материалы в категории
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 — напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha — фаза открывания тиристора, t — время).
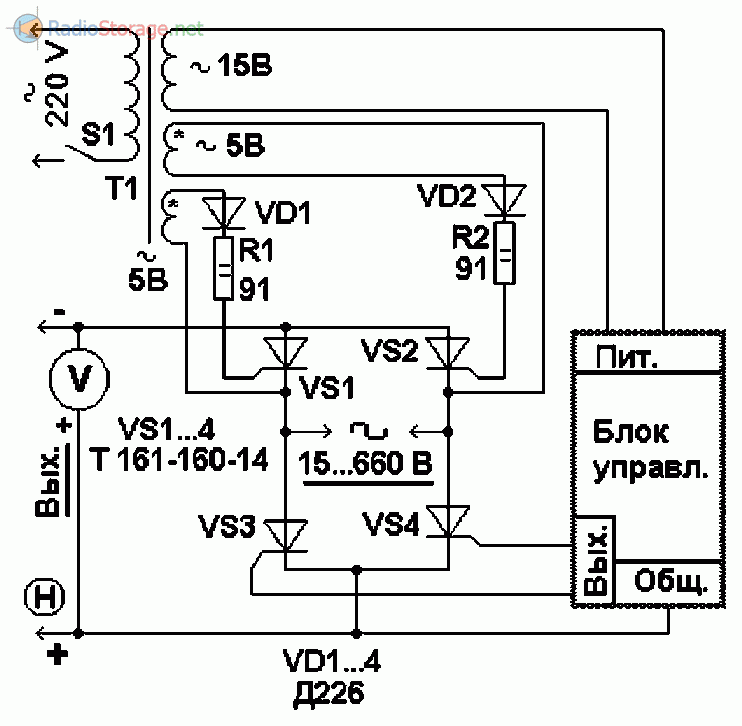
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Моделист-конструктор 1994 №9.
А.ЧЕРНОВ, г. Саратов
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
По принципу монтажа можно выделить следующие части:
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
В работе участвуют три блока:
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.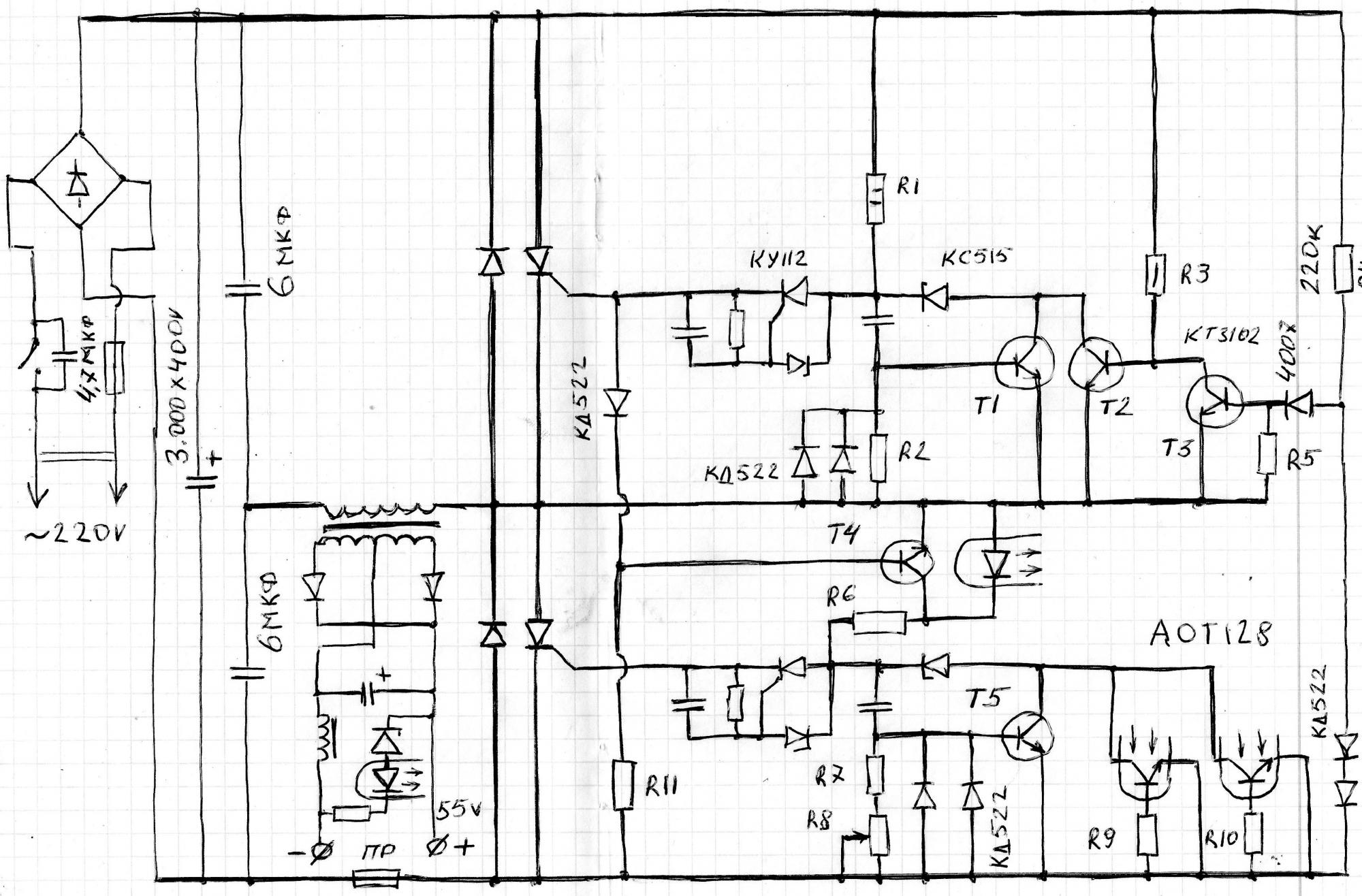
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товары Полезные сервисы и программыСВАРОЧНЫЙ АППАРАТ
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного «бублика». Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.
Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.
Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной — можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.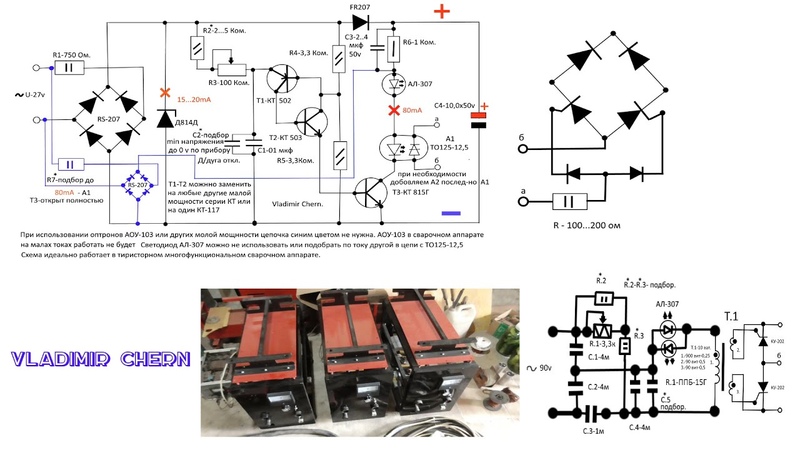
В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.
Она так-же крепится на общее основание. Для ввода сети 220 В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.
Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе — оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220 В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.
Вот и понятно, зачем по схеме указан второй подстроечный резистор — он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.
Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зафиксировать этот момент.
Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.
Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200 мкФ 100 В. Соединив их с помощью двух медных полосок параллельно, получил вот такую батарею.
Для этого нашлось 5 штук отличных электролитов на 2200 мкФ 100 В. Соединив их с помощью двух медных полосок параллельно, получил вот такую батарею.
Проводим опять испытания — электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание — это разряжаются конденсаторы. Очевидно без дросселя не обойтись.
И тут удача не оставила нас с преподавателем — в каптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4 мм по Ш-железу и имеющий вес 16 кг.
Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны — учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
Форум по сварочным аппаратам
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих.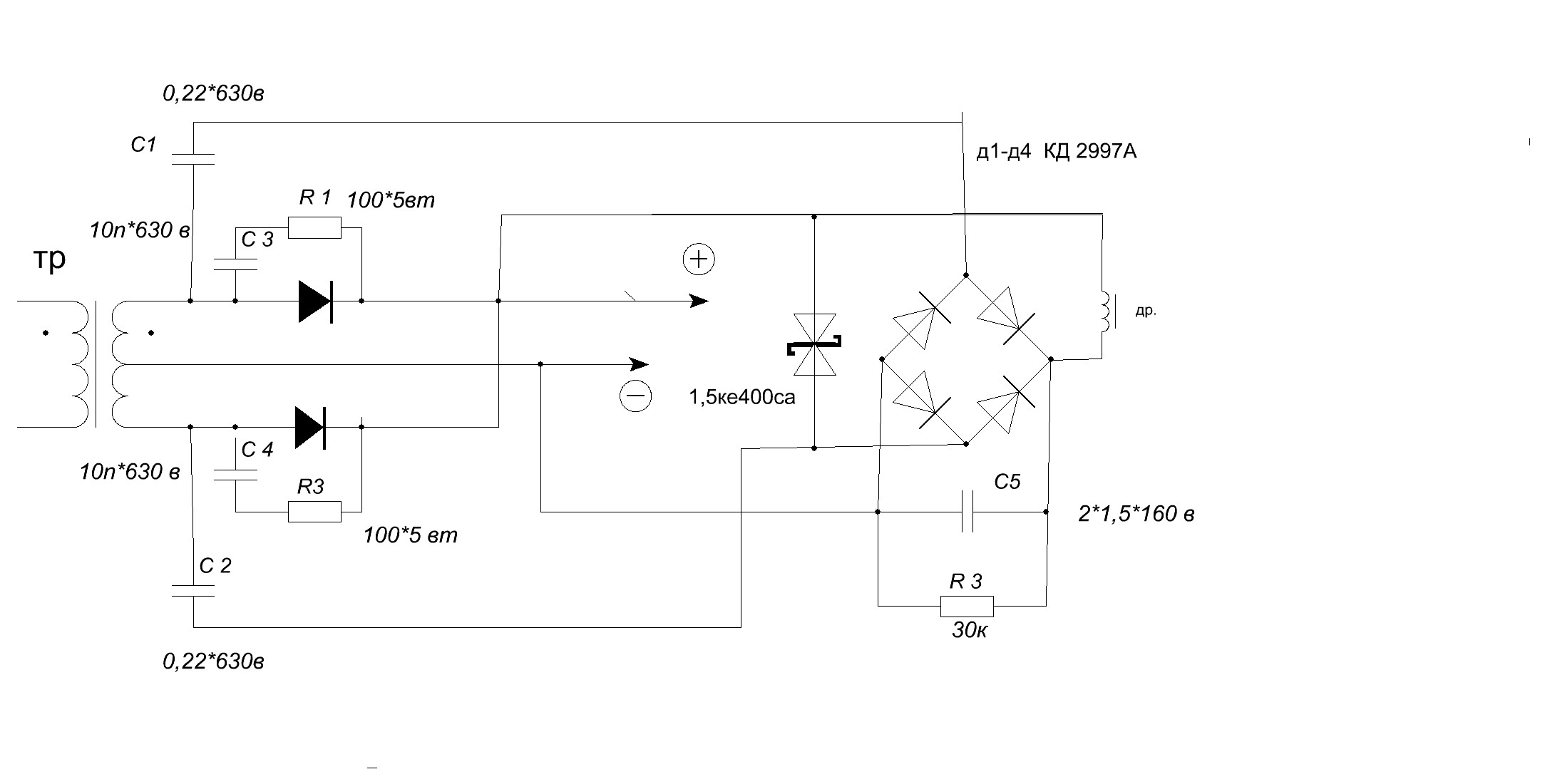 Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Откройте картинки в новом окне, чтобы лучше видеть текст.
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
Тиристорные (автономные) инверторы.
Тиристорные инверторы. Назначение, применение.
Инверторы тока и напряжения.
Мостовая схема параллельного тиристорного инвертора. Принцип работы схемы.
Задание, метод. указания для самостоятельной работы по вопросу: «Принцип работы схемы инвертора с нулевым выводом».
А. А. Бокуняев. Электропитание устройств связи: Учебник для высших учебных заведений.- М.: Радио и связь 1988. с. 156-159.
Тиристорные инверторы. Назначение, применение.
Тиристорные инверторы – это устройства, которые работают на автономную нагрузку и предназначены для преобразования напряжения постоянного тока в напряжение переменного тока заданной или регулируемой частоты.
1. В системах электроснабжения потребителей переменного тока, когда единственным источником питания является источник напряжения постоянного тока (например: аккумуляторная или солнечная батарея).
2. В системах гарантированного электроснабжения при исчезновении напряжения сети питания (например: для личных нужд электростанций, ЭВМ)..
3. Для частотного регулирования скорости асинхронных двигателей.
4. Для питания потребителей переменного тока от линий электроснабжений постоянного тока.
5. В конверторах для преобразования постоянного напряжения одной величины в постоянное напряжение другой величины.
Коммутационными элементами в инверторах является тиристоры или силовые транзисторы.
Инверторы тока и напряжения.
В зависимости от специфики электромагнитных процессов различают инверторы тока и инверторы напряжения (рис. 1а, б).
Рисунок 1: а) инвертор тока б) инвертор напряжения
В инверторах тока силовая цепь схемы подключается к источнику постоянного напряжения через дроссель L с большим индуктивным сопротивлением (источник тока должен иметь большое сопротивление).
В инверторах напряжения параллельно источнику питания включается конденсатор большой ёмкости, чем исключается влияние на работу устройства Rвнутр источника (получаем источник напряжения с переменным током). Таким образом, коммутация тиристоров в инверторах тока проводится при постоянном токе, а инверторах напряжения – при постоянном напряжении.
При работе инвертора схема управления поочерёдно включает пару тиристоров VS1, VS4 или VS2, VS3, благодаря чему на нагрузке появляется переменное напряжение – с помощью ключевой схемы нагрузка подключается таким образом, чтобы в ней протекал ток разных направлений.
Если нагрузка инвертора напряжения имеет индуктивный или активно-индуктивный характер, то параллельно тиристорам включают обратные диоды. Этим обеспечивается передача накопленной в индуктивности энергии назад в источник питания.
Основной проблемой при проектировании инверторов является обеспечение надёжного выключения тиристоров, которые находятся в открытом состоянии, перед выключением тиристоров, которые не проводили ток. Это реализуется с помощью схем принудительной коммутации, которые обеспечивают запирание тиристоров в цепях постоянного тока. В цепях постоянного тока включение тиристора осуществляется путём включения параллельно тиристору предварительно заряженного конденсатора с напряжением, полярность которого обратна относительно тиристора (принудительная коммутация).
Мостовая схема параллельного тиристорного инвертора. Принцип работы схемы.
В цепях постоянного тока выключение тиристора обеспечивается путём включения параллельно тиристору ранее заряженного конденсатора с напряжением, полярность которого обратна по отношению к тиристору (принудительная коммутация). Рис. 2.
Рис. 2 Мостовая схема параллельного тиристорного инвертора
По способу включения конденсатора С с нагрузкой тиристорные инверторы делят на: параллельные, последовательные и последовательно-параллельные.
Принцип действия мостового инвертора (рис. 2):
Тиристоры открываются попарно (VS1 и VS3, VS2 и VS4) на время равное Т / 2 под воздействием положительных импульсов тока, которые подаются от схемы управления в управляющие электроды тиристоров. Выходной ток инвертора распределяется между нагрузкой и конденсатором, заряжая конденсатор полярностью, указанной на рисунке 2 без скобок. При t = T/2 схема управления посылает импульсы и включает тиристоры VS2 и VS4. Конденсатор оказывается закороченным. Ток заряда конденсатора, протекая навстречу анодному току тиристоров VS1 и VS3, уменьшает его до 0 практически мгновенно из-за малости сопротивления в контуре разряда конденсатора через тиристоры.
После падения анодного тока тиристоров VS1 и VS3 до 0 к ним прикладывается обратное напряжение, равное напряжению на конденсаторе. VS1 и VS3 запираются. Конденсатор перезаряжается через VS2 и VS4, приобретая противоположную. Полярность, необходимую для осуществления коммутации на следующем полупериоде, когда включаются VS1 и VS3. Перезаряд конденсатора должен быть медленным.
Задание, метод. указания для самостоятельной работы по вопросу: «Принцип работы схемы инвертора с нулевым выводом».
В течение первого полупериода включён VS1. При этом в обмотках трансформатора под действием возрастающего тока I1 наводится ЭДС, под действием которой конденсатор заряжается до U, полярность которого указана без скобок. При Т/2 схема управления подаёт импульс и включается VS2. Конденсатор через открытый тиристор VS2 подключается параллельно тиристору VS1, и он запирается под воздействием обратного напряжения. В течение второго полупериода конденсатор С перезаряжается, приобретая противоположную полярность (в скобках). В начале третьего полупериода схема управления вновь включит тиристор VS1, коммутирующий конденсатор окажется подключенным через VS1 параллельно VS2, и он запрется. В дальнейшем процесс повторяется.
Рис. 3 Схема инвертора с нулевым выводом.
А. А. Бокуняев. Электропитание устройств связи: Учебник для высших учебных заведений.- М.: Радио и связь 1988. с. 158-159.
Колонтаєвський Ю.П., Сосков А.Г. Промислова електроніка та мікросхемотехніка: теорія і практикум: Навч. посіб./ За ред. А.Г. Соскова. 2-е вид. – К.: Каравела, 2004. с. 302 – 303.
Что такое тиристорный инвертор?
Какие элементы в качестве коммутационных использует в тиристорных инверторах?
Где применяют тиристорные инверторы?
Принцип работы инвертора тока и инвертора напряжения?
Какое назначение дросселя на входе схемы инвертора тока?
Зачем необходим конденсатор, подключенный параллельно к источнику питания, в схеме инвертора напряжения?
В чем заключается главная проблема при проектировании инверторов?
Что такое принудительная коммутация, т.е. как осуществляется выключение тиристора в цепях постоянного тока?
Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Схема инверторного сварочного аппарата:
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.
На плату припаиваются конденсаторы, количеством около 14 штук. Они выведут выбросы трансформатора в цепь питания. Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные снабберы, содержащие конденсаторы С15 и С16. Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.
Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.
Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.
Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
В различных изданиях попадались публикации на данную тему, но положительного результата добиться не удавалось. Дело в том, что если просто подключить к трансформатору диодный или диодно-тиристорный выпрямитель, на выходе получается напряжение с пульсацией 100 Гц. При сварке электродом для постоянного тока это достаточно много. В результате дуга нестабильна и постоянно срывается. Не помогает и установка в разрыв вторичной цепи сглаживающего дросселя. Но когда сварочный аппарат стоит в холодном гараже или под навесом на улице, где температура воздуха зимой опускается до -15. -25°С, и необходимо срочно что-то приварить, достаточно сложное электронное устройство начинает давать сбои.
Поэтому была собрана более простая схема выпрямителя, которая неплохо показала себя даже в зимний период.
Устройство (рис.1) состоит из сварочного трансформатора (промышленного или самодельного), диодно-тиристорного выпрямителя со схемой управления, сглаживающего конденсатора С1 и дросселя L1.
Фактически — это простой регулятор мощности. Так как питание схемы управления стабилизировано, установленное значение сварочного тока поддерживается довольно стабильно. Из-за наличия в схеме фильтрующих элементов С1 и L1, пульсаций напряжения на выходе практически нет. Дуга держится надежно, и качество шва получается высоким. Схема управления — это фазоимпульсный генератор на аналоге однопереходного транзистора, собранный на двух транзисторах разной проводимости. Питается от вторичной обмотки сварочного трансформатора Т1 через диодный мост VD1 и стабилизатор, образованный стабилитронами VD2, VD3. Их можно заменить одним на соответствующее напряжение стабилизации. Резистор R1 ограничивает ток, протекающий через стабилитроны. В зависимости разных выходных напряжений сварочных трансформаторов приходится подбирать R1 для оптимального тока стабилизации стабилитронов VD2, VD3 и устойчивой работы фазоимпульсного генератора.
Переменным резистором R2 производится регулировка сварочного тока. Он изменяет время заряда конденсатора С1 до напряжения открывания ключа на транзисторах VT1 и VT2.
При желании расширить диапазон регулировки тока (в меньшую сторону), увеличивается сопротивление R2 до 100 kOm. Управление мощными тиристорами VS1, VS2 , производится с помощью
маломощных VS3 и VS4, которые, в свою очередь, запускаются генератором через импульсный трансформатор T2.
В моем варианте выпрямитель с регулятором выполнен отдельным блоком и присоединяется к сварочному аппарату гибкими перемычками примерно 0,5 м длиной. Это более удобно, так как не надо переделывать уже готовый сварочный аппарат, к тому же, можно варить как постоянным, так и переменным током. При таком исполнении выпрямительный блок можно подключать к любому сварочному трансформатору. Диоды и тиристоры установлены на отдельных ребристых радиаторах (рис.2).
Все соединительные перемычки выполнены многожильным медным проводом с контактными клеммами на концах под болтовое соединение. Электронная схема управления выполнена на печатной плате (рис.3), хотя и объемный монтаж, собранный качественно, ничуть не хуже.
Импульсный трансформатор Т2 — марок ТИ-3; ТИ-4; ТИ-5, с коэффициентом трансформации 1:1:1. Его можно намотать самому на ферритовом кольце, например, 32x20x6 МН2000. Все обмотки содержат по 100. 150 витков медного обмоточного провода марки ПЭВ, ПЭЛШО 0,25. 0,3 мм. Перед намоткой сердечник необходимо обмотать слоем лакоткани. Конденсатор С1 набран из 4 конденсаторов по 15000 мкФ с рабочим напряжением не менее 80В. Так как при замыкании и размыкании сварочной цепи и при горящей дуге токи подпитки, протекающие через конденсаторы, очень велики, то соединять конденсаторы необходимо по схеме «звезда» (от одной соединительной клеммы идут 4 провода на вывод «+» каждого конденсатора, и от второй клеммы — также 4 провода на вывод «-» конденсаторов). Сечение каждого провода выбрано таким, чтобы суммарное сечение всех 4 проводов было не меньше сечения питающих силовых кабелей.
При недоборе емкости кондесатора С1, 44000 мкф (два импортных по 22000 мкф на 90 в,) при работе аппарата кондесаторы греются от увеличенных токов (заряд-розряд), при четырех импортных по 22000 мкф на 90 в, при очень длительной работе в режиме сварки немного теплые. Практика показала, что С1 лучше работает из большего количества кондесаторов меньшей емкости.
Дроссель намотан на сердечнике площадью 20. 30см2, с немагнитным зазором 0,5. 1 мм. Количество витков может быть от 25 до 60. 80. Чем больше витков, тем лучше, но ухудшается отвод тепла от внутренних слоев обмотки. Провод для намотки должен иметь сечение, не меньшее площади сечения провода, которым намотана вторичная обмотка трансформатора. Это касается и всех перемычек, которыми сделаны соединения силового блока.
Сварочный ток может достигать 100. 180А, в зависимости от мощности сварочного трансформатора. Это надо учитывать при монтаже.
При болтовом соединении надо соблюдать правило: сварочный ток не должен протекать через болт, если, конечно, он не медный или латунный. Это в основном касается входных и выходных клемм. Один из вариантов, как можно сделать, показан на рис.4.
Корпус выпрямителя желательно изготовить из негорючего материала, но можно даже из фанеры, если позволяет объем и отступить подальше от нагревающихся радиаторов.
В корпусе обязательны вентиляционные отверстия. Ручка регулятора тока устанавливается на корпусе, и вокруг наносится шкала с делениями — для более удобной установки тока. Для удобства регулировки рабочего тока я установил контрольную лампочку накаливания 110 в минимальной мощности по степени которой я ориентировался при установке тока сварки. В качестве предохранителя в первичной цепи трансформатора используется автомат на соответствующий рабочий ток.
Вентилятор для принудительного охлаждения необходимо использовать с достаточно приличной по размерам крыльчаткой. Все это создает условия для безопасной, более надежной работы устройства.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе — работает не иначе, как «часы».
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Время чтения: 10 минут
Инверторная сварка — самая популярная из всех на данный момент. Казалось бы, еще 20 лет назад об инверторах и речи не шло. А сейчас простенький инверторный аппарат можно найти на даче у каждого второго дачника и в гараже у многих автомобилистов. Раньше сварочный аппарат был сложен в освоении и за сварку принимались только те, кто действительно хотел постичь все азы этого дела. Но времена изменились. Сейчас даже новичок может включить инвертор в розетку и начать сварку, посмотрев один-два обучающих ролика в интернете.
Не удивительно, что инверторные аппараты завоевали такую популярность. Производители во многом этому поспособствовали, выпустив в продажу бюджетные аппараты. Сейчас можно зайти в обычный строительный магазин и увидеть там инвертор ценой в 50$, а то и меньше. Ассортимент большой, и каждый может подобрать аппарат для своих целей.
Но что делать, если у вас нет средств на качественный инвертор, а покупать дешевого «китайца» вы не хотите? А может быть, вы просто любите изготавливать электроприборы и хотите собрать сварочный аппарат? Эта статья для вас. Мы расскажем, что такое инвертор, каково его устройство и принцип работы, стоит ли вообще собирать инвертор самому и, наконец, как сделать сварочный инвертор своими руками.
Сварочный инвертор (именно инвертор, а не инвентор, как путают многие сварщики) — это разновидность сварочного оборудования. Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК ) являются лишь разновидностью одной из четырех групп.
Задача любого сварочного прибора — это легкая генерация сварочной дуги и поддержка ее стабильного горения. Инверторы отлично справляются с этой задачей, оставаясь простыми и понятными в эксплуатации. Аппараты инверторного типа завоевали свою популярность лишь в 21 веке, поскольку производители научились изготавливать недорогие модели для бытового применения. И на данный момент инвертор — это самый популярный тип сварочного оборудования в мире.
Чем же инвертор так понравился многим сварщикам? Дело в том, что в основе инвертора лежит силовой трансформатор нового поколения, который имеет существенной меньшие габариты и вес, чем трансформаторы из прошлого столетия. Благодаря такой особенности инженеры смогли создать самые маленькие сварочные аппараты весом не более 5 кг, которые при этом снабжены набором дополнительных функций (например, «горячий старт» или « форсаж дуги »).
Применение инверторных аппаратов позволяет варить даже новичку без опыта, поскольку встроенные функции упрощают сварочный процесс. При этом возможна плавная регулировка силы сварочного тока и детальная настройка режима сварки. Не удивительно, что инверторы стали настолько популярны и их даже начали собирать своими руками.
Стандартный инвертор состоит из трех условных частей: силового трансформатора, блока электросхем на транзисторах и дросселя. Трансформатор необходим для понижения входящего напряжения электросети до необходимого значения. Блок электросхем — это «мозг» инвертора. А дроссель уменьшает пульсацию тока, выполняя стабилизирующую функцию.
Ниже вы можете видеть устройство типичного инвертора. Как видите, оно простое и понятное, так что вы сможете без проблем собрать похожую инверторную сварку своими руками. Откройте изображение в новой вкладке, чтобы приблизить его.
Также ниже схема сварочного инвертора. Можно использовать любую из двух представленных. В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
Сборка сварочного инвертора своими руками требует тщательной подготовки. Для этого недостаточно знать одно лишь устройство аппарата. Нужно понимать принцип его действия.
Принцип работы инвертора выглядит так. Сначала переменный ток частотой в 50 Гц поступает на выпрямитель прямо из вашей бытовой электросети. Проще говоря, из розетки. Пройдя через выпрямитель, ток сглаживается с помощью фильтра. На выходе мы получаем постоянный ток, который снова преобразовывается в переменный с помощью транзисторов.
Полученный переменный ток обладает слишком высокой частотой, поэтому аппарат понижает ее до необходимого значения, чтобы вы могли получить силу сварочного тока в среднем около 200 Ампер (в зависимости от модели аппарата и его технических характеристик).
Зная это, вы сможете сами собрать сварочный аппарат своими руками в домашних условиях, обладая базовыми знаниями в области электротехники.
В качестве расходных материалов самодельный аппарат будет использовать обычные плавящиеся электроды с защитным покрытием. Они бывают разных типов, марок и диаметров. Теме выбора сварочных электродов мы посвятили сразу несколько статей. Прочтите их, чтобы разбираться в теме и не ошибиться с выбором расходников.
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Сборка простого сварочного инвертора не будет для вас проблемой, поскольку необходимо обладать лишь базовыми знаниями в области электротехники и использовать простые детали. Посмотрите ниже видеоролик о том, как собрать самый простой сварочный инвертор своими руками, поместив всю «начинку» в компьютерный корпус.
В ролике подробно рассказывается, какие детали были использованы и каков принцип работы этого аппарата. Детали можно без проблем найти на радиорынке или онлайн, и собрать простой самодельный аппарат в домашних условиях. А у многих умельцев та же ручка для сварочного инвертора или трансформатор для сварочного инвертора без труда находятся даже в собственном гараже.
Автор видео показывает полную работоспособность такого прибора и уверяет, что собранный им инвертор очень надежен и неприхотлив в хранении. Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе).
Вот и все, что вам нужно знать о сборке инвертора своими силами. В видеоролике показан довольно простой аппарат, который, тем не менее, способен годами работать, не доставляя никаких проблем с его эксплуатацией и обслуживанием. В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций.
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора — его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертора
Для работы нам понадобится следующее оборудование:
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмоток
Между первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Схема: разобранный сварочный инвертор
Вес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютера
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Создайте свой собственный аппарат для дуговой сварки! Многие из вас так терпеливо ждали прибытия этих ПОДРОБНЫХ ПЛАНОВ , что вы можете приобрести и загрузить (4,6 МБ pdf!) За небольшую плату.
Вы получаете 90 страниц высококачественных цветных иллюстраций, фотографий, строительных заметок
и всех часто задаваемых вопросов в удобном для печати формате PDF. И НАМНОГО больше
информации, чем в бесплатной (читай: скинни) версии.
Поскольку я очень предан своим читателям, исходная HTML-версия моего
чертежей самодельного сварщика все еще здесь.Это никуда не денется. Итак, вы,
, можете просмотреть (как всегда: бесплатную) фотогалерею этого проекта
ниже.
Он построен из использованных трансформаторов для микроволновых печей. Твердотельный модуль SCR
обеспечивает регулировку мощности, в отличие от обычных сварочных аппаратов AC
, которые просто переключают многоотводный трансформатор.
Обновление за июнь 2013 г .: вот хорошая ссылка, объясняющая, как работают SCR:
http://www.allaboutcircuits.com/vol_3/chpt_7/5.html
(я обнаружил, что когда искал, как использовать 4 больших «хоккейных пук» SCR для изготовления выпрямительного моста)
Вот
фото.Как видите, разделов три. Нижняя секция
, которая является основанием шкафа, содержит 8 трансформаторов. (Видны четыре
.) В центральной части находятся охлаждающие вентиляторы, органы управления питанием
и большая часть проводки. В верхней части находится лоток для инструментов и ручка для переноски
. (Я говорю «ручка для переноски» немного осторожно; этот зверь
весит 140 фунтов!) Прокрутите вниз, чтобы увидеть схему и примечания к дизайну!
Создайте свой собственный аппарат для дуговой сварки!
Щелкните изображение, чтобы увеличить его.Это то, что хотели увидеть большинство из вас,
, поэтому я поместил это изображение здесь, вверху страницы
. Он также включен ниже на странице, где есть более
информации по каждому компоненту. Обратите внимание, что эта схема не является абсолютной
. Допуски полупроводников и катушек индуктивности достаточно различаются, так что вам
придется поэкспериментировать со значениями и конфигурациями, чтобы заставить его работать в
в вашей собственной уникальной ситуации.
Зачем создавать собственный сварочный аппарат?
С технологиями, доступными практически каждому, есть
увеличивающиеся возможности для домашнего любителя.Скорее всего, вы читаете это руководство для
, либо зная о возможности легко найти детали, собранные в
в простые конструкции, либо с желанием узнать о нем больше. Вот о чем
это руководство; Моя цель — рассказать об этих проектах и позволить вам, как читателю, создавать полезные инструменты и получать выгоду не только от их использования, но и от знаний и опыта, приобретенных при фактическом планировании, сборке
и завершении такого проекта.
Факты о самодельной технике
Есть несколько важных фактов о самодельных инструментах.Вы не всегда можете сэкономить
, создавая собственное оборудование. Изготовление собственных инструментов может занять
очень много времени. А самодельная техника не всегда лучше, чем
купленных в магазине.
Вот и обратная сторона этих фактов. У большинства из
нас больше времени, чем денег. Если мы сможем найти источники для дешевых или бесплатных запчастей
, мы сможем сэкономить много денег, а время будет единственной другой статьей расходов.
Кроме того, некоторые самодельные инструменты даже не доступны в магазине, или
может иметь удобные функции, которых нет у их купленных в магазине аналогов.
Люди строят собственное торговое оборудование по разным причинам, и на некоторые из них я уже намекал:
Им нравится строить вещи
Они хотят улучшить дизайн.
Им нужен инструмент, который не может найти другого пути.
Им нужен инструмент для создания другого инструмента.
Они хотят сэкономить.
Изучение дуговой сварки
Чтобы воспользоваться преимуществами этого руководства, вам не нужно знать, как выполнять сварку. Даже если
вы знаете о сварке все, то, что находится внутри сварщика, — это совсем другая история.Прежде чем вы сможете успешно построить аппарат для дуговой сварки, вам необходимо
понять, как он работает и какие компоненты используют.
Сварочный аппарат
— это источник питания высокого напряжения и низкого напряжения. Есть два типа
: постоянный ток и постоянное напряжение. Сварочный аппарат Stick
работает с постоянным током. Подача проволоки на сварочные аппараты
постоянного напряжения. Сварщики обычно используют трансформаторы для снижения напряжения
и повышения силы тока до уровней, пригодных для сварки. В сварочных аппаратах TIG и других типах
используются специальные высокочастотные источники питания, описание которых выходит за рамки данного руководства.
Трансформаторы
с многослойным стальным сердечником имеют постоянную характеристику тока, что делает их
идеальными для сварки. Практически в любом сварочном аппарате есть трансформатор
, который состоит из трех основных частей: первичной обмотки, вторичной обмотки
и многослойного железного сердечника. Обмотки медные.
Первичные обмотки подключаются к линейному напряжению, а в сварочных аппаратах это
, как правило, 240 вольт. Вторичные обмотки питают дугу и намного тяжелее на
медных обмоток.Обмотки намотаны на железный сердечник. В
нет электрического соединения между первичной и вторичной обмотками
. Электроэнергия передается магнитным способом через железный сердечник
.
Блок питания для сварки также нуждается в
способе изменения мощности дуги. Есть несколько способов добиться этого. Один из способов
— иметь увеличивающееся количество ответвлений вдоль вторичных обмоток
, чтобы от них потреблялось различное количество энергии. Другой способ — сконфигурировать трансформатор
таким образом, чтобы первичная обмотка могла перемещаться в сторону
или от вторичной, передавая больший или меньший магнитный поток на вторичную обмотку
.Другой — изменить ширину импульса линейного тока
первичной обмотки. Сварщик в этом руководстве использует контроллер шириной
импульса.
Электрическая схема, электрическая схема
Модификации сварочного аппарата
Вы можете собрать сварочный аппарат любым способом по вашему выбору. Гораздо проще было бы включать и выключать различные комбинации трансформаторов
для получения различных настроек нагрева
. Или вы можете удалить концевые блоки двух трансформаторов, поставить их встык
и настроить подвижный первичный контроллер.Причина, по которой я выбрал для этого руководства контроллер ширины импульса
, заключается в том, что он обеспечивает простую надежную конструкцию с небольшим количеством движущихся частей.
Маленький сварочный аппарат на 110 В, который я сделал для своего отца
Трансформатор и селектор тепла являются основными строительными блоками аппарата
для дуговой сварки. Однако есть ряд других компонентов поддержки
, которые необходимо упомянуть. Шкаф, в котором находится сварочный аппарат, должен иметь конструкцию
, защищающую от сварочной пыли.Этот шкаф в сборе должен включать охлаждающий вентилятор
, чтобы обеспечить достаточный воздушный поток для охлаждения компонентов. Зажим заземления
и электрододержатель (часто не входят в комплект при покупке сварочного аппарата
) также необходимы перед сваркой. И вам понадобится розетка
на 220 В для подключения сварочного аппарата, а также шнур и вилка на самом сварочном аппарате
.
Получение запчастей
Часть острых ощущений при создании аппарата для дуговой сварки
вызывает модификацию компонентов, из которых состоит источник питания.Трансформаторы, охлаждающие вентиляторы
и детали шкафа взяты из старых микроволновых печей.
Я обошел
местных дилеров бытовой техники и сервисных магазинов и сказал им, что я хочу делать, и они были счастливы подарить мне
свои микроволновые печи для утиля. Я также поместил объявление в газету, потому что
большинство розничных продавцов бытовой техники берут плату, чтобы принять старый прибор
своих клиентов, и люди были рады принести мне свои микроволновые печи
, зная, что я не буду брать с них плату, чтобы принять его, и что он будет переработано
в самодельное торговое оборудование.
Однако одно слово из
предупреждения. Ваш двор или гараж будут завалены
микроволновых печей, ожидающих разборки. Для завершения этого проекта вам понадобятся восемь больших трансформаторов
, а также микроволны
мощностью от 950 Вт и выше. Если вы размещаете рекламу в газете,
не сможет выбрать то, что вы получите, но не отчаивайтесь; у этих странных может быть
только подходящий трансформатор для вашего датчика легкого запуска или только подходящий вентилятор
для системы охлаждения.Я насчитал в общей сложности 22 печи, прежде чем мой сварщик
был готов. Возможно, мне не понадобилось бы такое количество, но у меня
было много хороших деталей и, вероятно, достаточно трансформаторов, чтобы построить еще один сварочный аппарат
. На момент написания этой статьи я раздумывал над идеей сварочного аппарата
меньшего размера, который мог бы работать от 120 В для более легких проектов.
Передняя и нижняя часть шкафа изготовлены из дерева. Детали, которые вам нужно будет купить
, перечислены ниже. Большинство этих деталей поступает из магазина оборудования
, за исключением модуля IRKT71 SCR.Вам необходимо заказать
в компании-поставщике электроники. Я заказал свою в Newark
Electronics, но вы также можете найти эту часть в Digikey Electronics или
, вы можете найти другие источники на веб-сайте International Rectifier.
Доработка трансформаторов
Трансформаторы для микроволновых печей — это повышающие трансформаторы. Это означает, что
напряжение на вторичной обмотке выше, чем на первичной. В микроволновых печах
первичная обмотка принимает стандартный домашний ток, 120 вольт.
Вторичное напряжение обычно составляет 4000 вольт. Вторичная обмотка
должна быть удалена, а на ее место должна быть установлена обмотка низкого напряжения. Новая вторичная обмотка
имеет типичное напряжение холостого хода 10 вольт. При нагрузке
при дуговой сварке это напряжение упадет до 2–4 вольт, а при
— до 250 ампер. Для новой вторичной обмотки
вы будете использовать одножильный провод №6. Многие люди спрашивают, сколько именно витков я поставил на этой новой вторичной обмотке
, и я всегда говорю, сколько вы можете уместить! Если вам нужно знать
, я получил от 12 до 15 витков на каждом трансформаторе.
Монтаж и подключение трансформаторов
Вот детали нижней панели аппарата для дуговой сварки, на котором установлены трансформаторы
. Поскольку не все трансформаторы аналогичны
, вам придется импровизировать там, где это необходимо. Установите трансформаторы
таким образом, чтобы можно было правильно и аккуратно подключать первичные и вторичные обмотки
. Вы даже можете нарисовать монтажные схемы на нижней плате
, чтобы упорядочить ее.
Построение шкафа
Корпус для самодельного сварочного аппарата выполняет несколько функций.
Верхняя часть похожа на тотализатор и служит местом для хранения
электродов, сварочных перчаток, кабелей и зажимов, отбойных молотков и
других предметов, используемых при сварке. Ручка для переноски сделана из дюбеля 1 1/2
и позволяет определить вес машины.
Шкаф также служит шасси для трансформатора и других компонентов
.Вентиляторы охлаждения установлены на той же фанерной перегородке
, на которой построен контроллер. Трансформаторы устанавливаются на днище
, которое представляет собой короткий кусок сосны 2 × 12. Построить прочный шкаф
обязательно, потому что готовый сварочный аппарат будет весить около 120 фунтов.
Не экономьте здесь.
Вы можете покрасить шкаф в любую цветовую схему
по вашему желанию, но основная цель краски — защитить древесину
от влаги и растворителей. Это также придает машине
профессиональный вид, который привносит ценность всех ваших усилий.
Маленький сварочный аппарат со снятой крышкой
Сборка контроллера Список деталей
C1: 600 пФ, 2 кВ, керамика
C2: 0,1 мф, 400 В, эпоксидный
C3:, 22 мф, 250 В, электролитический
Q1: Модуль тиристора IRKT71
Q2: Симистор диммера лампы
BR1: RB152 1A, мостовой выпрямитель, диаметр R
D1: Trigger : 1M линейный потенциометр
R2: 5k линейный потенциометр
Контроллер широтно-импульсного типа. Он работает, запитывая трансформаторы
короткими импульсами тока, средними выбросами или непрерывным током
, в зависимости от настройки на ручке переключателя нагрева, R1.Это
схема управления того же типа, что и в поворотных диммерах.
Вы можете использовать перфорированную плату с предварительно просверленными отверстиями, но я рекомендую собрать схему управления фазой
на розетке для экспериментатора. Это не намного дороже
, и если какой-то компонент сломается, вы можете легко подключить новый
, даже не прогревая паяльник. Прежде чем подавать питание, убедитесь, что
ваши соединения правильны, и никогда не работайте с
цепью при включенном питании!
Для модуля SCR я сначала
использовал два SCR Teccor S6070W, подключенных по обратной параллельной цепи, как
вы видите на схеме.Они оказались слишком легкими, и они
поджарились, когда я попытался сварить на полном огне прутком 5/32. После тщательного сравнения
цен в нескольких каталогах промышленной электроники я выбрал модуль
International Rectifier IRKT71 Inta-pak SCR. Насколько я помню, это стоило около
50 долларов. Я купил его через Newark Electronics. Ну
стоит своей цены. Он имел 3 больших винтовых клеммы наверху и 4 меньших лопатчатых разъема
на одном конце для схемы управления. Он содержит
двух тиристоров внутри и сконфигурирован с учетом схемы обратной параллели
.
Модуль SCR и радиатор в сборе
должны быть сконфигурированы для приема потока воздуха от одного из охлаждающих вентиляторов. Используйте смазку для радиатора
между модулем SCR и радиатором, чтобы обеспечить хороший теплопроводный контакт
. Эта сборка вообще не сильно нагревается
, и в том-то и дело. Тщательно выполните и проверьте подключения
к цепи управления фазой, датчику перегрева и переключателю только вентилятора
.
Схема легкого зажигания дуги не является обязательной.R2
контролирует чувствительность. Отрегулируйте его до наименее чувствительного значения
наименьшего нагрева. Таким образом, он наверняка будет работать при всех режимах нагрева. Он работает
, подавая полную мощность на электрод, пока вы не зажжете дугу. Этот
помогает предотвратить прилипание электрода к работе. Используйте для этого трансформатор платы brain
из одной из печей и измените его на
, как показано ниже: Найдите и снимите катушку вторичной обмотки и пропустите через нее одну петлю
многожильного кабеля №6. Подключите первичную обмотку к
указанным соединениям на BR1.
Закрепить все концы
В этой главе рассматриваются последние детали, необходимые для обеспечения работоспособности вашего сварочного аппарата.
Выполните окончательную разводку согласно схемам. Подключите сварочные кабели
и наденьте зажим заземления и электрододержатель. Установите шнур диапазона
и подключите его к главному выключателю питания и клеммной колодке трансформатора
. Присоедините ручку переключателя нагрева, и вы готовы подключить
к вашему новому дугосварочному аппарату.
Калибровку шкалы переключателя нагрева
можно выполнить любым способом, не важно знать точное значение
силы тока, подходящее для каждого сварочного процесса. Я откалибровал шахту
с напряжениями холостого хода, которые в квадрате примерно
пропорциональны сварочному току. Для этого установите вольтметр на шкалу
, подходящую для 80 вольт. Включите сварочный аппарат и отсоедините пусковое реле easy
. Поверните ручку переключателя нагрева на полную мощность и отметьте точку
на шкале.Затем поверните ручку обратно так, чтобы ваш вольтметр показал
70 вольт, и отметьте точку на циферблате. Поверните ручку обратно на 60 и отметьте
место. Повторите этот процесс с шагом 10 вольт. Или вы можете увеличить его на
с шагом 5 вольт. Если вы можете найти способ откалибровать циферблат
в амперах с помощью очень большого амперметра, вы, конечно, сможете это сделать.
Ускоренный курс по сварке
Если вы никогда раньше не занимались сваркой, рекомендую зайти в библиотеку
и ознакомиться с руководством по сварке.Если вы ДОЛЖНЫ начать сварку сразу после того, как
закончит сварку, прочтите эту главу.
ДО того, как вы
зажжете дугу. Для сварки
важно правильно одеться. Вам понадобится сварочный шлем, чтобы защитить глаза от ультрафиолетовых лучей
и предотвратить попадание искр в волосы. Шляпы из огнестойкого материала Fire
— тоже хорошая идея. Получить их можно при сварке
домов снабжения. Вам также понадобятся перчатки, чтобы защитить вашу кожу от солнечных ожогов arc
и сварочных брызг.Кожаные фартуки и кожаные ботинки предотвращают попадание сварочных брызг
на кожу. И не забывайте проводить сварку только в
хорошо вентилируемых помещениях. Сварка дает удушливый пыльный дым. Прочтите инструкции и предупреждения
на этикетках сварочных материалов и оборудования
.
Зажигание и поддержание дуги. Построить дугу
несложно. Подняв шлем, расположите электрод на расстоянии примерно
1/4 дюйма от того места, где вы хотите начать сварку. Опустите шлем
и сделайте быстрый удар электродом.Следите за дугой. Будьте готовы к тому, что
НЕМНОГО отодвинет электрод. Очень скоро у вас будет
, чтобы медленно продвигать электрод в сварной шов, поскольку он довольно быстро плавится
в сварочной ванне.
Укладка бус. Правильно поддерживаемая дуга
при горении электрода издает шипящий, потрескивающий звук.
Если держать дугу слишком далеко, гудение и разбрызгивание увеличивается. Удерживание
дуги до закрытия приводит к перегреву стержня и иногда залипанию дуги
. При укладке валика важно, чтобы электрод
продолжал двигаться в сварочную ванну по мере вашего движения.Горизонтальные бусинки самые простые.
С вертикальными полосками проще всего работать сверху вниз. При сварке длинных валиков
важно прихватывать каждые 6 дюймов, чтобы не допустить деформации
. Например, если вы свариваете металлическую коробку
вместе, скрепите всю коробку вместе, а затем вернитесь и уложите бусины
твердо. Если вы этого не сделаете, весь беспорядок будет настолько деформирован, что после первых двух швов форма
изменится, что вы не сможете закончить остальные
сварных швов.
Наконец, помните, что сварка — это то, что требует
практики.Вы не можете выучить это по руководству. Вы должны потратить некоторое время
, просто укладывая бусинки и экспериментируя. Попробуйте сварить велосипедные рамы. Задача
— сделать хорошие сварные швы, не прожигая металл.
Я обнаружил, что можно резать рамы велосипедов и другие тонкие металлические профили
с помощью большого сварочного прутка на большом токе. Однако опыт сварки
выходит за рамки данного руководства. Сходи в библиотеку и возьми
книг по сварке. Используйте их, чтобы направлять свой прогресс во время практики.
Поиск и устранение неисправностей
Кажется, что сварщик застрял на высокой силе тока, и изменение шкалы переключателя нагрева
не имеет никакого эффекта. Здесь может быть ряд ошибок. Убедитесь, что
правильно подключен к реле легкого пуска. Если это реле не втягивает
, когда вы зажигаете дугу, сварочный аппарат не переключается на выбранную вами мощность
.
Трудно зажечь дугу при низких настройках нагрева. Возможно, неисправен механизм легкого пуска
.Убедитесь, что
подключен правильно и используются нормально замкнутые контакты. Когда вы зажигаете дугу
, реле должно размыкаться. Эта проблема также возникает, если защитное покрытие сварочного прутка
повреждено на ударном конце.
Сварщик
работал прекрасно, но после сварки примерно 15 стержней 5/32 он внезапно прекратил работу. Вы перегрели сварщика. Датчик перегрева
выполнил свою работу и отключил контроллер. Поклонники по-прежнему должны бежать.
Дайте сварщику остыть в течение нескольких минут, и он снова начнет сварку.
Сварщик сработал прекрасно, но после двухчасовой сварки
что-то странно пахнет и дуга либо отсутствует, либо только полная сила тока.
Вы поджарили модуль SCR и перегрели трансформаторы. У большинства сварщиков
есть рабочий цикл. Это означает, что если рабочий цикл вашего сварочного аппарата
составляет 80%, вы должны сваривать не более 8 минут, а затем дать ему отдохнуть в течение 2 минут перед повторной сваркой. Или, если он имеет рабочий цикл
30%, вы должны подождать 7 минут между 3-минутными сварочными струями.Продолжительность включения
циклов для этого аппарата для дуговой сварки не определена. На самом деле он варьируется в
в зависимости от силы тока, с которой вы выполняете сварку. И не забудьте, что
держите вентиляционные отверстия открытыми и не допускайте скопления пыли внутри сварочного аппарата
. Пыль действует как изоляция и препятствует правильному охлаждению.
Еще одна вещь, которую нужно сделать, чтобы сварщик оставался холодным, — это включить только вентилятор.
переключаться между сварными швами. Это позволяет воздуху циркулировать в трансформаторах
, когда они простаивают.
Принципиальная электрическая схема, опять же
Если вы используете напряжение 110 В переменного тока или 120 В переменного тока.Более короткая буква — очень хорошая идея.
Схема самодельного сварочного аппарата . Я полагаю, что мой сварщик может считаться немного высокоинтеллектуальным в разомкнутой цепи. Современные полупроводники позволяют заменить традиционный сетевой трансформатор на импульсный источник питания, который намного легче, и позволяет легко регулировать ток с помощью потенциометра. Этот запрос был отправлен мне одним из преданных читателей этого блога г-ном.10 — электрическая схема сварочного аппарата, показанного на фиг. 11 — вид в перспективе с разнесением деталей основных компонентов трехфазного сварочного аппарата постоянным током с тремя модулями. Помимо сварки те же регуляторы используются для зарядки аккумуляторов или для питания электронагревательных элементов. 9 подключен к t или scott в первичной обмотке и к двухфазной звезде на вторичной обмотке. Для выпрямления и регулировки сварочного тока в самодельном сварочном аппарате используется схема с управляемыми тиристорами большой мощности, которая должна позволять изменять напряжение с 01 на 09 uxx.Схема самодельного инвертора Inverterswagatam предназначена с изображением принципиальной схемы инверторного сварочного аппарата размером 600 x 600 пикселей и для просмотра деталей изображения щелкните изображение. Вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения. Найдите нужное изображение. Затем вы просто наматываете катушку на 95 или 104 витка. Когда сварка не выполняется, присутствует 80 В переменного тока, это называется разомкнутой цепью и не продолжает накапливаться после этого.Эта устарелая машина является первым поколением инверторных машин. Однако я бы не стал использовать подшипник с намотанной медью. Электроника мини проекты компоненты электроники diy электроника led проекты схемы.
Найдите кого-нибудь, у кого есть сварщик, возьмите мультиметр и проверьте обрыв цепи. Вы действительно видите это на реальной машине. Мой сварочный аппарат fronius tp1400 полностью работоспособен, и меня не интересует его конфигурация. 28 изображений принципиальная схема инвертора и схемы измененная схема инвертора синусоидальной волны делает эту схему инвертора синусоидальной волны ic 556 принципиальной схемой и принципиальной схемой инвертора.Как сделать сварочный аппарат в домашних условиях. Для этого используется самодельный сварочный аппарат переменного тока. Приведены схемы для аппаратов дуговой сварки на 120 и 220 вольт переменного тока. Сварочный инвертор до 100А Сварочный инвертор является альтернативой обычному сварочному трансформатору. Данная схема представляет собой сложную схему, основанную на SMPS и требующую высокой мощности, и может оказаться вне досягаемости для начинающих любителей. Медные трубки здесь почти не пригодились. Однажды мне понадобились удлиненные 50 см руки на точечном сварочном аппарате, чтобы достать до середины листа, и единственное, что у меня было под рукой, это медные трубы и стальной стержень.Это напряжение варьируется от одного сварщика к другому. Вот подробности требования. По просьбе mrtun, самодельная схема сварочного аппарата небольшого размера — это то, что большинство начинающих энтузиастов и инженеров-механиков будут искать для решения своих случайных рабочих мест по сварке металла.
Недавно собрал инвертор сварочный от Бармалея, на максимальный ток 160 ампер, вариант штуцера.Схема названа в честь ее автора — Бармалея. Вот электрическая схема и файл с печатной платой.
Инверторная схема для сварки
Рабочий инвертор : Питание от однофазной сети 220 вольт выпрямляется, сглаживается конденсаторами и подается на ключи транзисторов, которые создают высокочастотную переменную, подаваемую на ферритовый трансформатор от постоянного напряжения. Из-за высокой частоты мы имеем уменьшение размера силового транса и, как следствие, мы применяем не железо, а феррит.Далее опускаем трансформатор, выпрямитель и дроссель за ним.
Генераторы управляют полевыми транзисторами. Измерял на Z213B Stabilion без силовых клавиш, коэффициент заполнения 43 и частота 33.
В своей версии силовые ключи IRG4PC50U. заменил более современный IRGP4063DPBF. . Стабилодрон КС213Б заменил на два 15 вольта 1,3 Вт одни на те, так как раньше КС213Б мало маркировался. После замены проблема сразу исчезла.В остальном все остается как на схеме.
Осциллограмма эмиттера нижнего ключа (по схеме). При питании 310 вольт через лампу на 150 ватт. Осциллограф стоит 5 Вольт деления и 5 корпусов МКС. Через делитель умножить на 10.
Силовой трансформатор намотан на сердечник B66371-G-X187, N87, E70 / 33/32 EPCOS Данные движения: сначала первичный этаж, секунды и снова остатки первичного. Подключите это к первичной обмотке, которая равна 0.6 мм в резервуаре — диаметром 0,6 мм. Разрешение — 10 проводов 0,6 витка 18 витков (всего). В первом ряду всего власте 9 витков. Далее остатки первички в сторону, промываем 6 витков проволокой 0,6 сложенной на 50 штук как скрученной. И снова остатки первички, то есть 9 витков. Не забываем про межслоевую изоляцию (я использовал несколько слоев кассовой бумаги, 5 или 6, больше не выучить, иначе намотка не влезет в окно). Каждый слой пропитан эпоксидной смолой.
Потом все собираем, между половинками феррита Е70 нужен зазор 0,1 мм, на крайние сердечники кладем прокладку от обычного кассового чека. Все затягиваем, склеиваем.
Покрасила с баллона черной матовой краской, потом покрыла лаком. Да чуть не забыл, каждая обмотка при скручивании, намотке за покраской, утеплена, так сказать. Не забываем совместить начало и концы обмоток, это пригодится для дальнейшей фазировки и сборки. При неправильной фазировке трансформатора аппарат будет варить в полусилы.
Когда инвертор включен, выходные конденсаторы заряжаются. Начальный ток их зарядки очень велик, сравним с непрерывным, и может привести к перегоранию диодного моста. Не говоря уже о том, что для кондеров это тоже чревато выходом из положения. Чтобы избежать столь резкого скачка тока в момент включения, установлены ограничители заряда конденсаторов. В схеме Бармалеи это 2 резистора по 30 Ом, мощностью 5 Вт, всего 15 Ом на 10 Вт. Резистор ограничивает зарядный ток конденсаторов и после их зарядки уже можно подавать питание напрямую, минуя эти резисторы, что и делает реле.
В сварочном аппарате применено реле WJ115-1a-12VDC-S по Бармалею. Катушка силового реле — 12 В постоянного тока, переключаемая нагрузка 20 А, 220 В переменного тока. В самоделках очень распространено использование автомобильных реле на 12 вольт, 30 ампер. Однако они не предназначены для коммутации тока до 20 ампер сетевого напряжения, но, тем не менее, недорогие доступны и хорошо справляются со своей задачей.
Токоограничивающий резистор лучше поставить обычным проводом, он выдержит любые перегрузки и дешевле импортного.Например, С5-37 на 10 (20 Ом, 10 Вт, провод). Вместо резисторов можно последовательно в цепь переменного напряжения поставить токоограничивающие конденсаторы. Например, К73-17, 400 вольт, общей емкостью 5-10 мкФ. Конденсаторы 3 мкФ, зарядка емкостью 2000 мкФ, примерно 5 секунд. Расчет заряда конденсатора Такой: 1 мкФ ограничивает ток на уровне 70 мА. Получается 3 МКФ на уровне 70х3 = 210 миллиам.
Наконец то собрал все в один запустил.Ток ограничения ставим 165 ампер, сейчас поставим сварочный инвертор в добротный корпус. Стоимость самодельного инвертора составляет примерно 2500 рублей — подробности заказывались в интернете.
Проволока в выпускном магазине ушла. Еще можно снять провод от телевизоров из цепи размагничивания кинескопом (это почти готовый секундомер). Дроссель оформлен E65 , медная полоса шириной 5 мм и толщиной 2 мм — 18 витков. Индуктивность набрала 84 мкГн за счет увеличения зазора между половинками, она составила 4 мм.Можно и не полоску намотать, а тот же провод 0,6 мм, но сложить будет сложнее. Примюра на трансформаторе может быть обмоткой проводом 1,2 мм, набором из 5 штук по 18 витков, но можно рассчитать 0,4 мм.
После установки и настройки схемы на плате собрал все воедино. Испытания Бармалела прошли успешно: тройку верхних и четвертый электрод тянет спокойно. Сила тока на ограничении поставлена 165 ампер.Собрал и испытал прибор: Арси. .
Обсудить статью сварочный инвертор Бармалей
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
Пример концепции инвертора для самостоятельного изготовления (нажмите для увеличения)
Концептуальная электрическая схема инверторного устройства состоит из двух основных частей: схемы питания и цепи управления.Первым элементом силовой части схемы является диодный мост. Задача такого моста — как раз преобразовать переменный ток в постоянный.
При постоянном токе, преобразованном из переменного в диодном мосту, импульсы могут сглаживаться. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит на диодный мост, примерно в 1,4 раза больше его значения на входе.Выпрямительные диоды При преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.
Для их защиты, а также других элементов выпрямителя от перегрева в этой части электрической цепи используются радиаторы. Кроме того, на самом диодном мосту устанавливается термошов, в задачу которого входит отключение электроэнергии в том случае, если диодный мост нагрелся до температуры, превышающей 80-90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут попасть в электрическую сеть через его ввод. Чтобы этого не произошло, перед блоком выпрямителя схемы установлен фильтр электромагнитной совместимости. Он состоит из такого фильтра из дросселя и нескольких конденсаторов.
Сам инвертор, преобразующий уже постоянный ток в переменный, но обладающий гораздо большей частотой, собран из транзисторов по схеме «косого моста».Частота переключения транзисторов, за счет которых генерируется переменный ток, может составлять десятки и сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет прямоугольную амплитуду.
Получить на выходе устройства ток достаточной силы, чтобы его можно было использовать для эффективного выполнения сварочных работ, позволяет снизить напряжение на трансформаторе, установленном за инверторным блоком. Для получения постоянного тока с помощью инверторного блока после нижнего трансформатора подключается мощный выпрямитель, также собранный на диодном мосту.
Избежать влияния негативных факторов на работу инвертора позволяет несколько элементов в его концепции электрической схемы.
Для того, чтобы транзисторы, преобразующие постоянный ток в переменный, не выгорали при работе, используются специальные демпфирующие (RC) цепи. Все блоки электрической цепи, работающие под высокой нагрузкой, сильно нагреваются, не только снабжены принудительным охлаждением, но и подключены к тепловому датчику, который отключает их питание в случае, если их температура нагрева превысила критическое значение.
В связи с тем, что конденсаторы фильтра после зарядки могут производить ток большой силы, способный сжечь транзисторы инвертора, устройство должно обеспечивать плавный пуск. Для этого используйте стабилизирующие приспособления.
В схеме любого инвертора присутствует контроллер PHIM, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него — на разделительный трансформатор, представляющий собой одновременно две выходные обмотки.ШИМ-контроллер через другие элементы электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Чтобы контроллер эффективно управлял всеми элементами электрической схемы инвертора, также должны подаваться электрические сигналы.
Для генерации таких сигналов используется операционный усилитель, на который подается выходной ток, генерируемый в инверторе. Если последние значения не совпадают с заданными параметрами, усилитель операций и выдает управляющий сигнал на контроллер.Кроме того, усилитель срабатывания выходит из всех защитных контуров. Это необходимо для того, чтобы он мог отключить инвертор от источника питания в тот момент, когда в его электрической цепи возникнет критическая ситуация.
Устройства, пришедшие на смену обычным трансформаторам, обладают рядом существенных преимуществ.
Как и любые сложные технические устройства, сварочные инверторы имеют ряд недостатков, о которых также необходимо знать.
При сварочных работах, выполняемых с помощью инвертора, нельзя использовать длинные провода, так как есть насадки, которые негативно отражаются на работе аппарата. По этой причине провода для инверторов делают достаточно короткими (около 2 метров), что доставляет некоторые неудобства при сварочных работах.
(Голосов: 9 , средняя оценка: 4,00 из 5)
Системная часть с блоком питания и драйверами.
………. Представленная на схеме сварка инверторпостроен по однотактной схеме.На первичный защитный трансформатор с двумя ключами подаются однополярные импульсы выпрямленного сетевого напряжения с заполнением не более 42%. Магнитный карабин трансформатора испытывает одностороннюю модель. В паузах между импульсами магнитные трубки группируются по так называемой частной петле. Крутящий момент токбагодара возвращается к включенным диодам, возвращает магнитную энергию, накопленную в сердечнике трансформатора, обратно к источнику, перезаряжаемому на душу (2 x 1000 мкФ x 400 В) привода.
……….При прямой скорости энергия передается через сварочный трансформатор и напрямую включенные диоды драйверами (2x150EBU04). В паузе между импульсами тока в нагрузках, за счет энергии, накопленной в дросселе. Электрическая температура в этом случае замыкается через обратные диоды (2x150EBU04). Известно, что на эти диоды приходится большая нагрузка, чем на прямые. Когда ток в паузе течет дольше, чем в импульсе.
………. Конденсатор 1200 мкФ x 250 во включенные секреты через 4.Резистор 3 Ом дает четкие определения. Пожалуй, это одно из удачных схемных решений розжига в Косымосе.
………. Ключи косого моста работают в контрольном переключателе. Кроме того, режиму включения, очевидно, способствует всегда явная индуктивность рассеивания сварочного трансформатора. Причем, поскольку к моменту включения ключей считается, что разводка магнитопровода трансформатора полностью видоизменяется, потому что из-за отсутствия тока в обмотке ключа потерями включения можно пренебречь.Отключение покупки — очень показательно. Для их уменьшения на параллельный ключ устанавливается УЗО-питание.
………. Чтобы гарантировать четкую работу клавиш, комментарии между включениями на их заслонках имеют отрицательную вариацию из-за специальной схемы интеграции на драйверах. Каждый сумматор питается от гальванически изолированного источника (около 25 В). Напряжение питания «верхнего» драйвера используется для включения реле К1, контакт которого шунтирует резистор.
……….Блок питания (классический маломощный цветок) имеет 3 гальванических вывода. Если регулярно, начинает работать сразу. Напряжение для драйверов -23-25В. Напряжение 12 В используется для питания блока управления.
……….
Существенные радиаторы необходимо снабдить входным выпрямителем, ключами и выходными выпрямителями. От размеров радиаторов отопления и интенсивности их обдува будет зависеть работа устройства. Поскольку аппарат рассчитан на большой сварочный ток (до 180 а), клавиши обязательно должны быть покрыты медными пластинами толщиной 4 мм, то эти «бутерброды» прикручиваются к радиаторам через теплопроводную пасту.О том, как вместе написано, как прикрутить ключи к клавишам. Место посадки радиатора должно быть идеальным без сколов и раковин. Желательно, чтобы ключевой радиатор имел прочный корпус толщиной не менее 10 мм в месте крепления. В качестве индикаторов для лучшего отвода тепла нет необходимости изолировать клавиши стуциатора. Лучше изолировать радиатор от корпуса аппарата. Вобдв нужно добавить трансформатор, дроссель и обязательно итого 25 и 30 Вт.Остальные элементы схемы в радиаторах не нужны.
Цепь блока управления инвертором
……….
Блок управления построен на ШИМ-контроллере TL494 Fundasted с одноканальным регулированием. Этот канал стабилизирует ток в дуге. Задание по формированию микроконтроллера с помощью модуля CCP1 в режиме ШИМ на фидере частоты 75 кГц. Наполнение PWM будет определять напряжение плавления C1.Величина этого напряжения определяет величину приветственного тока.
………. Инвертор также выполняется с помощью микроконтроллера. Если на вход TL494 dt (4) подано напряжение, импульсы на выходе OUT пропадут и инверторостазируются. Появление логического нуля на выходе микроконтроллеров RA4 к плавному запуску инвертора, то есть к постепенному увеличению принудительности импульсов на выходе Out до максимума. Блокирующий инвертор используется при включении и при превышении температуры.
Вот что случилось. Локальный, драйверы и блок управления на одной плате.
.
В моем устройстве индикатор и клавиатура подключены к блоку управления через компьютерный шлейф. Шлейф находится в непосредственной близости от ключей и радиаторов трансформатора. Таким образом, такой конструктив привел к ложному нажатию клавиш. Были применены следующие спец. меры. Ферритовое кольцо К28х16х9. Петля скручена (насколько разрешена длина). Для клавиатуры и термостатов применены подтягивающие резисторы на 1 шт.8К, низкорослые административные конденсаторы 100 ПКФ. Такое схемотехническое решение должно подавлять шум клавиатуры, полностью исключать нажатия клавиш.
………. Хотя, на мой взгляд, это для предотвращения вмешательства в блок управления. Для этого блок управления следует отделить от силовой части сплошным металлическим листом.
……….
Силовая часть обесточена. Подготовлен проверенный блок питания к блоку управления, подключенному к сети. На индикаторе загорятся все восьмерки, реле выключится и если контакты термостата замкнуты, то индикатор закроет настройку тока 20 А.Осциллографом проверяют напряжение на тылах клавиш. Должны быть прямоугольные импульсы с фронтом не более 200 нс, частотой 40-50 кГц с напряжением 13-15 В в положительном замыкании и 10 В — в отрицательном. Причем в отрицательной области импульс должен быть заметно длиннее.
………. Если все так собирайте полностью schemainer и включайте в сеть. На дисплее сначала будет отображаться, затем должно включиться реле и на индикаторе будет отображаться 20 кнопками, пытаемся изменить текущую задачу.Изменение задачи прямо пропорционально изменению напряжения на конденсаторе С1. Если вы меняете текущую задачу, не нажимайте кнопки более 1 минуты, toppro — это ссылка задачи на энергонезависимую память. На индикаторе появится сообщение «Zaps». Когда инвертор будет впоследствии, значение текущей задачи будет равно значению, которое было опубликовано.
………. Если это так, то устанавливаем в сварочных проводах уставку 20 А, нагрузочный ряд сопротивлением 0.5 Ом. Статический выключатель должен выдерживать ток не менее 60 А. на выходе. Подключаем вольтметр магнитоэлектрической системы со шкалой 75мБ, например прибор С 4380. На нагруженном инверторе пытается изменить ток, и по показаниям вольтметра контролировать ток. В этом случае реостат может издавать звук, напоминающий звон. Не стоит — работает круто. Сила тока должна варьироваться в зависимости от задачи. Установите текущее задание на 50 А. Если показания не соответствуют 50 А, то на инверторе отключен другой номинал.Выбор сопротивления R1 для поиска текущего набора измеренных значений тока.
………. Проверить работу термозащиты. Для этого опустите цепочку термостатов. На индикаторе отобразится надпись «EROC». Импульсы на ключевых заслонках должны исчезнуть в цепи термостата. Индикатор должен отображаться. На ключевых ставнях должны появиться импаралы. Человечество должно плавно расти до максимума.
………. Если все так, можно попробовать приготовить. Через 2-3 минуты сварки током 120-150 и выключить инвертор от сети 2-х отелей горячего радиатора.Им нужно установить защитники. По возможности термостаты устанавливаются вне зоны армирования.
Трансформатор — необходимый элемент любого сварочного источника. Снижает напряжение в сети до уровня напряжения дуги, а также выполняет гальванику сети и сварочную цепь. Известно, что размер трансформатора определяется его рабочей частотой, а также качеством магнитного материала сердечника.
Примечание.
При уменьшении частоты размер трансформатора увеличивается, а при увеличении — уменьшается.
Трансформаторы классических источников работают на относительно низкой частоте сети. Поэтому вес и габариты этих источников в основном определялись массой и объемом сварочного трансформатора.
В последнее время разработаны различные качественные магнитные материалы, позволяющие несколько улучшить массовые котельные параметры трансформаторов и сварочных источников.Однако существенного улучшения этих параметров можно добиться только за счет увеличения рабочей частоты трансформаторов. Поскольку частота сетевого напряжения стандартная и не может быть изменена, можно увеличить рабочую частоту трансформатора с помощью специального электронного преобразователя.
Блок-схема инверторного сварочного источникаУпрощенная блок-схема инверторного источника сварки (ICI) изображена на рис. один .Рассмотрим схему. Напряжение в сети выпрямляется и сглаживается, а затем подается на электронный преобразователь. Он преобразует постоянное напряжение в переменную высокую частоту. Переменное напряжение высокой частоты преобразуется малогабаритным высокочастотным трансформатором, затем выпрямляется и подается на сварочную цепь.
Типы трансформаторовРабота электронного преобразователя тесно связана с циклами перезарядки трансформатора.Поскольку ферромагнитный материал сердечника трансформатора обладает нелинейностью и насыщен, индукция в сердечнике трансформатора может вырасти только до некоторого максимального значения Vm.
После достижения этого значения сердечник необходимо разрядить до нуля или увеличить в направлении, противоположном значению — Vm. Энергия может передаваться через трансформатор:
Определение.
Преобразователи, обеспечивающие передачу энергии за один цикл намагничивания трансформатора, называются раздаточными .
Соответственно, преобразователи, которые обеспечивают передачу энергии в обоих циклах рекуперации трансформатора, называются двухтактными .
Преобразователь одиночной резьбыПреимущества одиночных преобразователей. Одиночные преобразователи были наиболее распространены в дешевых и маломощных инверторных сварочных источниках, предназначенных для работы от однофазной сети.В условиях резкой переменной нагрузки, которой является сварочная дуга, одноходовые преобразователи выгодны для различных двухтактных преобразователей:
Следовательно, для управления этим преобразователем требуется более простая схема управления по сравнению с той, которая требуется для двухтактного преобразователя.
Классификация одиночных преобразователей. По способу передачи энергии на нагрузку одноходовые преобразователи делятся на две группы: спектральные и обратные ( рис.2. ). В преобразователях строгости энергия в нагрузке передается во время замкнутого состояния, а в обратных преобразователях — во время разомкнутого состояния ключевого транзистора VT. В этом случае в обратном преобразователе энергия усиливается в индуктивности трансформатора T во время замкнутого состояния ключа, и ток ключа имеет форму треугольника с увеличивающимся фронтом и крутым срезом.
Примечание.
Если вы выбираете тип преобразователя ICI между динамиком и реверсом, предпочтение будет отдано преобразователю одного дисплея динамика динамика.
Ведь секторный преобразователь, несмотря на его большую сложность, в отличие от обратного имеет большой удельной мощности . Объясняется это тем, что в преобразователе преобразователя через ключевой транзистор протекает треугольная форма, а в жестком — прямоугольная. Следовательно, при том же максимальном токе ключа среднее значение тока преобразователя Speat в два раза выше.
Основные преимущества Обратный преобразователь:
Эти преимущества обеспечивают преимущество записывающих преобразователей в различных маломощных приложениях, которые являются источниками питания различного бытового теле- и радиооборудования; а также обслуживающие источники питания цепей самих сварочных источников.
ТРАНСФОРМАТОР ОДИНОЧНОГО ПРЕОБРАЗОВАТЕЛЯ Spectrix (OPP) , показанный номером рис. 2, Б. , имеет специальную размагничивающую обмотку III. Эта обмотка используется для размагничивания сердечника трансформатора T, который намагничивается во время закрытого состояния транзистора VT.
В это время напряжение на обмотке III подается на диод VD3 с синхронизацией полярности. Благодаря этому размагничивающая обмотка никак не влияет на процесс намагничивания.
После закрытия транзистора ТН :
Примечание.
Однако на практике из-за отсутствия связи между обмотками трансформатора часть энергии намагничивания не возвращается к первичному источнику. Эта энергия обычно рассеивается в транзисторе ТН и демпфирующих цепях (на рис. 2. не показан), ухудшая общий КПД и надежность преобразователя.
Наклонный мост. Указанный недостаток отсутствует у двухстойко-взрывного преобразователя Spectrous (DPP) , который часто называют «Skit Bridge» ( рис.3, А. ). В этом преобразователе (благодаря введению дополнительного транзистора и диода) первичная обмотка трансформатора используется как размагничивающая обмотка. Поскольку сама эта обмотка полностью связана с ним, полностью исключаются проблемы неполного возврата энергии намагничивания.
Рассмотрим подробнее процессы, происходящие при увеличении сердечника трансформатора.
Общей особенностью всех одноразовых преобразователей является то, что их трансформаторы работают в условиях с односторонним магничиваттом.
Магнитная индукция в (в одностороннем трансформаторе намагничивания) может изменяться только от максимального значения VM до остаточного RR, описывая частную петлю гистерезиса.
Когда транзисторы VT1, преобразователя VT2 открыты, питание источника питания UP через трансформатор T передается на нагрузку. В этом случае сердечник трансформатора намагничивается в прямом направлении (сечение A-B на рис. 3. , б).
Когда транзисторы VT1, VT2 заблокированы, ток в нагрузке поддерживается за счет энергии, накопленной в дросселе L.При этом ток замыкается через диод VD0. В этот момент под действием ЭДС обмотка І, диоды VD1, VD2 размыкаются, и через них протекает ток размагничивания сердечника трансформатора в обратном направлении (сечение ВА на рис. 3, Б. ). .
Изменение индукции ΔB в сердечнике происходит практически от Vm до v и для двухтактного преобразователя возможно значительно меньше значения ΔB = 2 · Vm. Некоторое увеличение ΔB может быть получено путем введения немагнитного зазора в сердечник.Если сердечник имеет немагнитный зазор Δ, то остаточная индукция становится меньше В . В случае немагнитного зазора в сердечнике новое значение остаточной индукции может быть найдено в точке пересечения прямого, проведенного от начала координат под углом, к кривой рекуперации (точка B1 на рис.3, Б. ):
tGѳ = μ 0 · л С. / δ,
, где μ 0. — магнитная проницаемость;
л. — длина средней мощности магнитопровода магнитопровода, м;
δ — Длина немагнитного зазора, м.
Определение.
Магнитная проницаемость — Это отношение индукции к напряжению H для вакуума (справедливо также для немагнитного воздушного зазора) и является физической постоянной, численно равной μ 0 = 4π · 10 -7 Гн / м.
Величину TGѳ можно рассматривать как немагнитный зазор , показанный на длину сердечника. Таким образом, введение немагнитного зазора эквивалентно введению отрицательной напряженности магнитного поля:
h2 = -B1 / TGѳ.
Двухтактный мостовой преобразовательПреимущества двухтактных преобразователей. Двухтактные преобразователи содержат большее количество элементов и требуют более сложных алгоритмов управления. Однако эти преобразователи обеспечивают меньшую входную пульсацию, а также позволяют получить большую выходную мощность и эффективность при той же мощности дискретных ключевых компонентов.
Схема двухтактного мостового преобразователя. На рис. 4, А. Изображена схема двухтактного мостового преобразователя.Если сравнить этот преобразователь с одномерным, то он наиболее близок к двухстороннему взрывному преобразователю движения ( рис. 3. ). Двухтактный преобразователь легко преобразовать в него, если убрать пару транзисторов и пару диодов, расположенных по диагонали (VT1, VT4, VD2, VD3 или VT2, VT3, VD1, VD4).
Таким образом, двухтактный мостовой преобразователь представляет собой комбинацию двух одноходовых преобразователей, работающих попеременно. При этом энергия в нагрузке передается в течение всего периода работы преобразователя, а индукция в сердечнике трансформатора может изменяться от -Bm до + Vm.
Как и в DPP, диоды VD1-VD4 служат для возврата энергии, накопленной в индуктивности LS трансформатора, рассеивающего T, в первичный источник питания UP. В качестве этих диодов можно использовать внутренние полевые МОП-транзисторы.
Принцип действия. Рассмотрим подробнее процессы, происходящие при увеличении сердечника трансформатора.
Примечание.
Общая особенность двухтактных преобразователей заключается в том, что их трансформаторы работают в условиях симметричного намагничивания.
Магнитная индукция в сердечнике трансформатора с симметричной намагниченностью может изменяться от отрицательной -TM до положительной + Vm максимальной индукции.
В каждом полупериоде DMP открывают две клавиши, расположенные по диагонали. В паузе все транзисторы преобразователя обычно закрыты, хотя есть режимы управления, когда некоторые транзисторы преобразователя остаются открытыми и приостановленными.
Акцентируем внимание на режиме управления, согласно которому транзисторы DMP закрываются на паузе.
Когда транзисторы VT1, преобразователя VT4 открыты, питание источника питания UP через трансформатор T передается на нагрузку.В этом случае сердечник трансформатора намагничивается в обычном обратном направлении (участок B — A на рис. 4, B. ).
В паузе, когда транзисторы VT1, VT4 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L. При этом ток замыкается через диод VD7. В этот момент одна из вторичных обмоток (IIA или IIB) трансформатора T замыкается накоротко через открытый диод VD7 и один из выпрямительных диодов (VD5 или VD6).В результате индукция в сердечнике трансформатора практически не меняется.
После завершения паузы транзисторы VT2, VT3 преобразователя открываются, и энергия источника питания UP через трансформатор Т передается на нагрузку.
В этом случае сердечник трансформатора намагничивается в условном прямом направлении (участок A-B на рис. 4 ). В паузе, когда транзисторы VT2, VT3 закрыты, ток в нагрузке поддерживается за счет энергии, накопленной в дросселе L.При этом ток замыкается через диод VD7. При этом индукция в сердечнике трансформатора практически не меняется и фиксируется на достигнутом положительном уровне.
Примечание.
За счет фиксации индукции в паузах сердечник трансформатора Т может заменяться только в моменты разомкнутого состояния диагонально расположенных транзисторов.
Во избежание одностороннего насыщения в этих условиях необходимо обеспечить равное время открытого состояния транзисторов, а также симметрию схемы питания преобразователя.
Установки для автоматической сварки продольных швов полок — в наличии!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторы — в наличии, в наличии!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по России!
Чаще всего при построении сварочных инверторов используют три основных типа высокочастотных преобразователей: полукруглый, асимметричный мост (или «косой мост») и полный мост.Под видом полумоста и полного моста стоят резонансные преобразователи. В зависимости от системы управления выходом, датчики бывают с ШИМ (широтно-импульсными), с колокольчиком (регулировка частоты), с регулировкой фазы и комбинациями этих трех. У всех этих типов преобразователей есть свои достоинства и недостатки. Начнем с сноса ШИМ. Блок-схема такого преобразователя представлена на рисунке 3.
Это самый простой преобразователь из семейства двухтактных, но не менее надежный.Недостатком этой схемы является то, что «накатывающееся» напряжение на первичной обмотке силового трансформатора равно половине напряжения питания. Но с другой стороны, этот факт является плюсом, можно применить ядро меньшего размера, не переходя в обычный режим.
Для инверторов малой мощности (2-RCW) такой преобразователь очень перспективен. Но ШИМ-управление требует особой осторожности при установке силовых цепей, необходимо устанавливать драйверы для управления силовыми транзисторами. Транзисторы такой половины работают в режиме жесткого переключения, поэтому к управляющим сигналам предъявляются повышенные требования.
Это необходимо при наличии «мертвого времени» между двумя противофазными импульсами, отсутствие паузы или ее недостаточная длительность всегда приводит к возникновению сквозного тока через силовые транзисторы.
Последствия легко предсказать — выход транзисторов в порядке. Очень многообещающий вид полумостового преобразователя — это полумостовой резонанс. Блок-схема такой половинки представлена на рисунке 4.
Ток, протекающий по силовым цепям, имеет форму синусоид, и это снимает нагрузку с помощью конденсаторов фильтра.
При такой конструкции ключи питания не нуждаются в драйверах! Достаточно обычный импульсный трансформатор для переключения силовых транзисторов. Качество управляющих импульсов не так важно, как в схеме ШИМ, хотя пауза («Dead Time») должна быть.
Еще один плюс, данная схема позволяет обойтись без токовой защиты, а форма ВА (вольт-амперная характеристика) сразу имеет выпадающий вид и не требует параметрического формирования.
Выходной ток ограничен только индуктивностью намагничивания трансформатора и может достигать значительных значений для CW, это необходимо учитывать при выборе выходных диодов, но это свойство положительно сказывается на подходе и горение дуги!
Обычно выходные параметры регулируются изменением частоты, однако использование регулировки фазы дает гораздо больше преимуществ и является наиболее перспективным для сварочного инвертора, так как позволяет обойти такое неприятное явление, как совпадение резонанс с режимом KZ, а диапазон регулировки выходных параметров намного шире.Регулировка фазы позволяет изменять выходной ток практически от 0 до Imax.
Следующая схема — несимметричный мост, или «косой мост». Блок-схема такого преобразователя представлена на рис.5.
Ассиметричный мост — одномерный, более прочный преобразователь.
Преобразователь такой конфигурации пользуется большой популярностью как у производителей сварочных инверторов, так и у радиолюбителей. Первые сварочные инверторы строились именно как «косой мост». Простота и надежность, широкие возможности регулировки выходного тока, помехозащищенность — все это пока привлекает разработчиков сварочных инверторов.
И хотя недостатки такого преобразователя достаточно существенны, это большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для силовых ключей, высокие требования к монтажу силовых цепей, высокие Импульсные токи предъявляют высокие требования к конденсаторам входного фильтра, электролитические конденсаторы не любят больших импульсных токов. Для удержания транзисторов в ОТЗ (область допустимых значений) требуются цепи УЗО (прерыватель).
Но, несмотря на все эти недостатки и небольшой КПД, в сварочных инверторах до сих пор применяется «косой мост». Транзисторы T1 и T2 работают одновременно, одновременно открываются и закрываются. Энергия накапливается не в трансформаторе, а в индуктивности выходной катушки дросселя. Рабочий цикл не превышает 50%, поэтому для получения такой же мощности с мостовым преобразователем требуется двойной ток через транзисторы. Более подробно работу такого преобразователя рассмотрим на примере реального сварочного инвертора.
Следующий тип преобразователя представляет собой полный мост с ШИМ. Классический двухтактный преобразователь! Блок полного моста показан на рис.6.
Схема дорожной одежды дает возможность получить мощность в 2 раза больше, чем у полусъедобного, и в 2 раза больше, чем у «косого моста», при тех же значениях токов и потерь на переключение. Объясняется это тем, что «рок-напряжение» первичной обмотки силового трансформатора равно силовому напряжению.
Соответственно для получения такой же мощности, например, с полмили (у которой напряжение качения составляет 0,5U PIT.), Тока через транзисторы потребуется в 2 раза меньше! Транзисторы полного моста работают по диагонали, когда Т1 — ТК открыты, Т2 — Т4 закрыты, и наоборот. Трансформатор тока контролирует значение амплитуды тока, протекающего по включенной диагонали. Отрегулировать выходной ток такого преобразователя можно двумя способами:
1) изменить длительность управляющего импульса, оставив напряжение отсечки;
2) Измените уровень напряжения отключения входящего трансформатора, оставив длительность управляющих импульсов.
Оба эти метода позволяют изменять выходной ток в довольно широких пределах. Недостатки и требования к полноценному мосту с ШИМ, ровно такие как при сносе ШИМ. (См. Выше). Наконец, рассмотрим наиболее перспективную схему ВЧ преобразователя, для сварочного инвертора — резонансный мост. Блок-схема представлена на рис. 7.
Как может показаться на первый взгляд, схема резонансного моста мало чем отличается от моста с ШИМ, и это действительно так.Практически дополнительно введена только резонансная цепь LC, включенная последовательно с силовым трансформатором. Однако внедрение этой цепочки полностью меняет процессы передачи мощности. Уменьшаются потери, увеличивается КПД, на порядок снижается уровень электромагнитных помех, снижается нагрузка на подающие электролиты. Как видите, полностью снять токовую защиту можно, силовые транзисторы могут понадобиться только в том случае, если используются MOSFET-транзисторы с пропускной способностью затвора более 5000ПФ.Для транзисторов IGBT достаточно одного импульсного трансформатора.
Вы можете управлять выходным током резонансного преобразователя двумя способами: это частота и фаза. Оба были упомянуты ранее при описании резонансной половины. И последний тип ВЧ преобразователя — это комплектный мост с дросселем рассеивания. Его схема практически не отличается от схемы резонансного моста (на полпути), именно LC-цепочка включается последовательно с трансформатором, только не резонансная.С = 22МКФХ63В работает как симметричный конденсатор, L дроссель, как реактивное сопротивление, величина которого линейно зависит от частоты. Управление таким преобразователем — частотное. С увеличением частоты — сопротивление L, увеличивается. Ток через силовой трансформатор уменьшается. Просто и надежно. Большинство промышленных инверторов построено на этом принципе регулировки и ограничения выходного тока.
Наши родственники склеивают металлические части вместе с помощью сварки на протяжении тысячелетий.Но с 19 века было разработано множество различных техник, которые имеют свои преимущества и недостатки друг перед другом.
Здесь мы исследуем, что на самом деле означает сварка, и обсуждаем, какие типы лучше всего подходят для каких целей. Мы также познакомим вас с парочкой художников, которые делают интересные работы, используя сварку.
СВЯЗАННЫЕ С: РУКОВОДСТВО ПО ЗАРАБОТКЕ ДЕНЕГ НА СВАРКЕ: ВАРИАНТЫ КАРЬЕРЫ И СОВЕТ
Сварка — это производственный процесс, в котором используются высокие температуры для плавления и сплавления деталей.Однако следует отметить, что давление также можно использовать для облегчения процесса или использовать исключительно для получения сварного шва.
Согласно brighthubengineering.com, «процесс сварки не просто связывает две части вместе, как при пайке и пайке, вместо этого он заставляет металлические конструкции двух частей соединяться вместе, и становится одним благодаря использованию сильного жара, а иногда и других металлов или газов «.
Он обычно отличается от методов плавления металлов при более низких температурах, таких как пайка или пайка, которые обычно не плавят основной металл.
При сварке обычно также используются присадочные материалы или расходные материалы. Это, как следует из названия, используется для создания «наполнителя» или ванны расплавленного материала, который помогает облегчить образование прочной связи между основными металлами.
Источник: NZ Defense Force / FlickrДля большинства сварочных процессов также потребуется некоторая форма экранирования, чтобы защитить как основные компоненты, так и наполнитель от окисления во время процесса.
Сварка может выполняться с использованием различных источников энергии.Примеры включают в себя газовое пламя (питаемое химическим веществом, например ацетиленом), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук. Существуют различные методы сварки, которые подходят для работы на открытом воздухе, под водой и даже в космосе.
Сварка используется в металлургии тысячелетия. Хотя кузнечная сварка, при которой кузнецы соединяют железо и сталь путем нагрева и обработки молотком, какое-то время была единственной жизнеспособной техникой. Все изменилось в 19 веке, когда были разработаны более совершенные методы, такие как дуговая сварка и кислородная сварка.
Платформа обзора сварочного оборудования Welder Station перечисляет некоторые из наиболее распространенных процессов сварки:
Есть довольно много разных типов сварочных аппаратов.Эти машины выделяют тепло, плавящее металлические части, чтобы их можно было соединить. Однако не существует единого сварочного аппарата, подходящего для всех сварочных целей.
Сварочные аппараты большего размера обычно используются на промышленных предприятиях, например, на заводах, в то время как аппараты меньшего размера лучше подходят для домашних или любительских целей.
Согласно Welding Hub, существует пять основных типов сварочных аппаратов. Это:
Сварочные аппараты MIG — одни из лучших для большинства типов сварки, будь то дома или на заводе. Они, как правило, могут обрабатывать различные металлы, включая низкоуглеродистую сталь, нержавеющую сталь и даже алюминий.
Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя два основных материала вместе.Защитный газ, пропускаемый через сварочную горелку, защищает сварочную ванну от загрязнения.
Сварка MIG обычно выполняется довольно быстро и обеспечивает длительное время дуги, даже если электроды не полностью заряжены.
Сварочные аппараты MIG тиристорного типа обычно лучше всего подходят для фиксации объектов или их установки на подходящей поверхности. Эти машины, как правило, хорошего качества и прослужат очень долго.
Такие сварочные аппараты вырабатывают небольшое количество искры, что упрощает управление ими.Эти машины лучше всего подходят для сварки твердых стержневых и флюсовых материалов. Они могут обрабатывать низкоуглеродистую сталь, низкоуглеродистую сталь, легированную сталь и т. Д.
Сварочные аппараты TIG более специализированы, чем другие, и обеспечивают чистый и чистый сварной шов без брызг, искр или дыма. Эти машины могут обрабатывать нержавеющую сталь, латунь, золото, магний, алюминий, медь и никелевые сплавы.
Сварочные аппараты TIG обычно не подходят для полевых работ, но отлично подходят для ремонта поврежденных деталей.
Источник: Джулиан Карвахал / FlickrМашины для точечной сварки обычно используются для соединения внахлест между такими предметами, как листы стали. Для этого металлические листы обычно защищают с помощью пары электродов, пропуская через них ток.
Сварочные аппараты для точечной сварки имеют много преимуществ перед другими, например, эффективное использование энергии, высокую производительность, простую автоматизацию и т. Д. Эти типы сварочных аппаратов обычно используются в автомобильной промышленности.Кроме того, они обычно намного дешевле, чем их альтернативы.
Дуговая сварка защищенным металлом, также известная как сварка штангой, использует электрический ток, протекающий из зазора между металлом и сварочной палкой. В этом типе сварки электрический ток используется для создания дуги между основным материалом и присадочным стержнем (также называемым электродным стержнем). Присадочный стержень покрыт флюсом, который предотвращает окисление и загрязнение из-за выделения углекислого газа в процессе сварки.
Ответить на этот вопрос не так просто, как может показаться на первый взгляд.Наилучший сварной шов зависит от рассматриваемого основного материала и его предполагаемого использования. Каждый метод, от TIG до плазменно-дуговой сварки, имеет свои уникальные преимущества и недостатки по сравнению с другими.
Согласно Crom Weld, самым прочным типом сварного шва может быть сварка электродом: «если важна чистая прочность и толщина материала, который можно сваривать, то лучше всего будет сварка. только один, способный сваривать чугун, кроме того, он также работает на грязных материалах и в суровых погодных условиях.»
Но это не обязательно означает, что сварка штучной сваркой — лучший выбор для всех сценариев. MIG может применяться к более широкому выбору металлов различной толщины, в то время как сварка TIG позволяет получать сварные швы высочайшего качества, особенно когда речь идет о тонких металлах. . »
Источник: Виталий Сова / iStockЭто также зависит от металла, который вы хотите сваривать. Например, сварка алюминия может быть сложной задачей, поскольку это довольно мягкий металл, который не выдерживает слишком большого количества тепла. По этой причине есть только два жизнеспособных метода сварки, которые можно использовать с алюминием: сварка MIG и сварка TIG.
Из этих двух методов сварка TIG считается наиболее подходящей для достижения наилучших результатов.
Сварка нержавеющей стали, с другой стороны, отличается, поскольку это гораздо более прочный металл по сравнению с алюминием. По этой причине он может подвергнуться большему наказанию, прежде чем подвергнет опасности свою силу. Но какой способ сварки обеспечивает наиболее прочный сварной шов, зависит от толщины материала.
Сварка MIG считается лучшим методом для большинства сталей.Когда дело доходит до более толстых стальных листов, многие преклоняются перед превосходством сварки палкой и флюсом.
Если сталь мягкая и нержавеющая, сварка TIG и MIG может использоваться без каких-либо серьезных проблем.
Помимо качественной сварочной маски и сварочного аппарата, еще одним важным элементом сварочного оборудования являются перчатки. Поскольку их работа — защищать ваши драгоценные, но хрупкие человеческие руки от потенциально серьезных ожогов, выбор пары хорошего качества абсолютно необходим.
Но универсальных перчаток не существует. Принимаются во внимание такие факторы, как тип сварки, для которой вы будете их использовать, и то, какая ловкость вам понадобится.
Источник: meredith_nutting / FlickrТип сварки, который вы будете использовать, будет давать различное количество искр и создавать другие опасности. Например, сварка MIG обычно приводит к образованию большого количества искр, которые необходимо защищать и затем убирать.
Перчатки также бывают из разных материалов.Для большинства пользователей кожа является наиболее предпочтительным видом, поскольку она прочная, непроводящая и отлично отводит тепло.
Но кожа может быть сделана из различных видов шкур животных. Вот несколько распространенных примеров:
Если вы новичок в мире сварки, некоторые методы намного легче освоить, чем другие. Например, сварка MIG считается самой простой в освоении и эксплуатации. Но почему?
Источник: Weldscientist / Wikimedia CommonsСварка MIG имеет высокую регулируемость выходной мощности.Он также обеспечивает очень чистые сварные швы по сравнению с большинством других методов. Это также замечательно, поскольку обычно выполняется довольно быстро, что нравится как новичкам, так и мастерам.
Существуют и другие методы, если позволяет ваш бюджет. Вы можете подумать о приобретении чего-то, что называется гибридным сварщиком. Это позволяет вам опробовать несколько техник с помощью одного инструмента. Тем не менее, несмотря на это, многие практикующие сварщики одобряют простоту и надежность сварки MIG для изучения канатов.
Хотя сварка очень полезна во многих отраслях промышленности по всему миру, ее можно использовать и для других целей.Один из примеров — в мире искусства.
Если вы когда-нибудь смотрели вневременной классический анимационный фильм The Iron Giant , Дин МакКоппин сделал именно это.
Источник: ShyCityNXR / FlickrПрослеживая наши шаги назад в реальный мир, многие художники используют упомянутые выше техники для создания великолепных произведений искусства. Из тех художников, которые используют сварку в своих работах, интересным примером является «Сварка прерывателей цепи».
Этот парень использует старые велосипедные цепи для создания прекрасных эстетически приятных скульптур.Вам действительно стоит посмотреть его работы в Instagram.
Еще один великий художник-сварщик — Давид Мадеро. Этот глава создает потрясающие произведения искусства, используя плазменные резаки и методы точечной сварки.
Это всего лишь двое из многих художников по всему миру, создающих интересные работы с использованием вневременной техники сварки.
На рынке есть множество сварочных инструментов, которые могут помочь вам изготавливать высококачественные изделия и эффективно ремонтировать ваше оборудование.Одним из таких сварочных инструментов является аппарат для дуговой сварки. Он превосходит сварочные аппараты TIG и MIG.
Сварочные аппараты для ручной дуговой сварки представляют собой простейшую разновидность сварочных аппаратов. Более того, они представляют собой ценную альтернативу для достижения того, чего не может сварщик TIG или MIG. Различные формы резервуаров или герметичных контейнеров свариваются с помощью аппаратов для сварки штангой из-за точности и эффективности хорошего сварного шва.
Три фактора, описанные ниже, помогут вам выбрать лучших аппаратов для ручной дуговой сварки:
Младшие аппараты для ручной дуговой сварки имеют рабочий цикл около 10% при прибл. 70А. Аппараты для ручной дуговой сварки достойного качества имеют рабочий цикл от 35% до 60%. Дорогие высококачественные модели будут иметь рабочий цикл от 70% до 80%.
Помимо вышеперечисленных факторов, следует также учитывать качество, портативность, функции защиты, совместимость и стоимость. Вы можете ознакомиться с нашим «Руководством по покупке» , чтобы получить подробное представление об этих факторах. Теперь давайте посмотрим на подробности о лучших сварочных аппаратах для дуговой сварки:
Лучшие аппараты для дуговой сварки в 2021 году 7 лучших аппаратов для дуговой сварки в 2021 году Обзоры 1. Дуговый сварочный аппарат DekoproСварочный аппарат 160A MMA позволяет добиться профессионального результата в ваших сварочных проектах.Он обладает универсальностью и простыми в использовании функциями. Его можно использовать для различных процессов сварки тонкой стали. Используя этот сварочный инструмент, вы можете получить много преимуществ от процесса сварки MMA. Создаваемые сварные швы будут прочными, стержень будет течь равномерно, и дуга будет легко зажигаться.
Если взглянуть на ключевые особенности, то этот сварочный аппарат на 160 А оснащен усовершенствованной технологией инвертора IGBT. Источник питания, необходимый для его работы — 110 / 220В. Он имеет номинальный рабочий цикл 40/60%.Этот сварщик может сваривать сталь, низкоуглеродистую сталь, нержавеющую сталь, чугун, алюминий и другие металлы. Устройство питания IGBT с исключительным режимом управления повышает надежность машины.
Этот сварочный аппарат MMA известен своей энергоэффективностью. Уменьшается урон железа и меди. Кроме того, увеличивается частота сварки. Машина оснащена системой управления с обратной связью. Это стабилизирует выходное напряжение и обеспечивает высокую адаптивность к электросети.
Сварочное напряжение можно продолжать регулировать, чтобы точно соответствовать сварочному току. Для обеспечения портативности производитель оснастил его удобной ручкой для переноски. Кроме того, компактный дизайн обеспечивает удобство хранения и транспортировки. Его можно использовать где угодно.
В комплект входит сварочный аппарат, электрододержатель с кабелем, рабочий зажим с кабелем, кабель и вилка адаптера питания, щетка и руководство пользователя.
Что нам понравилось в этом:
Что нам не понравилось:
Купить сейчас на Amazon
2.Zeny Arc WelderНесмотря на компактные размеры, этот аппарат для дуговой сварки Zeny обеспечивает большую мощность. Помимо сварочного аппарата, его можно использовать как произведение искусства. Медный разъем обеспечивает хорошую проводимость и стабильную мощность при длительном сроке службы. Сварочный аппарат обеспечивает большую экономию электроэнергии, чем традиционные сварочные аппараты.
Внедрение технологии Advanced IGBT гарантирует, что этот инвертированный сварочный аппарат может легко переключать питание переменного тока на постоянный. Впоследствии он включает в себя понижающий трансформатор для выработки надлежащего напряжения и тока.
Усовершенствованная технология IGBT обеспечивает более высокий КПД инвертора, достигающий 85%. Таким образом, он экономит больше энергии, чем традиционный сварочный аппарат. Сварочный аппарат работает от источника переменного тока 115 В и 230 В с двумя напряжениями и частотой 60 Гц. Номинальный рабочий цикл составляет 60%.
Этот сварочный аппарат ZENY поддерживает входное напряжение 110 В и 220 В. Кроме того, он оснащен технологией компенсации напряжения.
Готова к сварке; просто добавьте сварочные электроды. Он обеспечивает бесконечный контроль силы тока вместе со светодиодным индикатором.Таким образом, вы можете настроить машину на свои желаемые настройки. Система управления PWM и высокая надежность обеспечивают стабильную работу аппарата в течение длительного непрерывного процесса сварки.
Для обеспечения портативности он оснащен ручкой для переноски и выполнен в компактном исполнении. Этот аппарат для дуговой сварки Zeny Stick может сваривать низкоуглеродистую сталь, нержавеющую сталь, алюминий и некоторые другие металлические материалы. Он надежно работает в таких областях, как обработка листового металла, машиностроение, обработка железа, техническое обслуживание автомобилей, строительная верфь, фабрика, украшение дома и т. Д.
Что нам понравилось:
Что нам не понравилось:
Купить сейчас на Amazon
3.Forney Arc WeldForney Easy Weld 100 ST — подходящий выбор для профессиональных сварщиков или любителей DIY. Это отличный сварочный аппарат для домашнего использования. Этот аппарат для дуговой сварки работает безупречно при периодическом ремонте сварных швов на легком металле. Легкая конструкция обеспечивает портативность.
Оснащен технологией Easy Start и инверторной системой питания. Инверторная система питания легкая и простая в использовании. Таким образом, это гарантирует беспроблемную работу и высокие результаты.Технология Easy Start упрощает любое зажигание дуги. Необходимый источник питания — источник питания 120 В. На выходе 90А. Рабочий цикл составляет 30%.
Этот сварочный аппарат Forney Easy подходит для сварки TIG. Он эффективно рассчитан на установку электрода диаметром до 0,125 дюйма. Кроме того, он может сваривать 16 калибра толщиной до 0,3125 дюйма. Машина проста в использовании и портативна. Таким образом, вы можете взять его с собой куда угодно.
Область применения сварочного аппарата Forney Easy включает сварочные работы, техническое обслуживание и ремонт своими руками.Эта машина — хороший выбор для применения в купольных автомобилях и в домашних условиях. Он отлично подходит для начинающих и отлично подходит для небольших работ. Из него можно сварить решетку для двора.
Что нам понравилось в этом:
Что нам не понравилось:
Купить сейчас на Amazon
4.S7 Arc WelderАппарат для дуговой сварки 200A, упомянутый выше, — это не только сварочный аппарат, но и аппарат для искусства. Благодаря своей энергосберегающей конструкции он может сваривать все типы черных металлов, например, среднеуглеродистую, углеродистую и легированную сталь. Машина обладает огромной мощностью и выполнена в портативном исполнении.
Это мощный сварочный аппарат с передовой инверторной технологией IGBT. Устройство питания IGBT с режимом управления повышает надежность сварочного агрегата.Эта технология позволяет аппарату сваривать сталь, нержавеющую сталь, низкоуглеродистую сталь, алюминий и чугун. Источник питания, необходимый для работы, составляет 110 В и 220 В. Номинальный рабочий цикл составляет 80%.
Благодаря функции энергосбережения этот сварочный аппарат может уменьшить повреждение железа и меди. Наблюдается заметное увеличение частоты сварки и отличное энергосбережение. С помощью управления с обратной связью с обратной связью напряжение на выходе стабильное.
Имеется 5 удобных быстрых подключений на выходе.Это делает его безопасным и быстрым в эксплуатации.
Для обеспечения портативности этот аппарат для дуговой сварки оснащен удобной ручкой для переноски. Компактный дизайн обеспечивает удобство хранения и транспортировки. Таким образом, его можно удобно использовать где угодно. Дисплей яркий и легко читаемый.
В комплект входит этот аппарат для дуговой сварки, адаптер линии преобразования 110–220 В, электрододержатель стержня для стержневой сварки, зажим заземления для дуговой сварки, два быстроразъемных соединения, ремень и руководство по эксплуатации сварочного аппарата.
Что нам понравилось в нем:
Что нам не понравилось в этом:
Купить сейчас на Amazon
5.Инструмент для дуговой сварки TooliomЭтот аппарат для дуговой сварки представляет собой доступный вариант для сварки низкоуглеродистой стали и других типов металлов. Благодаря компактной конструкции и расширенным цифровым функциям этот сварочный аппарат обеспечивает максимальную портативность и удобство для пользователя. Независимо от того, являетесь ли вы любителем или профессионалом, этот сварочный аппарат подходит для ваших сварочных работ.
Поскольку этот сварочный аппарат имеет конструкцию с двумя входами напряжения, вы можете работать с оборудованием при напряжении 120 или 230 В. С выходным током до 195 А вы можете работать с целлюлозными электродами E6010 / 6011/6013/6014 и 7018.Этот аппарат для дуговой сварки имеет номинальный рабочий цикл 60%.
Имеется интеллектуальный цифровой дисплей, который предоставляет интуитивно понятную информацию, например, выходной сварочный ток. Кроме того, имеется светодиодный индикатор аварийной сигнализации и регулируемая ручка. Даже если вы новичок, эти функции позволяют удобно использовать сварочный аппарат.
Что касается производительности, то в аппарате для ручной сварки используется функция предотвращения прилипания, чтобы электроды не прилипали к рабочей пластине и не влияли на качество сварных швов.Сила дуги копания создает гладкую дугу на целлюлозе, что делает сварочный электрод гладким, но прочным. У вас не будет трудностей с запуском дуги. Благодаря функции горячего старта вы можете быстро и легко запустить этот сварочный аппарат.
Как профессиональному сварщику, вам придется носить с собой аппарат для сварки штангой по разным рабочим местам. Помня об этом, компания Tooliom сделала этот сварочный аппарат очень портативным благодаря компактной и легкой конструкции. Кроме того, сварочный аппарат поставляется с регулируемым плечевым ремнем, чтобы вам было удобно носить его.Также имеется удобная ручка для переноски для максимальной портативности.
Аппарат для дуговой сварки имеет надежную тягу и образует глубокую ванну расплава. Кроме того, при сварке меньше брызг, что обеспечивает чистое рабочее место. Сварочный аппарат имеет класс защиты IP215, что увеличивает долговечность и обеспечивает долгий срок службы.
Помимо аппарата для дуговой сварки, вы получаете множество компонентов и принадлежностей. В комплект поставки входят электрододержатель и 10-футовый кабель, зажим заземления и 10-футовый кабель, 10-футовый шнур питания с 120 В, адаптер для тяжелых условий работы 50 А, щетка и молоток, а также руководство пользователя.
Что нам понравилось в этом
Что нам не понравилось в этом
Купить сейчас на Amazon
6.S Simder Arc WelderЭтот сварочный аппарат постоянного тока станет отличным выбором для новичков и тех, кто хочет выполнить небольшой ремонт дома. Он прочен и обеспечивает высокую производительность для различных приложений. Включены различные функции безопасности. Вы можете использовать этот прибор для фиксации предметов или сварки двух металлических частей корпуса.
Имеется реализация передовой технологии IGBT. Требование к источнику питания — двойное напряжение 110-220 В.Номинальный рабочий цикл составляет 60%. При использовании в режиме расширенного управления двойным напряжением этот мини-электросварщик повышает эффективность процесса сварки.
В конструкции этого дугосварочного аппарата присутствуют стержни 3,2 мм. Они подходят для сварки в течение всего дня. Эти стержни подходят для сварки всех типов черных металлов, таких как углеродистая сталь, легированная сталь и среднеуглеродистая сталь.
Этот сварочный аппарат оснащен системой защиты от прилипания и защитой от перегрева.Эти функции безопасности обеспечивают надежность и дают вам душевное спокойствие.
Благодаря небольшому весу и компактным размерам он обеспечивает портативность. Он прост в использовании, поэтому новички могут использовать его на практике и для небольших сварочных работ. При правильном использовании освоить этот сварочный аппарат несложно. Во время работы агрегат требует меньше обслуживания и может экономить от 30 до 70% энергии.
В комплект входит кабель 1,2 м, адаптер линии преобразования 110–220 В, держатели стержневых электродов, зажим заземления, 2 быстроразъемных соединения, сварочные перчатки и руководство по эксплуатации сварщика.
Что нам понравилось в этом:
Что нам не понравилось:
Купить сейчас на Amazon
7.Сварочный аппарат Amico Power Arc StickЭтот сварочный аппарат Amico подходит как для начинающих, так и для опытных сварщиков. Он славится выдающейся стабильностью дуги и надежностью. Легкая конструкция и наличие прочных компонентов делают его надежным инструментом для внутреннего и наружного применения.
Усовершенствованная инверторная технология IGBT обеспечивает высокую эффективность сварки и поддерживает стабильность дуги. Источник питания, необходимый для работы, — 115 и 230 В переменного тока.Номинальный рабочий цикл составляет 60%. Этот сварочный аппарат оптимизирован для получения безупречного сварного шва.
Ток горячей зажигающей дуги легко изменить. Это может значительно улучшить функцию зажигания дуги. Используя этот аппарат, вы можете выполнять сварку различными типами кислотных или основных электродов. Реализованы некоторые дополнительные функции: защита от прилипания, горячий запуск и регулировка силы тока.
Он оснащен функциями безопасности для защиты устройства от повреждений. Эти функции включают защиту от перенапряжения, защиту от пониженного напряжения, защиту от перегрузки, защиту от перегрузки по току и автоматическую компенсацию колебаний напряжения.
Встроенная интеллектуальная система управления вентилятором запускается при запуске процесса сварки. Это помогает охладить компоненты.
В комплекте вы получаете сварочный аппарат ARC-160D, 10-футовый кабель рабочего зажима, 10-футовый кабель держателя электрода на 115 В и 230 В, адаптер питания, два сварочных электрода (2,5 мм), два сварочных электрода (3,2 мм) и принадлежность владельца. руководство по эксплуатации.
Этот аппарат является хорошим выбором для сварки в легких условиях на ферме или в гараже. Новички легко могут получить дугу с первого раза.
Что нам понравилось в этом:
Что нам в нем не понравилось:
Купить сейчас на Amazon
На что следует обратить внимание перед покупкой Best Stick Сварочный аппарат ( ARC Welder):Когда вы помните о вещах, которые следует учитывать, вы можете легко выбрать лучший аппарат для ручной дуговой сварки.Ключевым фактором при выборе одного из них является то, какие два металла вы хотите соединить с помощью этой конкретной машины. Взгляните на приведенный ниже раздел:
1. Входная сила тока и напряжениеВходная мощность, подаваемая на аппарат для ручной дуговой сварки, очень важна. Обсуждая в первую очередь силу тока, ключевым фактором, который следует учитывать, является диапазон силы тока сварочного аппарата. Он точно определяет, что можно, а что нельзя сваривать. Большинство аппаратов для дуговой сварки могут плавить различные типы свариваемого металла. Тем не менее, сварщик с соответствующим диапазоном силы тока имеет решающее значение для сварки сечений различного калибра.
Выберите сварочный аппарат с током на 20–50 А больше рекомендованного. Сварка в более высоком диапазоне тока лучше, чем сварка в слегка холодном состоянии.
Следующее важное соображение — это входное напряжение. Мощность вашей электросети влияет на тип сварочного аппарата, который вы хотите купить. Сварочные аппараты для дуговой сварки совместимы с входом 110/120 В или 220/240 В в качестве однофазного источника питания. В качестве альтернативы им требуется трехфазный вход 240 В. Трехфазные сварочные аппараты предназначены для промышленного использования, а однофазные сварочные аппараты используются для бытовых целей.
Чем выше входная мощность, тем мощнее он будет работать. Сварочные аппараты, требующие более высокой мощности, не могут работать в обычной домашней электросети. Это потому, что им нужна особая силовая цепь.
2. Качество сборкиВыбранный вами аппарат для ручной дуговой сварки должен прослужить дольше. Часто вкладывать средства в сварочную установку — не лучшая идея из-за высокой цены. Убедитесь, что материалы, используемые при строительстве, хорошего качества и долговечны.Некоторые сварочные аппараты сделаны из стали, а другие — из таких металлов, как углеродистая сталь, среднеуглеродистая сталь и стальной сплав.
3. Рабочий циклРабочий цикл представляет собой количество времени, в течение которого вы можете непрерывно сваривать, прежде чем вам нужно дать машине остыть. Обычно полный рабочий цикл составляет 10 минут. Чем дольше рабочий цикл, тем эффективнее он может выполнять вашу работу. Кроме того, это гарантирует, что вы не столкнетесь с проблемой перегрева.
Если вы собираетесь использовать аппарат для ручной дуговой сварки для домашних ремонтных работ или некоторых других сварочных работ, то более низкий рабочий цикл вполне подойдет.Однако для промышленного применения требуется более высокий рабочий цикл. Проблема с более низким рабочим циклом в том, что вам нужно останавливаться каждые 2 минуты.
4. Функции безопасностиЕсли выбранный вами аппарат для дуговой сварки небезопасен в использовании, он не сможет обеспечить вам максимальную пользу. Вы можете столкнуться с проблемами безопасности. Следовательно, важно искать некоторые важные функции безопасности. Во время работы сварочные аппараты обычно нагреваются. Итак, очень важно предотвратить перегрев.
В некоторых аппаратах для ручной дуговой сварки доступны различные функции безопасности: перегрузка, перенапряжение, пониженное напряжение, перегрузка по току, перегрев, защита от прилипания и защита от тепловой перегрузки. Все функции безопасности гарантируют, что пользоваться аппаратом для ручной сварки безопасно.
С помощью защиты от тепловой перегрузки сварочный аппарат автоматически отключается до того, как он станет очень горячим. Когда он выключен, он запускается только тогда, когда агрегат остынет.
5. ПортативностьБольшинство аппаратов для ручной дуговой сварки портативны.Важно проверить портативность, потому что иногда вам нужно выполнять сварку вне дома. Благодаря портативности можно легко носить с собой. Вес и качество сборки определяют портативность. Вы можете рассмотреть возможность покупки легкого сварочного аппарата для портативности.
6. Другие функцииЕсть определенные дополнительные функции, которыми может быть оснащен аппарат для дуговой сварки. Плазменные резаки — это дополнительная функция для аппаратов для дуговой сварки. Это одна из самых ценных функций.
Некоторые другие функции могут включать поддержку различных процессов сварки, таких как функция сварки TIG, или процесс сварки MIG или флюсовой сердцевины. Такие дополнительные функции помогут вам легко и быстро переключаться между различными функциями, быстро и по доступной цене.
Дополнительные функции бесполезны, если вы хотите использовать оборудование только в качестве сварочного аппарата. Однако, если вы хотите выполнить плазменную резку или различные виды сварки, будет разумной идеей купить многофункциональный сварочный аппарат.
7. СтоимостьСварочные аппараты для дуговой сварки не так уж и дороги. По цене ок. За 200 долларов вы можете купить бюджетный сварочный аппарат, обеспечивающий надежные результаты и надежность. Если вы увеличите свой бюджет, вы сможете получить сварочный аппарат с еще большей мощностью и большей универсальностью.
Часто задаваемые вопросы1. Чем дуговая сварка электродом лучше, чем сварка MIG или TIG?
Сварка MIG — это более быстрый и простой процесс; однако это не обеспечивает такое же качество сварного шва для шва, который следует герметизировать.При сварке TIG сварные швы хорошо известны, и их легко отличить от хорошего качества сварного шва. Но сварка TIG медленная и дорогая. Ручная дуговая сварка отличается скоростью, доступностью и предсказуемостью.
2. Как работает аппарат для дуговой сварки?
В процессе сварки используется электрический ток, подаваемый от источника сварочного тока. Этот ток может быть как постоянным, так и переменным. Он выходит из источника сварочного тока и проходит через зазор между металлом и сварочным стержнем.В этот момент ток вызовет электрическую дугу из-за разницы потенциалов.
3. Можно ли применять дуговую сварку в помещении и на открытом воздухе?
Да, благодаря универсальности дуговая сварка штучной сваркой может использоваться как внутри помещений, так и на открытом воздухе. Он эффективно сваривает большинство стыков и сплавов. Большинство сварщиков идут на это, потому что это самый доступный сварочный процесс. Соответствующий процесс позволяет создать эффективную и надежную склейку любых металлов.
4. Необходимо ли иметь отличные навыки перед использованием аппарата для дуговой сварки?
Да, использование аппарата для ручной дуговой сварки требует высокого уровня навыков. Это верно не для всех сварочных процессов. Однако большинству из них требуется высокий уровень квалификации. Если вы новичок в дуговой сварке, вам нужно потренироваться, прежде чем работать над реальными проектами.
5. Как определить идеальный процесс сварки?
Во-первых, подумайте о сварочном проекте и его типе.После этого нужно подумать о материалах, которые вы собираетесь использовать. Важным фактором, который следует учитывать, является толщина металла. Необходимо знать, какова точная толщина материалов. Каждый процесс сварки ограничен точными металлами и толщиной.
6. Какие важные факторы следует учитывать при выборе аппарата для дуговой сварки?
Прежде чем выбирать аппарат для дуговой сварки, следует учитывать следующие факторы. Это используемые технологии, источник питания, рабочий цикл, используемые материалы, простота переноски, функции защиты, совместимость с другими металлами и цена.
ЗаключениеАппараты для ручной дуговой сварки известны своей превосходной скоростью и предсказуемостью. Они широко используются в домашних и промышленных сварочных установках. Все описанные выше аппараты для ручной дуговой сварки имеют несколько уникальных функций и операций, отвечающих конкретным потребностям. Убедитесь, что вы выбрали те, которые соответствуют вашим требованиям.
Исходя из вышеизложенного, сварочный аппарат S7 для дуговой сварки (110 В и 220 В) IGBT Digital Display LCD Welder — лучший выбор с точки зрения отличного рабочего цикла, новейшей инверторной технологии, портативности и легко читаемого дисплея.Сварочный аппарат Amico Power Stick Welder , 160 А, инверторный сварочный аппарат постоянного тока с IGBT-электродом, отличается превосходной стабильностью дуги, функциями безопасности, широкой совместимостью и эффективным механизмом охлаждения.
За последние пару десятилетий сварщики MIG произвели революцию в сварке.
При ценах на рекордно низком уровне проблема заключается в сужении выбора.
Профессиональному сварщику прежде всего нужны качество и надежность.
Мастера «сделай сам» больше всего беспокоит реальная цена.
Мы нашли несколько профессиональных аппаратов и несколько для домашних сварщиков.
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
Хобарт Хендлер 210 | Одна из самых популярных моделей Холодный электрод Пистолет готов | ||
Иствуд МИГ 180 | Отличная альтернатива Hobart 210 Цельнометаллический канатный привод Элемент для прихваточной сварки | ||
Форни Easy Weld 140 | Легкий 19 фунтов Сваривает листы толщиной до 1/4 дюйма Удобный вход 120 В | ||
Lincoln Electric Easy MIG 180 | Впечатляющий рабочий цикл 30% при 130 А Канатный привод для тяжелых условий эксплуатации Давний любимец сварщика | ||
Хобарт IronMan 240 | Прочная рама Сделано в США.S.A. Входная мощность 208/240 В | ||
Миллерматик 211 | Идеальная портативность для профессионалов Легко сваривает тяжелые материалы с питанием от 120/240 В | ||
Everlast Powermig 200 | Включает регулятор Контроль обратного горения Двойное питание 120/240 В |
Вот список лучших сварщиков MIG, которые мы нашли на рынке.
Hobart Handler 210 MIG Welder — это аппарат для сварки MIG промышленного качества, способный сваривать алюминий.Это устройство только на 220/240 вольт, что несколько ограничивает его, но оно включает в себя регулятор с двумя манометрами.
Он весит 65 фунтов, он не тяжелый, но и не такой легкий, как модели на 110/120 вольт. В целях безопасности электрод этой машины остается электрически холодным, пока вы не нажмете на спусковой крючок. Требуются 4- и 8-дюймовые катушки. Этот аппарат с широкой выходной мощностью от 25 до 210 А позволяет сваривать листы толщиной 24 и сталь толщиной 3/8 дюйма.
Этот аппарат готов к установке катушечного пистолета, буквально это означает, что все, что вам нужно сделать, это подключить катушечный пистолет, установить полярность, загрузить катушку с алюминиевой проволокой и начать сварку.Hobart Handler 210 MIG Welder также доступен в пакете с включенным катушечным пистолетом по цене немного меньше, чем покупка сварочного аппарата и катушечного пистолета по отдельности (полный обзор здесь).
Если вам не нужна мощность 220 В или вам просто нужен вариант на 120 В, популярный Hobart Handler 140 — отличная альтернатива. Сочетание профессионального уровня с удобством самостоятельного изготовления. Его мощности в 140 ампер достаточно для сварки стали толщиной до 1/4 дюйма.
Сварочный аппарат Eastwood MIG 180 MIG является обновлением популярной модели Eastwood MIG 175.Благодаря возможности двойного входа он теперь может подключаться к источнику питания 120 или 240 вольт. Если вам не нужно сваривать сталь толщиной более 1/4 дюйма, вы можете выбрать Eastwood MIG 140 и сэкономить деньги. Эта машина работает только от 110/120 вольт.
Этот сварочный аппарат выдает 120 ампер при напряжении 120 вольт и 180 ампер при подключении к сети 240 вольт. Нижний предел для каждой стороны составляет 30 ампер, что дает вам возможность сваривать листы толщиной до 24 мм. Если учесть курковый фиксатор 2T / 4T для длинных проходов валика, сварочный аппарат Eastwood MIG 180 MIG станет отличной конструкцией для ремонта кузовов автомобилей.Одно из нововведений этой модели — новый цельнометаллический привод проволоки, увеличивающий надежность.
Сварочный аппарат Eastwood MIG 180 MIG оснащен пистолетом MIG, совместимым с Tweco, что упрощает поиск деталей. Он имеет функцию прихваточной сварки, пульсирующую дугу, чтобы вы могли быстро закрепить детали. Эта мощная машина с двумя входами имеет отличную ценность по этой цене. Его список функций выгодно отличается от Hobart 210, к тому же вы можете связать его с пистолетом для сварки алюминия за меньшие деньги, чем покупать их по отдельности.
Если вы не хотите тратить деньги на Hobart 210MVP, то это отличная альтернатива.
Forney Easy Weld 140 FC-i — отличный сварочный аппарат MIG для домашнего использования.«FC-i» в названии означает «инвертор с сердечником». Инверторная технология легче традиционных трансформаторов, используемых в большинстве сварочных аппаратов, что означает, что этот сварочный аппарат выдает 140 ампер, хотя он весит всего 19 фунтов.
Единственное, чего не предлагает этот сварочный аппарат, так это настоящих возможностей MIG. Проволока с флюсовым сердечником не обеспечивает такой же чистый и неразрушимый уровень сварки, как дуга в среде защитного газа. Обеспечивает защиту от испаряющегося флюса. Для среднего домашнего сварщика разница незначительна.
Однако, если вам нужно сваривать алюминий или нержавеющую сталь, проволока с флюсовым сердечником не для этого, и вам нужно будет найти машину с возможностью сварки MIG.
Номинальный ток 140 ампер — это примерно столько, сколько вы можете получить, не повышая напряжение до 220 вольт. Этого достаточно, чтобы сварить сталь толщиной 1/4 дюйма. Номинальная нагрузка на эту машину составляет 30 процентов при 90 А, что довольно удивительно для машины в этом ценовом диапазоне.
Вероятно, нет сварщика MIG в этом классе, у которого было бы больше довольных клиентов, и это главная причина, по которой он был выбран Weld Guru Weekend Warrior в качестве лучшего сварщика MIG.
Если у вас не так много денег, я бы порекомендовал взглянуть на наши дешевые сварочные аппараты MIG по цене менее 500 долларов.
Это профессиональный сварочный аппарат MIG от Lincoln Electric с соединениями латунь-латунь, приводом из цельной металлической проволоки и входом 220/240 В.Каждая функция имеет профессиональное качество. Корпус намного более толстый, чем у китайских машин, печатная плата закрыта, а петли сделаны из нержавеющей стали. Эти детали имеют значение, когда вы кладете еду на стол вместе со сварщиком.
Благодаря диапазону сварочного тока от 30 до 180 ампер, Easy MIG 180 может сваривать все, от тонкого листового металла на решетке автомобиля до модификаций рамы одного и того же автомобиля, включая металл толщиной до ½ дюйма. При 130 А рабочий цикл составляет 30 процентов, поэтому маловероятно, что вы когда-нибудь достигнете точки для большинства работ, когда срабатывает автоматическое тепловое отключение.
Easy MIG 180 поставляется с регулятором Harris, а пистолет имеет 10-футовое соединение. Lincoln Electric имеет технологию зажигания дуги, которая почти полностью исключает образование брызг, что дает вам время выбрать правильные настройки для решения поставленной задачи. Lincoln включает в себя как безгазовые форсунки, так и форсунки MIG, на Easy MIG 180 предоставляется трехлетняя гарантия.
Hobart Ironman 240 — это обновленная версия модели Ironman 230, выпуск которой был прекращен.240 — это хорошо зарекомендовавший себя сварочный аппарат, который обеспечивает широкий диапазон мощности от 30 до 280 ампер в прочном шасси американского производства.
Hobart оснащает серию Ironman технологией «мягкой дуги» для более легкого зажигания дуги без брызг. Если вы хотите сваривать алюминий, Хобарт предлагает комплект с пистолетом SpoolRunner 200, который можно найти здесь, за несколько сотен дополнительных долларов.
Это полноразмерная платформа с 15-футовым соединением для пистолета и возможностью загружать 44-фунтовые катушки с проволокой.Hobart предоставляет на Ironman 240 сильную пятилетнюю ограниченную гарантию.
Регулировка мощности имеет 12 настроек для удобства работы в перчатках. Эта ручка регулятора мощности кажется проблемой для некоторых пользователей, которые сообщали о проблемах, когда ручка вращалась свободно и не меняла настройку мощности.
Единственным недостатком этой модели является то, что она не может работать напрямую от генератора. Это мешает сварщику рассчитывать время срабатывания SCR. Это делает его менее портативным, чем некоторые другие сварочные аппараты, но ничего не поделаешь.
Это качественный сварочный аппарат промышленного уровня, идеально подходящий для сельскохозяйственных работ, который сравнивают с Miller 252. В нем отсутствует цифровой экран и несколько других функций, которые не нужны большинству людей, но он стоит намного дешевле, что делает это отличное соотношение цены и качества.
Millermatic 211 — это профессиональный сварочный аппарат MIG, один из лучших доступных сварочных аппаратов MIG.Он может работать от 110 или 240 входов. При подключении к стороне 240 он имеет рабочий цикл 40 процентов при 150 ампер. В доме 110 он обеспечивает 20-процентный рабочий цикл при 115 амперах.
Эти 115 ампер позволят вам сваривать материал толщиной около 1/8 дюйма, поэтому для домашнего энтузиаста, не имеющего розетки на 220 В, Millermatic 211 позволит вам многое сделать, хотя и за реальную цену.
Auto Spool Gun Detect ™ — это удобная функция, которая автоматически определяет подключение пистолета MIG или пистолета с катушкой, что устраняет необходимость в переключателе.Он также имеет защиту от тепловой перегрузки, которая отключит выход источника питания в случае перегрева основного трансформатора или выпрямителя.
Его настоящий рынок — это профессионалы, которым нужна портативность. Примером может служить его вращение, чтобы добраться до различных частей кузова автомобиля. Другой вариант — доставить его на место работы для специалистов по HVAC, устанавливающих воздуховоды или ремонтирующих печи.
Учитывая, что он может сваривать сталь или алюминий толщиной до 3/8 дюйма, он также достаточно портативный, чтобы перемещаться по стальной строительной площадке для таких деталей, как лестницы и перила.Он также оснащен прочным металлическим канатным приводом.
Благодаря профессиональной мощности, универсальности с двумя входами, обслуживанию клиентов Miller и истинным возможностям MIG, Miller magic 211 является нашим профессиональным выбором для лучшей сварки MIG.
Сварочный аппарат Everlast Powermig 200 имеет два входа напряжения и весит всего 35 фунтов благодаря инверторной технологии.Он не только поддерживает MIG, вы также можете использовать его для сварки сердечником из флюса или в качестве аппарата для ручной сварки.
Если ваша машина может одновременно сваривать сваркой и подключать газ, все, что вам нужно купить, это соединительный блок, и вы также получаете способность TIG, хотя Everlast не говорит об этом.
Powermig 200 оснащен системой контроля горения, автоматически регулирующей длину провода при перезапуске. 200 ампер позволяют сваривать ⅜-дюймовую сталь за один проход. Двойные цифровые дисплеи и система управления дугой с малым разбрызгиванием — отличные особенности в этом ценовом диапазоне.
Preflow and Postflow улучшает качество сварки, уменьшая пористость за счет включения газовой защиты до начала дуги и отключения газа после ее прекращения. Функция контроля обратного отжига сбрасывает длину подачи проволоки перед зажиганием другой дуги. Еще одна приятная особенность — это цифровые элементы управления, которые дают вам точное представление о вашем напряжении и скорости провода.
Everlast включает в себя газовый регулятор с этой установкой и предоставляет на него 3-летнюю гарантию. Благодаря способности к ручке и возможности использовать ее как в быту, так и в промышленности, это неплохой сварщик за свои деньги.
GTAW-сварка алюминия переменным током — высокая частота
В процессе газовой дуговой сварки вольфрамом (GTAW) используется тепло, выделяемое электрической дугой, поддерживаемой между заготовкой и неплавящимся нержавеющим электродом.Дуга окружается потоком инертного газа. Качество сварки GTAW в первую очередь определяется заготовкой, присадочной проволокой, качеством электродов, типом источника питания и техникой сварки. Ниже обсуждается несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
High Frequency — Высокочастотный режим инициирует и поддерживает дугу во время пересечения нуля синусоидальной волны переменного тока. На большинстве аппаратов GTAW существуют три положения: 1) Пуск — этот режим помогает зажигать дугу, не контактируя с электродом.Режим «Пуск» чаще всего используется при сварке на постоянном токе. 2) Непрерывный — это также помогает инициировать дугу и продолжается в течение всего процесса для поддержания дуги в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоидальной волны. Этот режим чаще всего используется при сварке на переменном токе. 3) Выкл. — высокочастотная система не задействуется во время какой-либо части процесса в этом режиме. Прежде чем возникнет дуга, должен произойти контакт между электродом и рабочей поверхностью. Практика «косого пуска» для зажигания дуги может вызвать загрязнение электрода в процессе GTAW.Режим «Выкл.» Часто используется для сварки штучной сваркой (SMAW), когда возникновение царапины приводит к возникновению дуги.
Использование трансформатора уравновешенной волны — Обозначение сбалансированной волны или Balanced Wave Control указывает, что источник питания может изменять синусоидальную волну тока в режиме переменного тока. Нормальная синусоида покажет равномерное разделение времени задержки каждой полярности. С оборудованием, поддерживаемым Balanced Wave Control, время задержки может быть увеличено как в положительном, так и в отрицательном цикле.(Фигура 1).
Прямоугольная волна обозначает форму волны тока. Он проявляется в виде прямоугольной циклической волны, а не в виде стандартного гладкого цикла синусоидальной волны. Способность генерировать прямоугольную волну позволяет источнику питания использовать функцию управления сбалансированной волной для создания дуги, которая может добавить либо большее проникновение, либо большее очищающее действие. Поскольку проникновение происходит во время отрицательной стороны волнового цикла (отрицательный электрод — EN), а очистка происходит во время положительной стороны волнового цикла (положительный электрод — EP), изменение частей цикла повысит желаемые характеристики.Этот процесс выполняется с помощью SCR (выпрямителей с кремниевым управлением), которые действуют как вентили управления для тока EN или EP. Необходимо контролировать точное время, когда эти ворота открываются и закрываются. Это приводит к четкой дуге при изменении полярности через нулевую часть цикла.
Углы горелки и размещение валика: Правильное обращение со сварочной горелкой очень важно для получения хорошего шва. (Рисунок №2) Для улучшения контроля держите резак как карандаш. При сварке в плоском положении руку следует слегка положить на поверхность, чтобы рука могла равномерно перемещаться по стыку.Перемещение горелки только пальцами обычно приводит к неправильному углу наклона горелки и плохому сварному шву. Добавляя присадочную проволоку, проволоку следует зажать пальцами. Рука должна находиться как можно ближе к дуге, чтобы провод устойчиво держался. Проволока должна двигаться вместе с движением резака. Добавляя проволоку, протяните проволоку большим пальцем через пальцы. Конец провода должен выступать на 6-8 дюймов от руки. Слишком большое удлинение присадочной проволоки приводит к шатанию на конце проволоки, что делает лужу неровной и позволяет присадочной проволоке загрязняться.Добавление проволоки в лужу требует устойчивости и концентрации, чтобы поместить нужное количество материала в нужное место и точно в нужное время. Углы горелки незначительно меняются в зависимости от положения сварного шва. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом давя в точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на 10-25 градусов от плоскости сварного шва.
Сварной наконечник (электрод): — Вольфрамовые электроды из чистого, циркониевого и серого сплава рекомендуются для использования в A.C. Сварка. Торированные электроды обычно предназначены для сварки на постоянном токе таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высоким тепловложением. Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шара, необходимую для сварки алюминия на переменном токе.
Электрод из чистого вольфрама часто рекомендуется и используется для сварки алюминия и магния на переменном токе. Они содержат минимум 99,5% вольфрама без намеренно добавленных легирующих элементов.Использование вольфрама высокой чистоты снижает токонесущую способность, хотя он сохраняет чистый, скругленный конец, что обеспечивает хорошую стабильность дуги.
Циркониевые вольфрамовые электроды обладают характеристиками стабильности дуги, аналогичными чистому вольфраму, за исключением более высокой токонесущей способности, характерной для торированного вольфрама. Этот электрод обеспечивает хороший баланс свойств. Он более устойчив к загрязнению, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Электроды из церинового вольфрама содержат 2% оксида церия (CeO2), который помогает уменьшить выгорание электродов. По своим характеристикам церированные электроды будут реагировать так же, как чистый вольфрам, обеспечивая стабильную дугу и уменьшая количество вольфрамового «разбрызгивания». Эти характеристики позволяют этому электроду хорошо работать с алюминием в машинах с уравновешенными волнами (переменного тока) и со сталью в режиме постоянного тока.
Устройства подачи холодной проволоки: — Устройства подачи холодной проволоки используются в ручных, полуавтоматических и полностью автоматических сварочных операциях, где требуется присадочная проволока.Их можно использовать как с жесткой, так и с мягкой проволокой. Для адаптации агрегатов к разным диаметрам присадочной проволоки используются различные типы приводных механизмов и направляющих.