заряжен и доступен
• Убедитесь, что электрический шнур, электрододержатель и кабели не имеют дефектов (нет кабеля сращивание допускается в пределах 10 футов от электрододержателя)
• Обеспечьте наличие СИЗ (сварочный капюшон, перчатки, резиновые сапоги/обувь на подошве и фартуки)
и не иметь дефектов.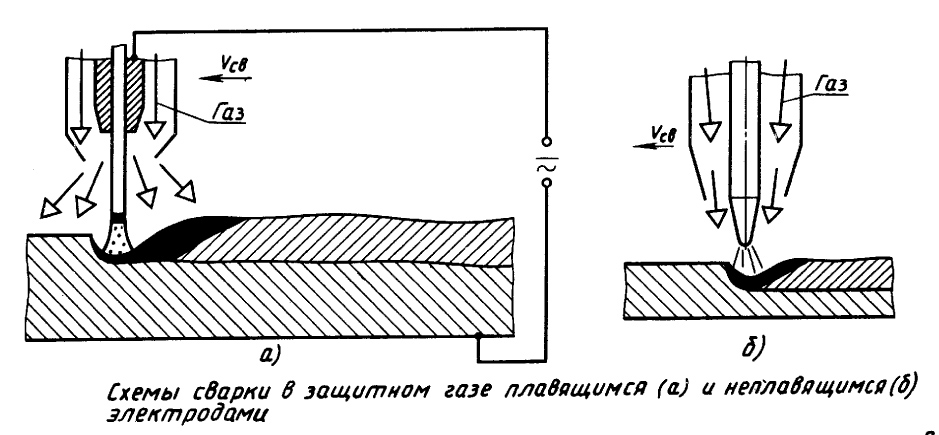
• Убедитесь, что сварочный аппарат правильно заземлен
• Все неисправное оборудование должно быть отремонтировано или заменено перед использованием.
• Удалите легковоспламеняющиеся и горючие материалы. материал или незащищенные легковоспламеняющиеся конструкции
• Установите сварочный экран или подходящее ограждение вокруг рабочей зоны для обеспечения пожарной безопасности. зону и предотвратить травмирование прохожих (не загораживать аварийные выходы и не ограничивать вентиляцию).
• Обеспечьте достаточную вентиляцию и освещение
• Выполните процедуры получения разрешения на выполнение огневых работ
• Установите регулятор напряжения не выше следующего для:
• Размотать и разложить сварочный кабель
• Во избежание перегрева обеспечить надлежащий контакт рабочих проводов и соединений, снять любые металлические осколки от магнитных зажимов (во избежание поражения электрическим током не перекашивайте сварка кабелей вокруг частей тела и избегайте сварки во влажных условиях)
• Пожарное дежурство в течение одного часа после сварки и до охлаждения всех сварных швов
• Проведите последнее наблюдение и аннулируйте разрешение.
СОП — Газовая сварка
1910.253 — Кислородно-газовая сварка и резка
1926.350 — Газовая сварка и резка.
• Провести проверку безопасности на всем оборудовании
• Убедиться в наличии газа в баках и герметичности фитингов
• Убедиться, что огнетушители заряжены и доступны
• Осмотреть шланги на наличие дефектов
• Обеспечить СИЗ (сварочный капюшон, перчатки, резиновые сапоги) /подошва и фартуки) в наличии и не иметь дефектов
• Все неисправное оборудование должно быть отремонтировано или заменено перед использованием!
• Удаление легковоспламеняющихся и горючих материалов
• Не допускается сварка на контейнерах с легковоспламеняющимися материалами или рядом с ними материал или незащищенные легковоспламеняющиеся конструкции
• Установите сварочный экран или подходящее ограждение вокруг рабочей зоны для обеспечения пожарной безопасности.
зону и предотвратить травмирование прохожих (не загораживать аварийные выходы и не ограничивать вентиляцию).
• При необходимости используйте одобренный респиратор с фильтром воздуха
• Обеспечьте достаточную вентиляцию и освещение
• Выполните процедуры получения разрешения на выполнение огневых работ
• Откройте клапаны на кислородных и газовых баллонах до желаемого расхода
• Закройте клапаны баллонов и слейте шланг давление. Магазин шлангов.
• Пожарное дежурство в течение одного часа после сварки и до остывания всех сварных швов.
• Провести последнее пожарное наблюдение и прекратить действие разрешения
Сжатый газ
Уход, транспортировка, перемещение и хранение
Статья 32 — §1740. Хранение и использование баллонов / §1743. Общие меры предосторожности.
• Крышки клапанов на цилиндрах должны быть на месте и закреплены.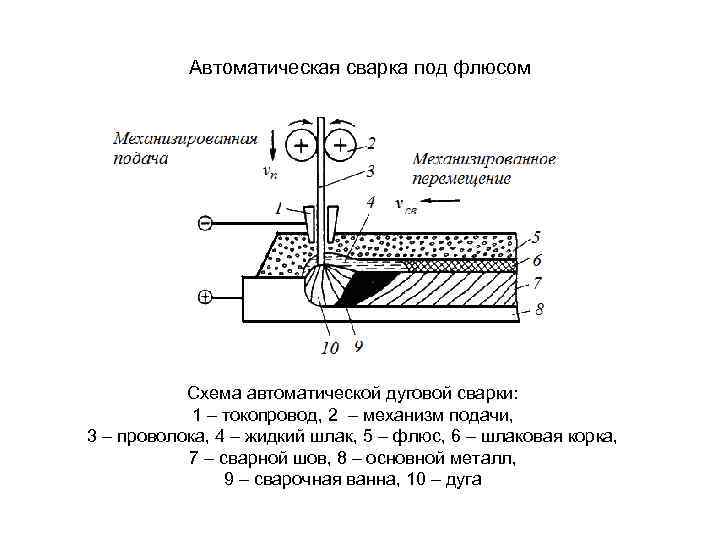 Крышки клапанов не должны использоваться
для подъема. Не поддевайте крышки цилиндров в замороженном состоянии. Ослабьте колпачки теплой водой.
Крышки клапанов не должны использоваться
для подъема. Не поддевайте крышки цилиндров в замороженном состоянии. Ослабьте колпачки теплой водой.
• Баллоны следует перевозить только на закрепленной опоре, а также с наклоном или качением. их.
• Цилиндры необходимо перемещать, наклоняя и перекатывая их за нижние края. Избегать падение баллонов или удары по другим баллонам.
• Баллоны, перевозимые механическими транспортными средствами, должны быть закреплены в вертикальном положении
• Перед перемещением баллонов необходимо снять регуляторы и установить колпачки, если только баллоны закреплены на специальном держателе
• Для предотвращения опрокидывания цилиндров во время используется
• Створки цилиндров должны быть закрыты, когда цилиндры пусты или когда цилиндры перемещаются
• Кислородные баллоны должны храниться отдельно от баллонов с топливным газом или горючими газами. материалов на минимальном расстоянии 20 футов или негорючим барьером высотой 5 футов.
с получасовой огнестойкостью.
материалов на минимальном расстоянии 20 футов или негорючим барьером высотой 5 футов.
с получасовой огнестойкостью.
• Баллоны, хранящиеся внутри здания, должны храниться на расстоянии 20 футов от горючих материалов. где они были хорошо защищены, хорошо вентилировались и были сухими. Баллоны нельзя хранить рядом с лифтами, лестницами или проходами. Назначенные места хранения должны предотвращать попадание баллонов от падения или повреждения.
• Цилиндры должны храниться вдали от операций сварки или резки, чтобы предотвратить искрение,
горячий шлак или пламя не достигают их. При этом необходимо использовать огнеупорные экраны.
непрактично.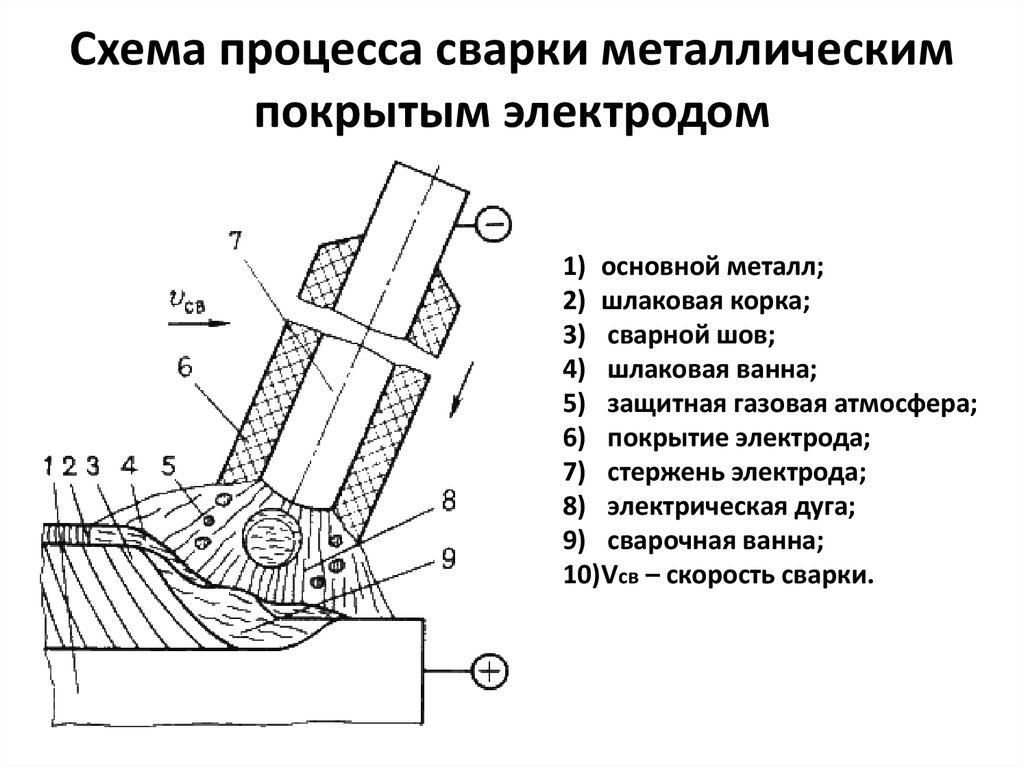
• Баллоны должны располагаться вдали от электрических цепей. Не ударяйте электроды против цилиндра, чтобы зажечь дугу.
• Баллоны, содержащие кислород, ацетилен или другой горючий газ, нельзя использовать в закрытых помещениях. пространства.
• Цилиндры нельзя использовать в качестве роликов или опор
• Только поставщик газа имеет право смешивать газы в баллоне. Только супервайзер имеет право на заправку баллонов.
• Запрещается использовать поврежденные или неисправные цилиндры.
Использование горючего газа — 1910.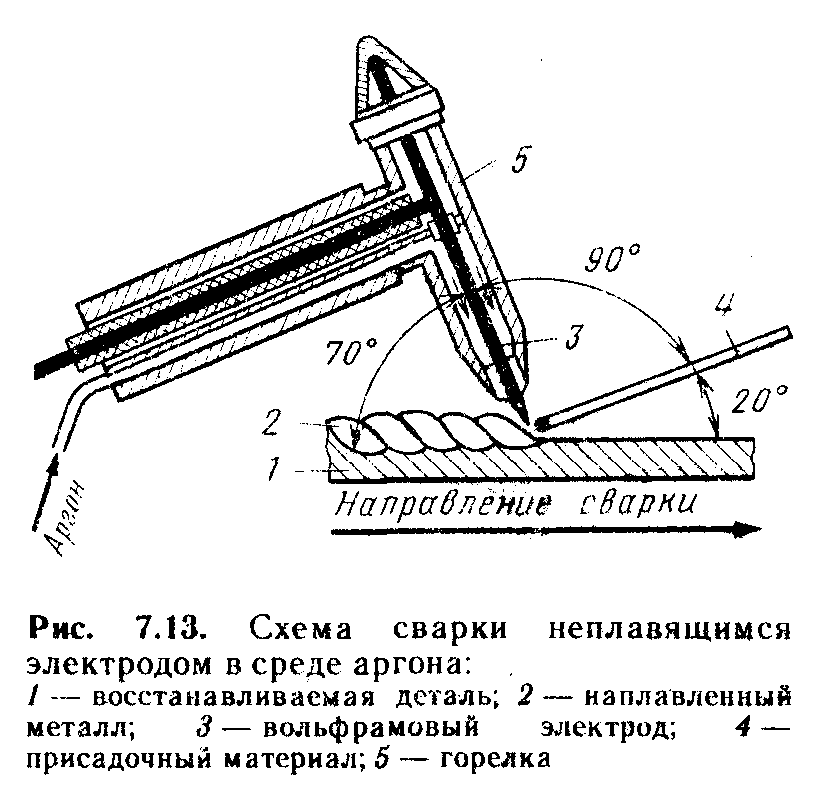 253 — Сварка и резка кислородно-топливным газом.
253 — Сварка и резка кислородно-топливным газом.
• Сотрудники Калифорнийского государственного университета в Сан-Маркосе проинструктированы о безопасном использование топливного газа.
• Клапаны необходимо слегка приоткрыть и закрыть непосредственно перед подключением регулятора к цилиндру. Это называется «взломом», при котором клапан очищается от пыли и грязи.
Сотрудник должен стоять сбоку от розетки, а не впереди. Клапана должны быть взломаны вдали от сварочных работ, искр, пламени или других источников воспламенения.
• Клапаны следует открывать медленно, чтобы не повредить регулятор. Клапаны не должны
открываться более чем на 1 ½ оборота. Если требуется гаечный ключ, он должен оставаться на месте на случай, если
аварийного режима для быстрого отключения. Коллектор или спаренные цилиндры должны иметь ключ
доступны для немедленного использования.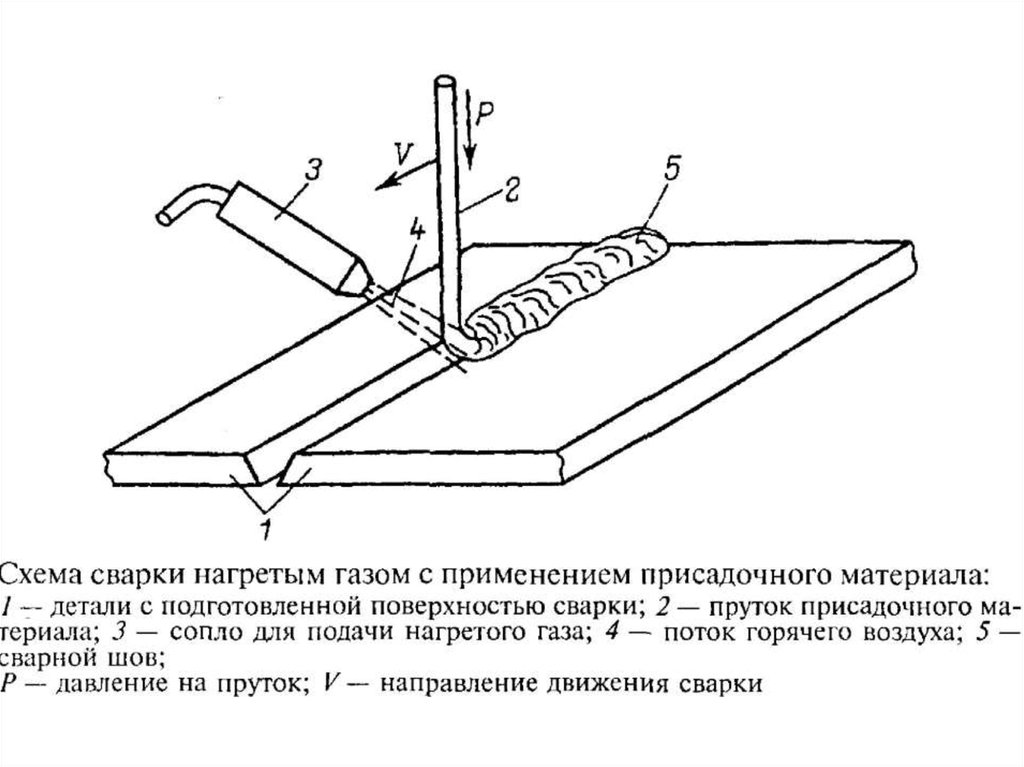 Не кладите предметы на цилиндры, иначе они могут быть повреждены.
воздействовать на предохранительное устройство или мешать быстрому закрытию клапана.
Не кладите предметы на цилиндры, иначе они могут быть повреждены.
воздействовать на предохранительное устройство или мешать быстрому закрытию клапана.
• Перед снятием баллоны должны быть закрыты, а газ выпущен из регулятора. регулятор.
Если цилиндры, клапаны, регуляторы, заглушки или другие предохранительные устройства повреждены, необходимо быть помечены как нерабочие и удалены из рабочей зоны.
Шланги
• Шланг для топливного газа и кислородный шланг должны быть различимы друг от друга и не должны сменный. Контраст может создаваться разными цветами или характеристиками поверхности. различимы на ощупь
• Сотрудники проверяют все используемые шланги в начале каждой рабочей смены. Дефектный шланги будут маркированы и изъяты из эксплуатации
• Шланги, подвергшиеся обратному воспламенению или сильно изношенные или поврежденные, должны быть испытаны.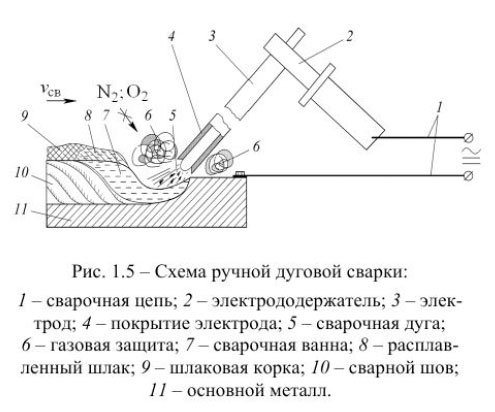 при удвоенном нормальном давлении шланга, но не менее 300 фунтов на кв. дюйм. если неисправен,
нельзя использовать шланг.
при удвоенном нормальном давлении шланга, но не менее 300 фунтов на кв. дюйм. если неисправен,
нельзя использовать шланг.
• Шланговые муфты должны отсоединяться только вращательным движением.
• Шланги, хранящиеся в коробках, должны хорошо вентилироваться.
• Шланги, кабели и другое оборудование не должны находиться в проходах, лестницах и лестницы
Горелки
• Горелки необходимо осматривать в начале каждой рабочей смены на предмет отключения при выходе клапаны, соединительные муфты для шлангов и наконечники. Неисправные горелки использовать нельзя.
• Необходимо очистить забитые отверстия наконечника горелки
• Зажигать горелки можно только с помощью фрикционных зажигалок или других утвержденных устройств
Регуляторы и манометры
• Регуляторы давления и соответствующие манометры должны исправно работать во время использования
Риски, связанные с маслом и смазкой
• Кислородные баллоны и фитинги должны храниться вдали от масла или смазки. Цилиндры и
фитинги должны быть очищены от масла или жирных веществ, и их нельзя трогать руками.
жирные руки или перчатки.
Цилиндры и
фитинги должны быть очищены от масла или жирных веществ, и их нельзя трогать руками.
жирные руки или перчатки.
Кислород не должен направляться на замасленные поверхности, замасленную одежду или внутрь мазута или другой резервуар или емкость для хранения.
Противопожарная защита
• Предметы, подлежащие сварке, резке или нагреву, необходимо переместить в специально отведенное безопасное место. Если объект не может быть легко перемещен, все подвижные пожарные опасности будут защищены от перемещения.
• Если объект, подлежащий сварке, резке или нагреву, не может быть перемещен и если весь огонь искрится, и шлака, а также для защиты от них неподвижных пожароопасных предметов
• Сварка, резка или нагрев не должны выполняться в присутствии горючих
красок, легковоспламеняющихся соединений или высокой концентрации пыли.
• Огнетушители должны быть немедленно доступны в рабочей зоне, без препятствий, и поддерживается для мгновенного использования.
• Когда обычных противопожарных мер недостаточно для сварки, резки, или руководитель эксплуатации отопления назначит пожарную вахту. Достаточное количество времени нельзя допускать после завершения работ, чтобы исключить возможность возгорания. не существует. Назначенный пожарный дежурный должен быть обучен обращению с противопожарным оборудованием.
• Подача газа должна быть отключена во время обеденных перерывов, на ночь или во время перерывов между сменами. Шланги и горелки должны быть удалены из замкнутых пространств.
Обучение
Сотрудники Cal Maritime должны ознакомиться с руководством и понять его
по сварке и резке. Должны быть назначены сварщики и резчики
ежегодное обучение и должны продемонстрировать свое понимание этих руководящих принципов перед
руководитель.
Обучение должно включать:
1. Обзор требований, перечисленных в РАЗДЕЛЕ 8 CCR, разделы 4794-4799 и статьи 82,83,87,88,
,и 90, а также OSHA 1910.252,
2. Использование горячего Система разрешений на работу
3. Обязанности руководителя
4. Обязанности пожарной охраны
5. Обязанности оператора
6. Обязанности подрядчика
7. Требования к документации
8. Требования к использованию респираторов
9. Обучение обращению с огнетушителями
Департамент производственных отношений штата Калифорния, Отдел профессиональных Безопасность и здоровье, Раздел 8 правил CCR ссылается на следующие рекомендации. относительно средств индивидуальной защиты .
Дополнительные нормативные документы Калифорнии:
Подраздел 7. Общие приказы по промышленной безопасности
Общие приказы по промышленной безопасности
Группа 10. Газовые системы для сварки и резки
• Статья 80. Назначение и определения (статьи 4794 — 4795)
• Статья 81. Общие положения (разделы 4797 — 4799)
• Статья 82. Ацетиленовые генераторы стационарные автоматические (разделы 4803 — 4813)
• Статья 83. Переносные автоматические ацетиленовые генераторы (разделы 4815 — 4816)
• Статья 84. Карбид кальция (разделы 4818 — 4819)
• Статья 85. Сервисный трубопровод для всех газов (разделы 4821 — 4829).)
• Статья 86.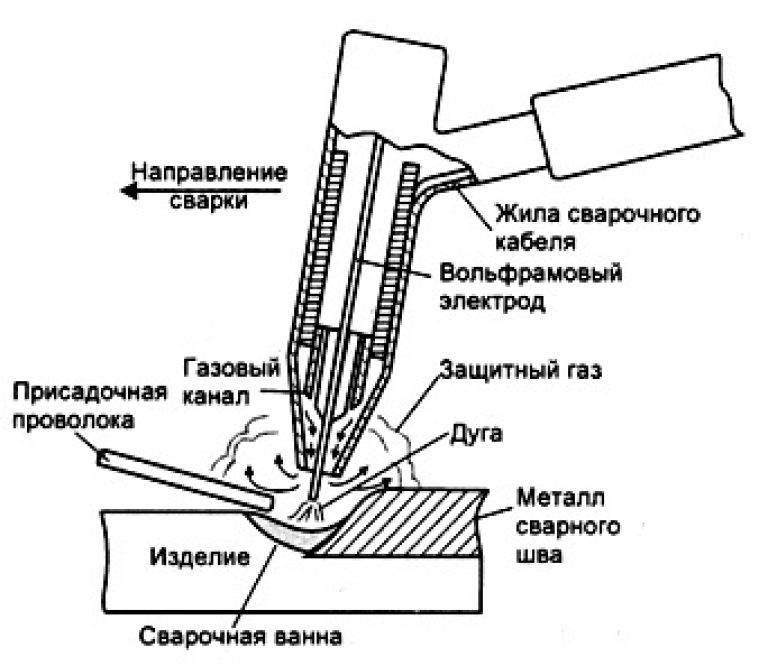 Коллекторы цилиндров к коллекторам систем цехового трубопроводного питания
и редукторы давления и шланги (разделы 4835–4840)
Коллекторы цилиндров к коллекторам систем цехового трубопроводного питания
и редукторы давления и шланги (разделы 4835–4840)
• Статья 87. Порядок работы (раздел 4845)
• Статья 88. Противопожарная безопасность при сварке и резке (статьи 4846 — 4848)
Группа 11. Электросварка
• Статья 90. Электросварка, резка и нагрев (статьи 4850 — 4853)
Строительство;
Подраздел 4. Приказы о безопасности строительства
Статья 32. Кислород, ацетилен и топливный газ
• §1739.