06Дек
Содержание статьи
В этой статье мы расскажем, что нужно делать, чтобы не покупать каждый раз новый расходный материал для токарного станка и сверления. Поделимся, какие существуют лучшие ручные и автоматические приспособления (точила) для заточки маленьких и больших сверл по металлу, как изготовить их в домашних условиях, а также как сделать точилку своими руками.
Поделимся, какие существуют лучшие ручные и автоматические приспособления (точила) для заточки маленьких и больших сверл по металлу, как изготовить их в домашних условиях, а также как сделать точилку своими руками.
Работающие долго токари без подсказок поймут состояние рабочей кромки, но новички могут воспользоваться этими признаками:
Если вовремя не произвести процедуру, неисправный инструмент может сломаться (обломится кончик, испортится заготовка) или застрять в стали. В результате аппарат вырвет из рук. Возможно сломанное оборудование или травма.
Можно купить уже созданный специализированный станок, но его использование всегда обладает определенным спектром функций, то есть задачи всегда узкоспециализированные. Применение самодельного аппарата, в свою очередь, обладает достоинствами:
Применение самодельного аппарата, в свою очередь, обладает достоинствами:
Но если вы хотите купить готовый станок, посмотрим, чем они различаются.
Они разделяются на два типа:
Последний намного функциональнее, но и стоит дороже. Он изготавливается в виде механизма на станину, статичен, выполняется из стали, поэтому не подвергается переносу. Второй – насадка на дрель, поэтому полностью регулируется этим строительным инструментом (количество оборотов создается вручную).
Нюансы и особенности:
Есть 4 типа края, они нуждаются в 2 разных подходах:
Часто бывают допущены промахи:
Металлические сплавы имеют разную плотность, поэтому изделия из них необходимо обрабатывать в разных условиях, представим в виде таблицы:
Металл | Заточка в градусах |
Сталь и чугун | 115—120 |
Бронза, латунь | 125—135 |
Медь | 125 |
Алюминий, дерево, керамогранит | 135 |
В зависимости от масштабов задач они могут быть разного размера. Установка крепится на токарном или точильном станке с помощью болтов. Их конструкция состоит из:
Установка крепится на токарном или точильном станке с помощью болтов. Их конструкция состоит из:
На покупном образце находится шкала, она регулирует угол с высокой точностью. Если вы применяется самостоятельное устройство, то удобнее будет использовать шаблоны разного диаметра, их можно выполнить из дерева.
Для изготовления нужно минимум подручных материалов. Посмотрим на изображение:
Инструкция по созданию:
 Он будет зажимать обрабатываемый инструмент.
Он будет зажимать обрабатываемый инструмент.В такой держатель просовывается заготовка. Она надежно фиксируется прижимом. Теперь можно подносить деталь к абразивному кругу и не переживать, что срежете лишнее или с неправильным углом.
Мы рассказали, что можно купить насадку на электродрель. Обычно они выполнены из пластика и имеют стандартные разъемы. Сделать аналог можно дома, рекомендации:
Чтобы вам проще было делать самоделку, посмотрим, из чего состоит покупная модель. Это на видео объясняет и показывает комментатор после произведенного разбора:
Этот электроинструмент тоже применяют для затачивания, это легко объяснить – установка абразивного диска является естественной задачей углошлифовальной машины, а крепеж под нужным углом к вращающемуся абразиву сделать легко. Посмотрим, как это выглядит:
К кожуху необходимо прикрепить металлический уголок, он будет выполнять функцию направляющего для качественной заточки сверла. Регулировка происходит вручную. Есть и минусы, к ним относится то, что сам диск подвергается неравномерной нагрузке и при длительном использовании может раскрошиться.
Еще один интересный домашний вариант.
Многие считают, что она избыточно сложная. Но мы рассмотрим изготовление:
Более подробная поэтапная инструкция в видео:
Для этой самодельной приспособы необходима втулка с диаметром в точности повторяющим размер сверла, заточка которого будет производиться своими руками. Это могут быть трубки из меди, алюминия. Направляющие следует выточить из дерева. В бруске сверлятся отверстия под заданным углом – в них нужно будет вставлять инструмент. Отдельно нужно создать подручник, который отвечает за упор и правильное положение заготовки.
Соблюдайте правила:
Рекомендации:

Если высота режущей части не превышает 10 мм, легче купить новую насадку.
Мы осветили все возможные варианты, подробнее остановимся на одном из самых популярных. Его фото:
Состоит из следующих элементов:
Плюсы:
Минусы:
Подходит только для употребления дома, если пользоваться в условиях производства, то быстро будут ломаться абразивные круги, а также сам электроинструмент.
Факторы для выбора:
Чтобы сделать электродрель максимально функциональной, ее оснащают простым приспособлением для заточки своими руками не только сверл, но и других инструментов:
Это удобный многофункциональный вариант для домашнего использования.
Очень удобно использовать подставку, чтобы не держать дрель на весу, она состоит из металлического корпуса (Элемент А), крышки (Б), кольца-держателя (В) и шлифовальной головки (Г). Посмотрим, как выглядит аппарат в комплекте:
Перед началом работы необходимо поместить деталь Б в верхнюю часть А, совместив их радиусы отверстий. Затем на электродрель надевается элемент В, а Г крепится к патрону.
Затем на электродрель надевается элемент В, а Г крепится к патрону.
Многие проверенные компании реализуют продукцию этого типа, в том числе бренды:
Будьте осторожны с китайскими аналогами.
Мы уже рассказали о принципах действия основных приспособ, а теперь дадим ролики с описанием, чтобы вы могли по инструкции дома сделать такие же аппараты.
В статье мы рассказали про типы заточных станков для сверл, привели чертежи. Рекомендуем следовать правилам безопасности, описанным выше, чтобы не получить травму, а также не испортить электрические приборы.Также вы можете ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны – обращайтесь!
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
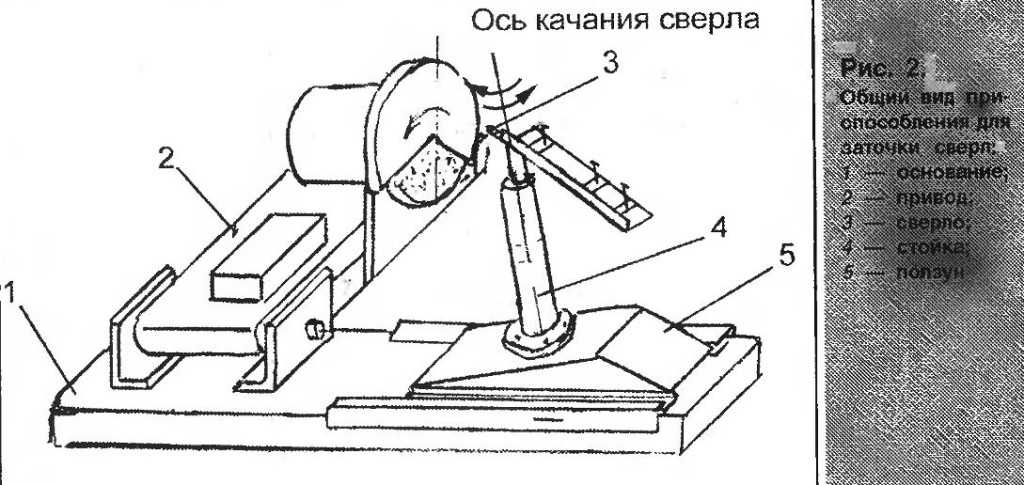
Подачей при сверлении называется расстояние пройденное инструментом за один оборот.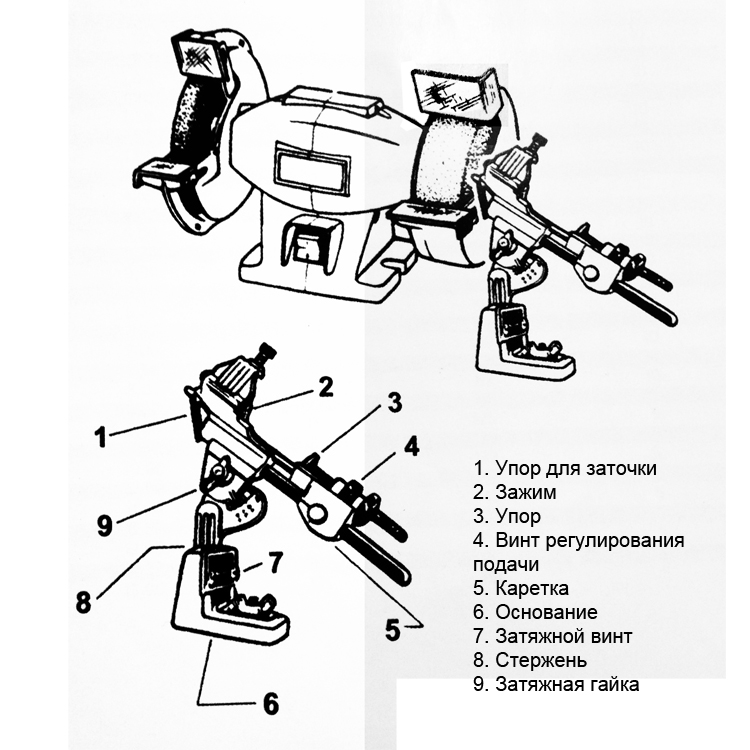 Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.

Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.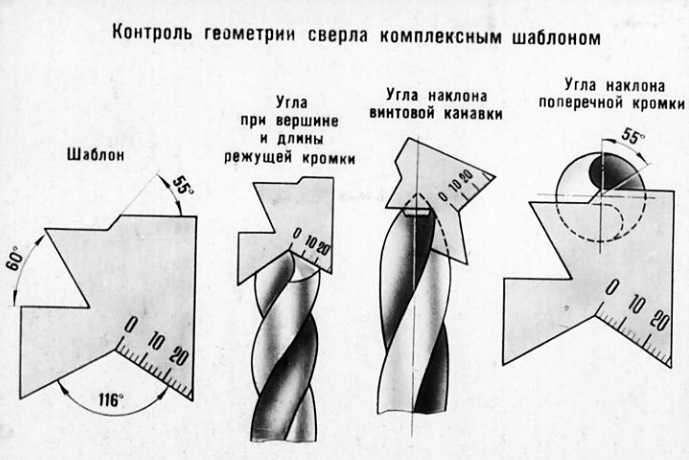
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Ганоксин может получать вознаграждение за рекомендации клиентов от компаний, перечисленных на этой странице.
Маленькие тонкие сверла, используемые для изготовления ювелирных изделий, при обычном использовании затупляются. Изношенные режущие кромки усложняют работу и отнимают много времени, а также могут стать причиной дорогостоящих несчастных случаев, включая повреждение ювелирных изделий и драгоценных камней или даже травмы. Уход за режущими поверхностями ваших инструментов обеспечит чистую и последовательную работу на верстаке.
Изношенные режущие кромки усложняют работу и отнимают много времени, а также могут стать причиной дорогостоящих несчастных случаев, включая повреждение ювелирных изделий и драгоценных камней или даже травмы. Уход за режущими поверхностями ваших инструментов обеспечит чистую и последовательную работу на верстаке.
В этом выпуске вы узнаете, как затачивать режущие кромки тонкого сверла. Существуют разные стили наконечников бит, но в этом примере наконечник долота.
Силиконовые разделительные диски
Budget
Получить на amazon.com
Гибкий вал
Budget
012 Оправка
Бюджет
Получить на amazon.com
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.
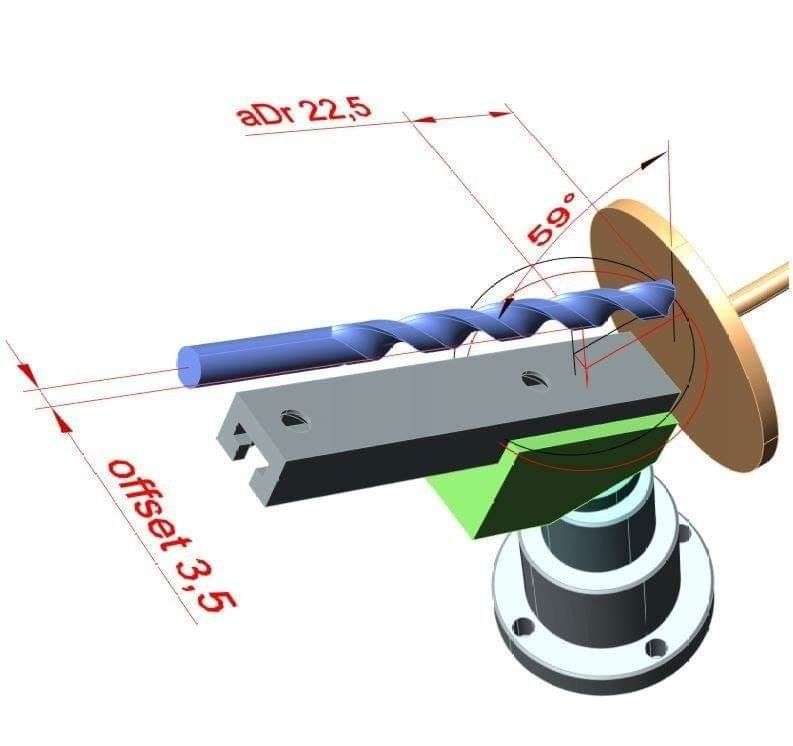
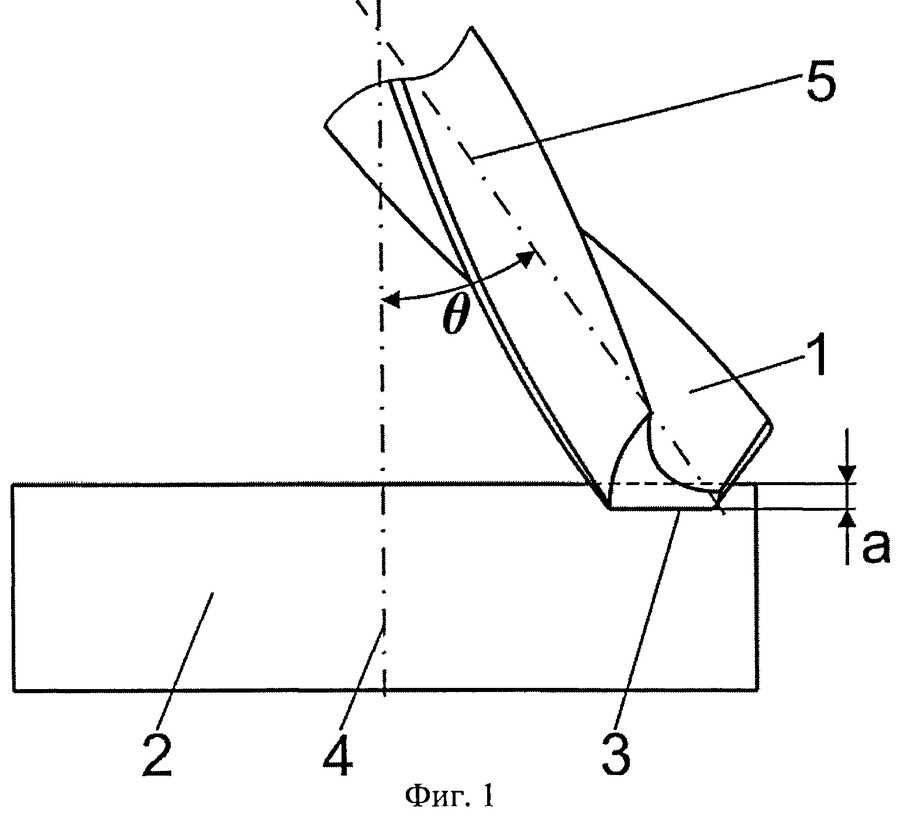
Сверло имеет две режущие поверхности, по одной с каждой стороны от его центральной оси, срезанные под углом примерно 60 градусов ( Рис. 1 ).
| Рисунок 1: Части бурового долота. |
Обратите внимание, что каждая из этих угловых поверхностей также срезана под немного более узким углом, создавая еще одну плоскость. Эта плоскость создает режущую кромку, а также область рельефа за этой кромкой. Эта рельефная зона предотвращает контакт с разрезаемым металлом при сверлении отверстия, что снижает сопротивление и трение.
Спиральная канавка в сверле называется канавкой. Он действует как канал, направляющий отрезанный материал из отверстия, образованного двумя режущими кромками.
Для заточки сверла мы обработаем каждую из рельефных областей, сохраняя тот же угол, что и эти плоскости, что важно для правильной работы сверла после заточки ( Рис. 2 ). Режущие кромки будут заточены путем уменьшения небольшого количества металла с каждой поверхности.
2 ). Режущие кромки будут заточены путем уменьшения небольшого количества металла с каждой поверхности.
| Рисунок 2: Площадь сечения и угол плоскости рельефа. |
Начните с вставки и затягивания разделительного диска из карбида кремния в наконечник № 30 гибкого стержня. Закрепите изношенное сверло в винтовом стержне и прижмите его к установочному штифту, пока вы позиционируете сверло, подлежащее шлифовке, на затылованной области.
| Рис. 3: Всегда соблюдайте угол плоскости рельефа при заточке. |
Осторожно опустите разделительный диск, чтобы слегка коснуться целевой поверхности. Не меняя угла, поверните долото в держателе и повторите на противоположной плоскости рельефа ( рис. 3 ). Как только это будет завершено, у вас будет новое заточенное сверло. Это может потребовать некоторой практики, но это ценный метод, который может сэкономить время на работе.
Это может потребовать некоторой практики, но это ценный метод, который может сэкономить время на работе.
Дон Хьюз и Марк Б. Манн – © GIA – 2012
Совместно с
Для получения дополнительной информации о программе GIA по производству ювелирных изделий нажмите здесь.
Все права защищены на международном уровне. Авторское право © ГИА. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги — коммерческое использование этой информации не допускается без письменного разрешения от GIA
. Вы принимаете на себя всю ответственность и риск за использование ресурсов безопасности, доступных на или через эту веб-страницу. ООО «Международное общество драгоценных камней» не несет никакой ответственности за материалы, информацию и мнения, представленные на этой веб-странице или доступные через нее. Никакие советы или информация, представленные на этом веб-сайте, не создают никаких гарантий. Вы полагаетесь на такие советы, информацию или содержимое этой веб-страницы исключительно на свой страх и риск, включая, помимо прочего, любые инструкции по безопасности, ресурсы или меры предосторожности или любую другую информацию, связанную с безопасностью, которая может быть доступна на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за травмы, смерть или ущерб, возникшие в результате их использования.
Никакие советы или информация, представленные на этом веб-сайте, не создают никаких гарантий. Вы полагаетесь на такие советы, информацию или содержимое этой веб-страницы исключительно на свой страх и риск, включая, помимо прочего, любые инструкции по безопасности, ресурсы или меры предосторожности или любую другую информацию, связанную с безопасностью, которая может быть доступна на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за травмы, смерть или ущерб, возникшие в результате их использования.
24 мая 2021 г. 1 Комментарий
Сверла с кобальтом — лучший вариант для самых прочных материалов для индивидуального стального проекта. Они сделаны из небольшого процента кобальта, сплавленного с горячей обработкой стали; эти долота, естественно, более прочные и более термостойкие, чем обычные сверла, из-за примеси кобальта.
Было бы лучше, если бы у вас было остроконечное сверло из кобальта, чтобы легче формировать вырез и, следовательно, отверстия были идеальными. В зависимости от задачи и от того, сверлите ли вы дерево, сталь, железо или титан, сверла доступны в различных размерах и углах заточки. Кобальтовые сверла обладают высокой термостойкостью, что делает их идеальными для многократного использования. Но через короткое время передняя кромка становится тупой и требует заточки. Если у вас есть шлифовальный станок, вы сможете заточить насадки самостоятельно.
Зачем нужно точить сверла?Как и сменный автомобиль, буровое долото начинает изнашиваться, как только вы начинаете им пользоваться. В отличие от сменной машины, восстановить первоначальную остроту сверла относительно легко.
Если вам интересно, зачем затачивать сверла вместо того, чтобы оставить их или заменить, вот несколько причин.
Снижает риск получения травм: На профессиональных кухнях есть пословица: тупые ножи режут пальцы. Эквивалент действительно сверла — чем они тупее, тем больше шансов нанести травму.
Снижает вероятность того, что сверло сломается: Сломанное сверло может быстро превратиться в снаряд, если оно сломается в середине сверления. Это также пустая трата времени, так как вам приходится ездить и покупать новые биты.
Защищает дрель: Не только пальцы, глаза и лицо могут быть повреждены тупым сверлом. Чем легче сверло, тем тяжелее будет работать дрель, что может вызвать нагрузку на двигатель.
Экономичность: Зачастую дешевле заточить уже имеющиеся биты, чем покупать новые.
Обеспечивает чистый срез: Острые сверла готовы к аккуратному проходу материала. Когда сверла затупляются, они, как правило, зацепляются за предметы, в которые сверлят, что может сделать ваш законченный проект менее аккуратным.
Ниже приведены шаги по заточке кобальтовых сверл.
ШАГ 1Проверьте свои скучные части. Ваша цель состоит в том, чтобы избавиться от достаточного количества металла, чтобы получить острое лезвие. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты повреждены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты не выглядят жалко, начните с более мелкого наждака.
ШАГ 2Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите переднюю кромку точно параллельно передней части наждачного круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. не поворачивайте и не вращайте его; держите его прямо и держите под первым заводским углом 60 градусов.
ШАГ 3 Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — быстро отшлифовать тусклую поверхность, а не повредить сверло. Специализируйтесь на шлифовке пятки биты, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если кривая недостаточно крутая, буровое долото не будет плавным.
Помните: ваша цель — быстро отшлифовать тусклую поверхность, а не повредить сверло. Специализируйтесь на шлифовке пятки биты, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если кривая недостаточно крутая, буровое долото не будет плавным.
Подробнее: Что такое сверло Jobber?
Сделайте паузу после 4-5 секунд заточки и опустите сверло в питьевую воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что буровое долото станет слишком горячим, чтобы его можно было носить, и даже быстрее повлияет на металл, что сократит практический срок службы долота. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно точно заточено на той стороне, с которой вы только работали.
ШАГ 5