
Ничто в нашем мире не вечно. Любая полезная вещь с течением времени приходит в негодность, особенно если она используется для резки чего-то или сверления. Именно так, сверла – тупятся, об этом знает каждый хозяин. Но что делать в такой ситуации? Не выбрасывать же драгоценный инструмент. К счастью, решение есть, причем довольно простое, реализуемое в условиях любого гаража или мастерской.
Для того, чтобы реализовать подобный проект самостоятельно, понадобится не только сырье, но и кое-какие инструменты. В работе точно понадобится штангенциркуль, тиски по металлу, маркер, болгарка, точильный станок с наждачным кругом, сварка и плоскогубцы. Что же касается «сырья», то делать инструмент будем из обычной шестигранной гайки, болта того же размера, еще одной корончатой гайки и спирального сверла, нуждающегося в заточке.
Процесс изготовления инструмента достаточно прост. Сначала стоит вспомнить о том, что главной особенностью шестигранной гайки является то, что две любые смежные грани сходятся в ней под углом 120 градусов. Примерно такой же угол и при вершине у спирального сверла для работы по твердым металлам. Это случайное и потрясающее совпадение и является основой для создания инструмента.
Итак, сначала на гайке делаем при помощи штангенциркуля линии надреза так, чтобы получилась треугольная прорезь. Она должна соединять два противоположных угла гайки и быть симметричной относительно диагонали. В эту прорезь и будет укладываться сверло. Для выреза намеченного паза используем тиски и подготовленные инструменты.
Теперь нужно приварить корончатую гайку основанием к первой гайке со стороны паза. Важно добиться абсолютного соотношения. Остается только вкрутить болт. Инструмент готов. Можно с его помощью фиксировать сверло и использовать точильный аппарат для заточки.
Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения .

Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы .
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума , а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу . Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой , что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности .
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы . Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки
.Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением . Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
 Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
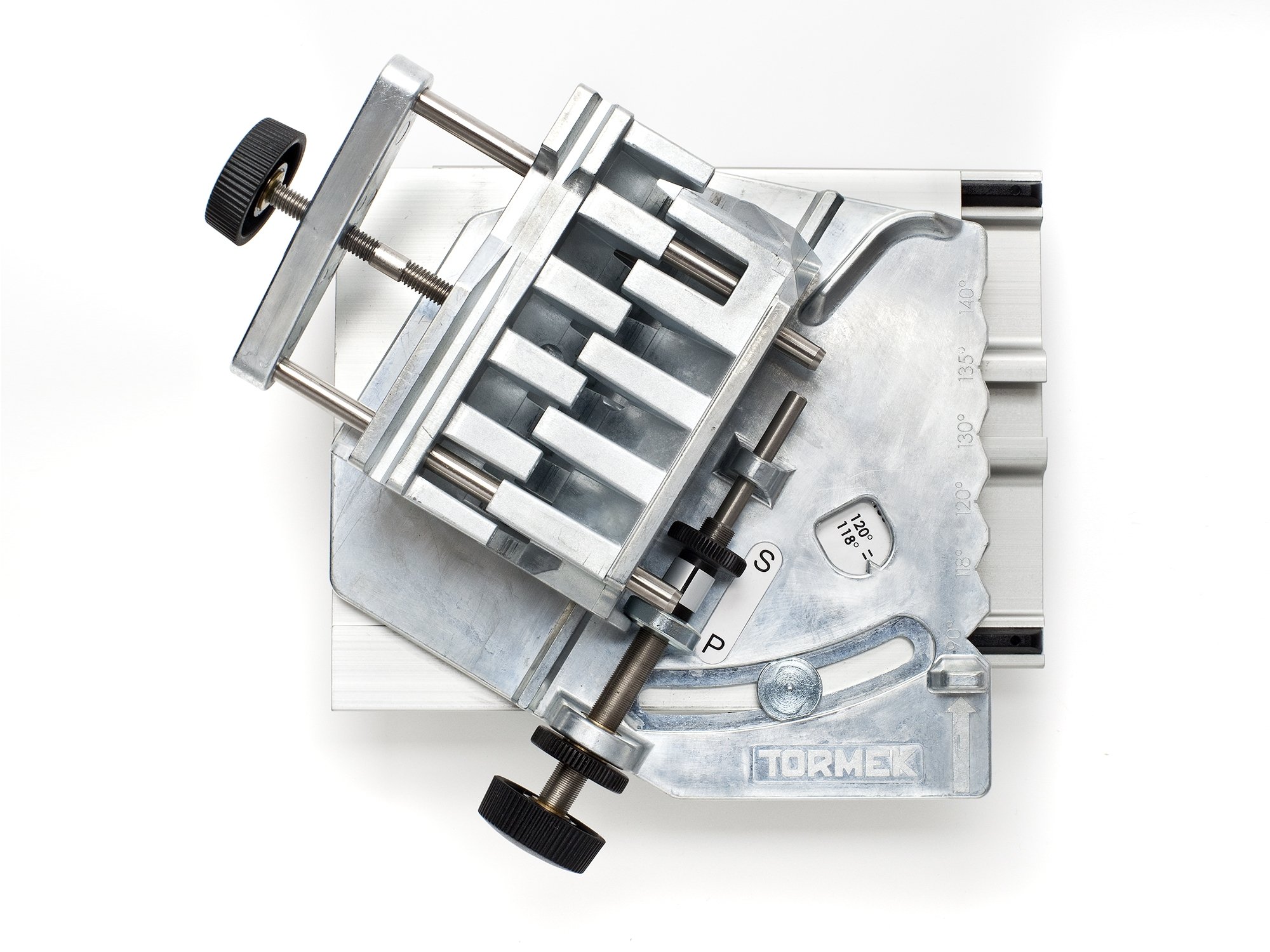
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
В результате этих дефектов сверло будет:

После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:

Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.

 Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Вам необходимо, чтобы сверла всегда были заточенными, а специальный станок днем с огнем не отыщешь даже в специализированных магазинах? И сделайте станок для заточки сверл своими руками. Вы с легкостью справитесь со сборкой несложной конструкции, если у вас есть хотя бы небольшой опыт в работе с базовыми инструментами.
Приспособление для заточки сверла может представляет большую ценность в домашнем хозяйстве так, как с помощью данного устройства можно самостоятельно произвести заточку сверл любого диаметра и типа. Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Основные материалы:
Помимо материалов понадобятся инструменты для их механической обработки и соединения, в частности электрическая сварка и болгарка.
Инструменты:
Процесс изготовления:
1. Изготовление крепежной пластины
Крепежная пластина изготавливается из металлической подкладки с отверстиями толщиной около 3-4 мм. С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
2. Уголок для фиксации сверла
Элемент предназначен для фиксации сверла во время заточки. Изготавливается путем отрезания части обычного уголка 30х30 или 40х40. Общая длина варьируется в пределах 60-90 мм, при этом крайняя часть обрезается под углом 60 градусов, чтобы придать затачиваемой плоскости нужный уровень.
3. Крепление для фиксирующего уголка
Отрезанная часть с отверстием от пластины соединяется с другой металлической пластиной, при этом элементы накладываются друг на друга привариваются электросваркой к уголку. Для приваривания следует вырезать на пластинах монтажный вырез, чтобы впритык установить детали и обварить.
В соединенных частях просверливается отверстие по диаметру болта или шпильки, а сами детали тщательно обвариваются со всех сторон для придания жесткости.
4. Приваривание болта
Болт или шпилька предназначен для фиксации уголка. Элемент приваривается под углом 75 градусов к основной пластине. Во время обваривания следует учитывать нижнюю плоскость, при необходимости удалить шлак, чтобы исключить перекос изделия.
5. Крепление шайбы к болту
Шайба на болт устанавливается на уровне 25 мм от верхней крайней части. Примерный диаметр равен 30 мм. Элемент приваривается с помощью электросварки в нужном проектном положении с соблюдением всех уровней по плоскости.
6. Отверстие в шпильке
При отсутствии отверстия под установку шплинта в болте (шпильке) требуется изготовить его при помощи дрели и сверла нужного диаметра. За счет данного технического элемента будет осуществляться крепление фиксирующего уголка. Диаметр может быть разный, однако главным условием является надежная фиксация.
7. Упор для сверла
Изготавливается из металлического прутка и специального тисочного зажима. Пруток приваривается к фиксирующему уголку снизу. Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Система монтируется на точильный стол и фиксируется дополнительными зажимами.
Видео: как изготовить приспособление для заточки сверл.
Этот способ доступен любому. Для этого вам потребуется дрель. Возможно, не сразу с прилавка магазина, а уже морально устаревшая и вами не используемая. Она будет выступать в качестве двигателя.
Ее нужно закрепить на станине, в патрон вставить втулку или готовый к установке точильный круг или универсальный мелкозернистый диск. Всё. Включив дрель, вы получаете вращающийся абразив, о который точить сверло – одно удовольствие.
Очень простое решение для заточки. Однако не забывайте о приспособлениях для заточки сверла, которое фиксирует затачиваемый элемент относительно точила.
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.

 Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.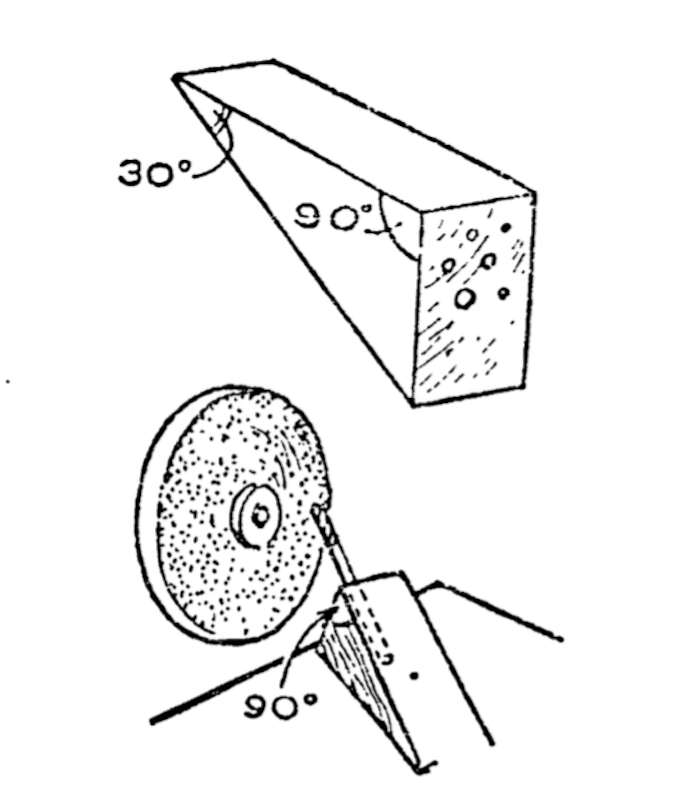
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Механическая обработка металла связана с огромными нагрузками на инструмент.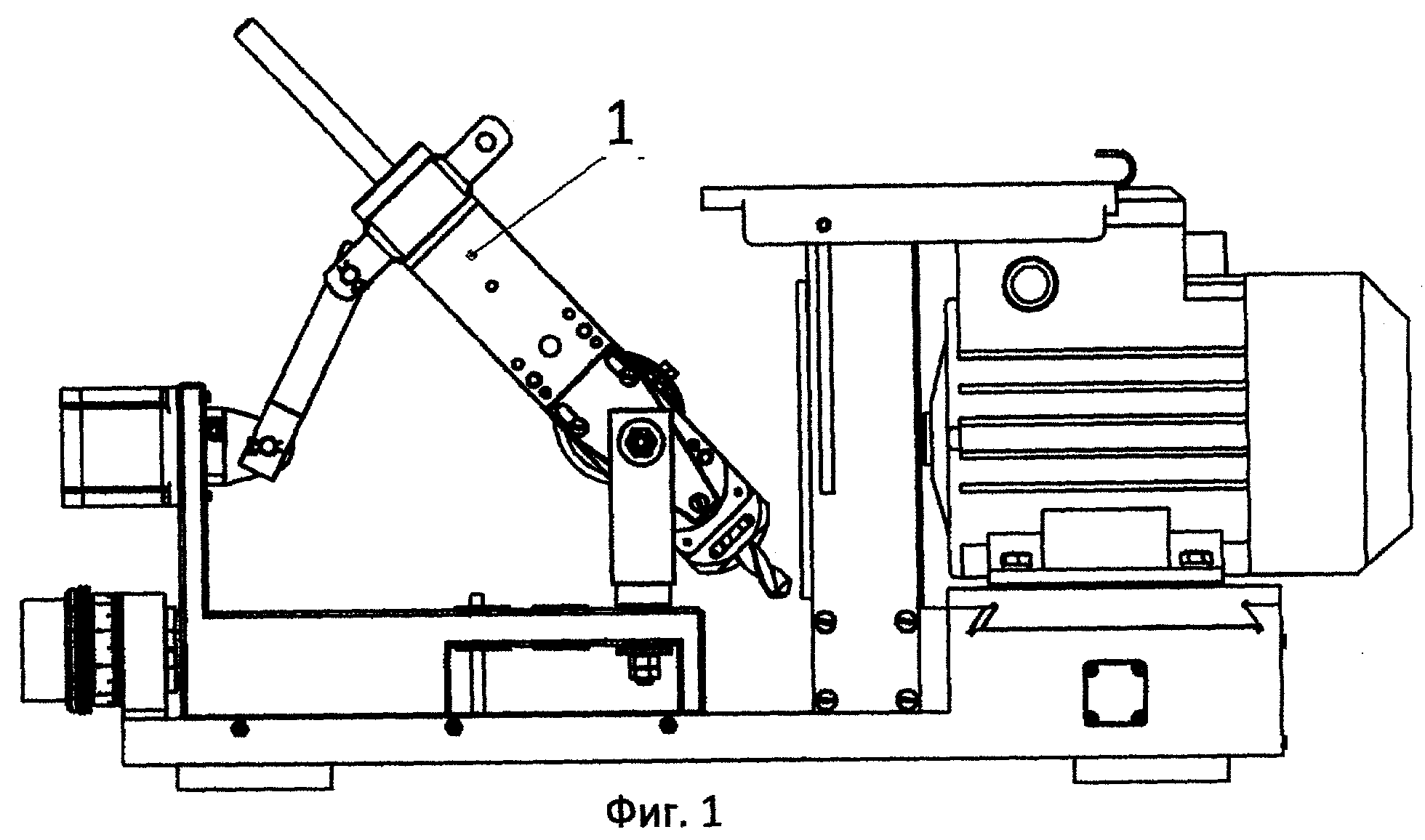 Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть — это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть — это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний . Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла — 18-20 градусов, заднего — 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение — 118 градусов.
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем — просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
В лучшем случае вы проверите углы после окончания заточки, а в худшем — просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования — точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Как уже стало понятно, ручная заточка сверла — это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.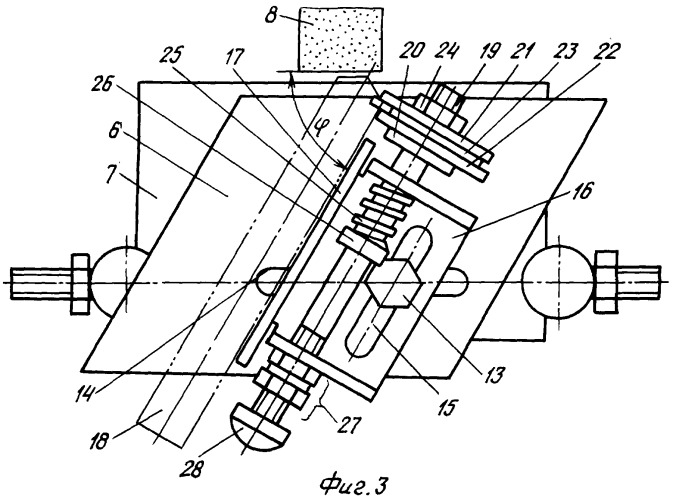
Итак, основная задача приспособления — правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл.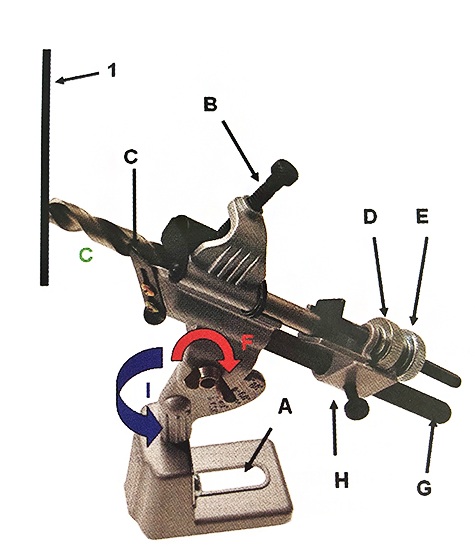 Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру , безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
| Обрабатываемый материал | угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.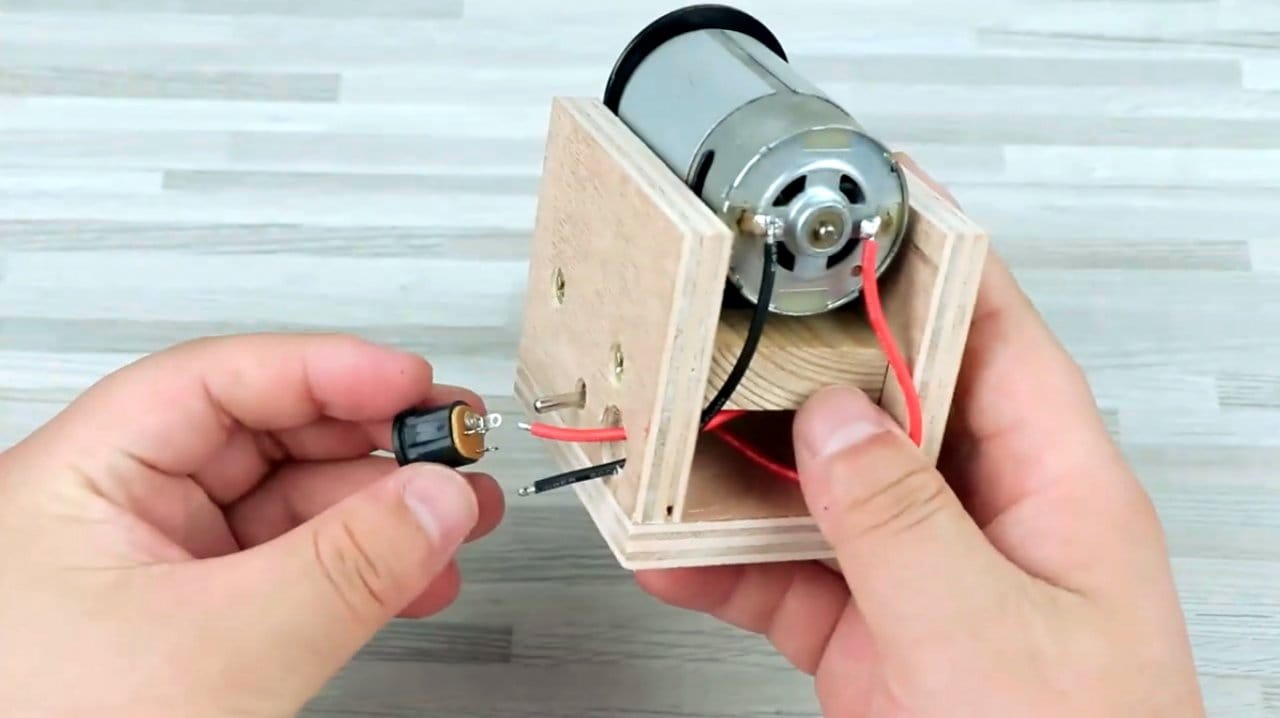
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники по бетону и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру своими руками, безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
В любом случае, минимальная механизация необходима.
ВАЖНО! Затачивать наконечники при помощи напильника, надфиля и даже наждачной бумаги – бессмысленно. Для этого необходим электрический наждак (точило).
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
Обрабатываемый материал угол заточки Сталь, чугун, бронза твердосплавная 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 Алюминий и мягкие сплавы на его основе 135 Керамика, гранит 135 Древесина любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне.
При этом качество и точность обработки была на высоком уровне.
Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси.
Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки.
После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Особенно это важно для сверл малого диаметра.
На схеме показаны типичные ошибки самостоятельной заточки:
 Сверло с большой долей вероятности сломается;
Сверло с большой долей вероятности сломается;В качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:

Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы.
Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.
Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.
Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси.
Обычно, для универсальных задач, в домашнем точиле используется белый круг из электрокорунда. Он отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки.
При заточке твердосплавных сверл (да и быстрорежущий металл тоже требует более твердого диска), применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64С.
Зернистость для бытовых работ обычно выбирается 25H.
При заточке сверл требуется фракция помельче, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что наждаки из карбида кремния сильно нагреваются при работе.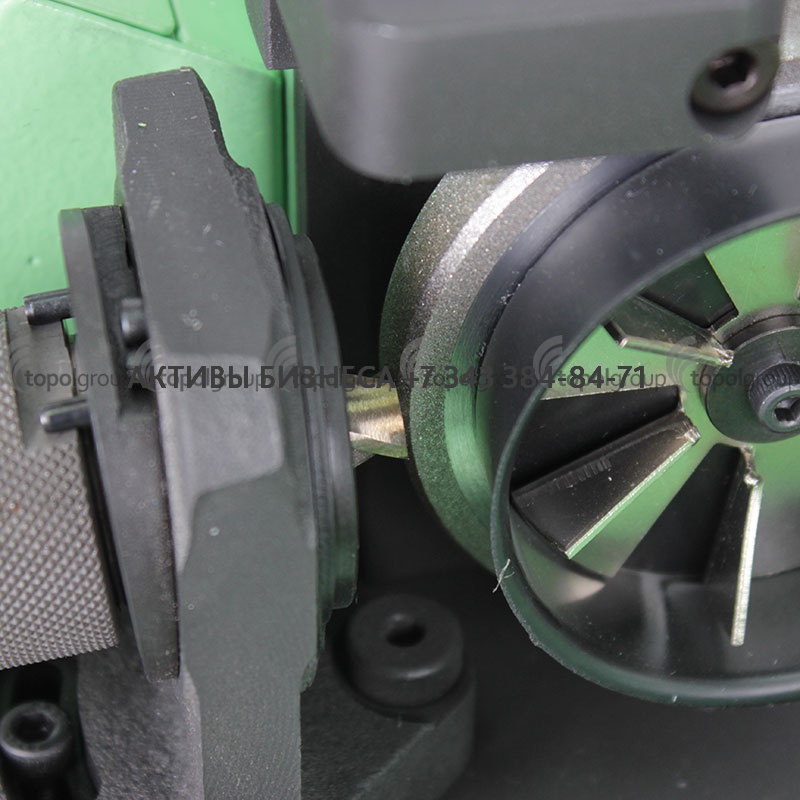 Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна набегать на срез, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатывающая поверхность, должна быть идеально ровной. Править ее можно насадкой из эльбора. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых удерживается эльборовый резец.
Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.
для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.
Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.
После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину , обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.
Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера. В былые времена заточку сверла производили вручную.
На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Содержимое обзора:
Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам.
В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Заточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Заточка сверла своими руками не самый хороший способ, так как он способен нести за собой ряд неточностей, например, режущие кромки могут оказаться не правильными по отношению к оси инструмента.
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.
Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
В качестве мотора для нашего устройства отлично подойдёт двигатель от стиральной машины. Мощность её мотора будет достаточной для процесса заточки сверл. Провода допускается взять тоже от подручной аппаратуры.
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться. При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
 Как сделать их своими руками по чертежам?
Как сделать их своими руками по чертежам?Тупое сверло неизбежно ухудшает рабочие возможности станка, на котором оно установлено, и делает практически невозможным адекватное выполнение поставленной задачи. Тем временем в процессе интенсивной работы сверла неизбежно будут затупляться. К счастью, большинство из них предполагает возможность заточки для дальнейшего использования, но для этого под рукой надо иметь соответствующее приспособление. На самом деле на него даже не обязательно тратиться – вместо этого такое устройство можно изготовить собственными руками.
Приспособления для заточки сверл самодельного производства появились, вероятно, задолго до того, как их выпуск наладили промышленные предприятия. Самостоятельно изготовленные образцы отличаются, как правило, примитивностью, но зато своему изготовителю они обходятся в сущие копейки, а задачу могут решать не хуже покупного аналога.
Для собственноручного изготовления точилок используют любые подручные материалы, соответствующие техническим параметрам. Простейшим вариантом точила является втулка, которую устанавливают жестким способом на основании под удобным углом. Принципиальным моментом для подобного изделия является именно максимально надежная и стойкая фиксация.
Опытные мастера отмечают, что отклонение закрепленного сверла от втулки хотя бы на один градус уже чревато нарушением процедуры заточки, а значит, отрицательно скажется на эффективности работы сверла.
При наличии необходимых «деталей» и умения всегда можно несколько усовершенствовать конструкцию изделия. Для более надежной фиксации всегда можно внедрить в самодельный станок бруски с отверстиями, которые по диаметру как раз подходят к наконечникам. Иногда вместо них используют несколько небольших трубок из алюминия или меди.
Вне зависимости от того, какой вариант конструкции вы выберете для самостоятельного изготовления, следует помнить, что заточка любого инструмента, включая и сверла, предполагает наличие определенных специфических навыков, которые приобретаются только с опытом. Чаще всего подразумеваются следующие способности:
Не исключено, что первый самодельный экземпляр приспособления для заточки наконечников окажется неидеальным и потребует дополнительной регулировки или настройки, однако, важно не бояться неутешительных результатов, а пробовать, и со временем все получится.
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична.
По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
 Некие подобные конструкции широко используются на производстве, но там они и более громоздкие, и имеют расширенный функционал, тогда как в домашних условиях собирают их более компактные и не такие продвинутые версии. Стойка в любом случае неотделима от заточного станка, потому ее стоит собирать в том случае, если станок у вас есть. В задачи умельца входит самостоятельное изготовление из подручных средств основания, стержня и упора. К стержню специально подобранными зажимными гайками нужного размера крепятся сверла, но нужно убедиться, что они зафиксированы намертво.
Некие подобные конструкции широко используются на производстве, но там они и более громоздкие, и имеют расширенный функционал, тогда как в домашних условиях собирают их более компактные и не такие продвинутые версии. Стойка в любом случае неотделима от заточного станка, потому ее стоит собирать в том случае, если станок у вас есть. В задачи умельца входит самостоятельное изготовление из подручных средств основания, стержня и упора. К стержню специально подобранными зажимными гайками нужного размера крепятся сверла, но нужно убедиться, что они зафиксированы намертво. Изготовить такое изделие не составляет труда, но важно добиться идеально точной фиксации в правильном положении как самого сверла, так и фиксатора, который вполне может быть собран всего лишь из двух небольших гаек и болта.
Изготовить такое изделие не составляет труда, но важно добиться идеально точной фиксации в правильном положении как самого сверла, так и фиксатора, который вполне может быть собран всего лишь из двух небольших гаек и болта.Решение изготовить какой-либо механизм своими руками всегда начинается с создания чертежа. Это правило работает всегда и во всех случаях, даже если вам кажется, что планируемое к производству приспособление весьма простое. Стоит учитывать, что чертеж – это не просто условная схема, на нем обязательно должны быть прописаны размеры всех отдельных деталей, а также механизма целиком.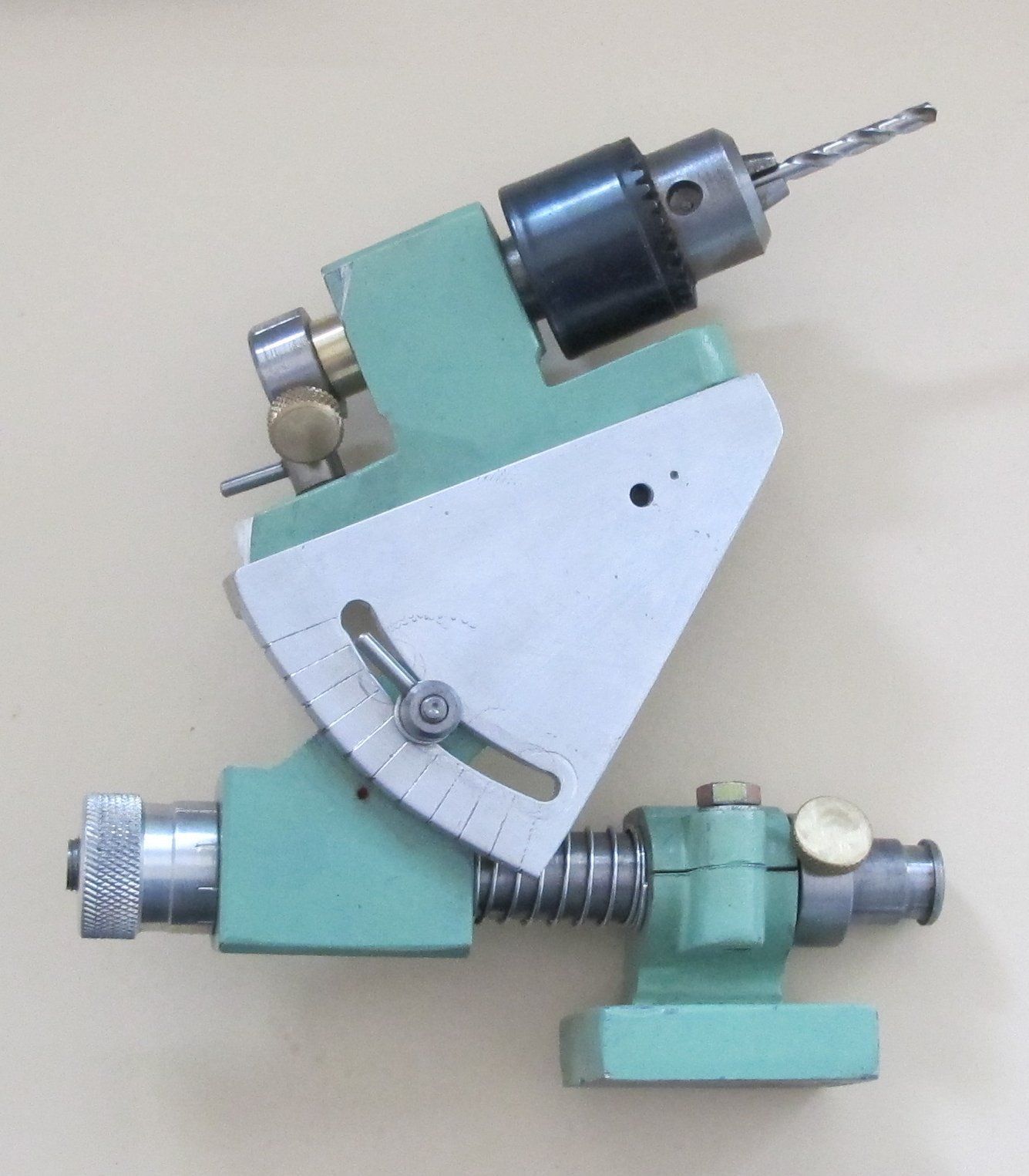
Не поленитесь внести информацию даже о размерах крепежей, а затем несколько раз подряд перепроверьте, все ли сходится.
Если это для вас первый опыт самостоятельного изготовления подобных устройств, ничего нет удивительного в том, что проблемы начинают появляться уже на этапе составления чертежа. Ничего страшного – вы должны лишь сделать механизм своими руками, а не разработать собственный рабочий проект. Раз так, не возбраняется пользоваться интернетом, чтобы позаимствовать чертеж у кого-нибудь. При этом стоит помнить, что и в сети далеко не все авторы разбираются в том, о чем пишут, а значит, чертеж не следует брать в работу, слепо доверяя источнику – его также следует перепроверить на предмет совместимости всех параметров по отношению друг к другу.
Также желательно убедиться, что вы еще до начала выполнения уже понимаете, как должен выглядеть и работать конечный результат.
Для решения задач по заточке мелких сверл отлично подходит устройство, собираемое «на коленке» из обыкновенных гаек. В интернете можно найти несущественно различающиеся рекомендации относительно пошагового изготовления такого устройства, но чаще всего все выглядит примерно следующим образом.
Для начала надо отыскать две гайки, диаметр которых не был бы одинаковым. На более крупной надо провести разметку, отмерив по 9 мм на одной из граней по трем сторонам. Результаты измерений обозначаются маркером на выбранной грани, а также на той, которая является противоположной по отношению к первой. После того как разметка будет выполнена, гайку зажимают в тисках и обрезают небольшие фрагменты по прорисованному контуру.
Результаты измерений обозначаются маркером на выбранной грани, а также на той, которая является противоположной по отношению к первой. После того как разметка будет выполнена, гайку зажимают в тисках и обрезают небольшие фрагменты по прорисованному контуру.
После этого в порезанную гайку вставляют сверло, чтобы убедиться, что грани гайки обеспечивают сверлу те самые 120 градусов наклона, которые обычно считаются наиболее удачным положением для заточки и последующей работы. Если все совпадает, можно переходить к следующему этапу – к поверхности, подвергшейся обрезанию, прикладывают гайку меньшего диаметра и, убедившись в правильности положения, приваривают ее. Затем в меньшую гайку вкручивают болт, который ограничивает перемещения вставляемого сверла – в результате получается держатель, обеспечивающий необходимый угол.
Опытные мастера особо акцентируют на том, что фиксацию должен обеспечивать именно болт, и не стоит пытаться заменить его рукой или другими менее надежными приспособлениями.
Благодаря специфике описанной конструкции в нее можно вставить сверло под правильным углом и в таком положении зафиксировать его. После этого сверло обтачивается на наждаке в расчете на то, что гаечное приспособление не позволит сточить лишнего, заодно сточив и себя. При этом многие мастера сомневаются в том, действительно ли гайка способна противостоять обрабатывающему воздействию абразивного круга и не портиться, заодно портя и сверло, которое точится под неправильным углом.
Вариантов решения этой проблемы может быть всего два: либо выбирайте любые другие приспособления для заточки сверл, либо тщательнее выбирайте гайки, из которых будете делать зажим.
Не стоит думать, что приспособление для заточки сверл можно своими руками изготовить только из металла – на самом деле для достижения подобных целей годится и древесина. На первый взгляд, она не обеспечивает той же надежности фиксации в правильном положении, однако, практика показывает, что даже в деревянном исполнении фиксатор способен некоторое время безупречно служить своему хозяину.
На первый взгляд, она не обеспечивает той же надежности фиксации в правильном положении, однако, практика показывает, что даже в деревянном исполнении фиксатор способен некоторое время безупречно служить своему хозяину.
При этом изготовить его может даже тот человек, у которого совершенно нет навыков сварщика или отсутствует сварка как агрегат, но для производства потребуется все еще не затупившееся сверло.
В качестве главного материала используют кусок деревянного бруса, толщина которого оптимально оценивается в 2 сантиметра. По торцевой стороне будущего изделия выполняют диагональную разметку, стремясь определить центр. После этого надо подходящим сверлом в точке середины проделать сквозное отверстие – по диаметру оно будет как раз таким, чтобы в будущем фиксировать тот инструмент, которым его выполнили.
Далее надо обрезать углы так, чтобы линии среза шли на 30 градусов по транспортиру, если точкой отсчета признаем центр. Потом сбоку или сверху просверливают еще одно отверстие, предназначенное для фиксирующего самореза. Его отверстие должно в толще бруска соединяться с прорезью для вставки затачиваемого сверла – тогда с помощью болта фиксации сверло можно будет надежно прижать.
Потом сбоку или сверху просверливают еще одно отверстие, предназначенное для фиксирующего самореза. Его отверстие должно в толще бруска соединяться с прорезью для вставки затачиваемого сверла – тогда с помощью болта фиксации сверло можно будет надежно прижать.
Принцип использования такого устройства достаточно прост – сверло вставляется в проделанное для него отверстие, а затем фиксируется, плотно прижатое болтом. При этом кончик сверла, предназначенный для затачивания, должен выступать за пределы деревянной оправы. Специалисты советуют применять подобную конструкцию для работы с болгаркой или ленточным гриндарем. Понятно, что деревянный корпус тоже будет поддаваться затачивающему воздействию и истираться, потому задача точильщика – следить, дабы это не происходило чересчур выраженно.
Деревянные приспособления для заточки сверл не изготавливаются для сверл строго одного диаметра – они универсальны и предполагают использование для заточки изделий разного диаметра. При этом он не должен существенно отличаться от максимально возможного. Если диаметр отверстия для сверла составляет 9 мм, то здесь же можно затачивать насадки толщиной и в 8, и даже в 7 мм, а вот в 6 мм уже нежелательно. При более широком ассортименте сверл в арсенале мастера для заточки более тонких наконечников надо сделать еще одну такую конструкцию с диаметром уже в 6 мм, где также можно будет затачивать изделия толщиной 5 и даже 4 мм.
Принципы эксплуатации самодельных приспособлений для заточки сверл сильно зависят от того, какого именно вида устройство было произведено. Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если заточка будет производиться на наждаке или зафиксированной болгарке, то есть, эти устройства уже имеют четко определенное положение в пространстве и не могут самостоятельно перемещаться относительно стола, задачей мастера является аналогичное закрепление самостоятельно изготовленной приспособы. Удобнее всего произвести фиксацию механизма при помощи струбцин, но надо внимательно следить за тем, на каком расстоянии крепеж устанавливается от абразива – ваша задача ведь заключается в том, чтобы они располагались достаточно близко друг от друга, позволяя производить затачивание.
Когда правильное положение найдено, и вы готовы протестировать собственную разработку, послабьте зажимной хомут, чтобы позволить сверлу встать на свое место. Теперь поставьте сверло в предназначенное для него отверстие и поищите такое положение, при котором угол заточки будет идеальным, а поверхность сверла окажется плотно прижатой к поверхности камня. Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке.
Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке.
Когда оптимальное положение для сверла по отношению к точащей детали тоже найдено, надежно зафиксируйте сверло с помощью тех крепежей, которые предусмотрены в самодельном устройстве специально для таких целей. Оставьте небольшой зазор, который обычно оценивается в 1 миллиметр – ваша задача ведь не заключается в том, чтобы сломать наконечник, вы должны его лишь немного обточить. После этого запустите абразивный диск или другое точащее устройство и проверьте собственный станок в действии.
По истечении времени, достаточного для адекватной заточки, остановите процесс и оцените, насколько удачно работает ваш собственный точильный станок.
Если со сверлом все в порядке, и оно затачивается именно так, как это необходимо для ваших рабочих нужд, подобную процедуру необходимо повторить и с обратной стороны, ведь до этого момента сверло стачивалось лишь по одной из кромок. Наконечник поворачивают на 180 градусов, послабив и затем снова затянув крепления, однако ограничительный болт в этом случае трогать не нужно совсем – он должен обеспечивать ту же длину затачивания, что была и при обработке обратной стороны.
После этого вы в любой момент сможете точить собственные сверла, как только в этом возникнет необходимость. Если вы работаете преимущественно с мягкими материалами, имеющими сравнительно невысокую плотность, такая необходимость будет возникать сравнительно редко, но вот металлообработка всегда создает огромную нагрузку на сверла и требует регулярного использования приспособлений для заточки.
Есть несколько проверенных веками способов того, как понять, что сверло уже нуждается в обновлении остроты кромки.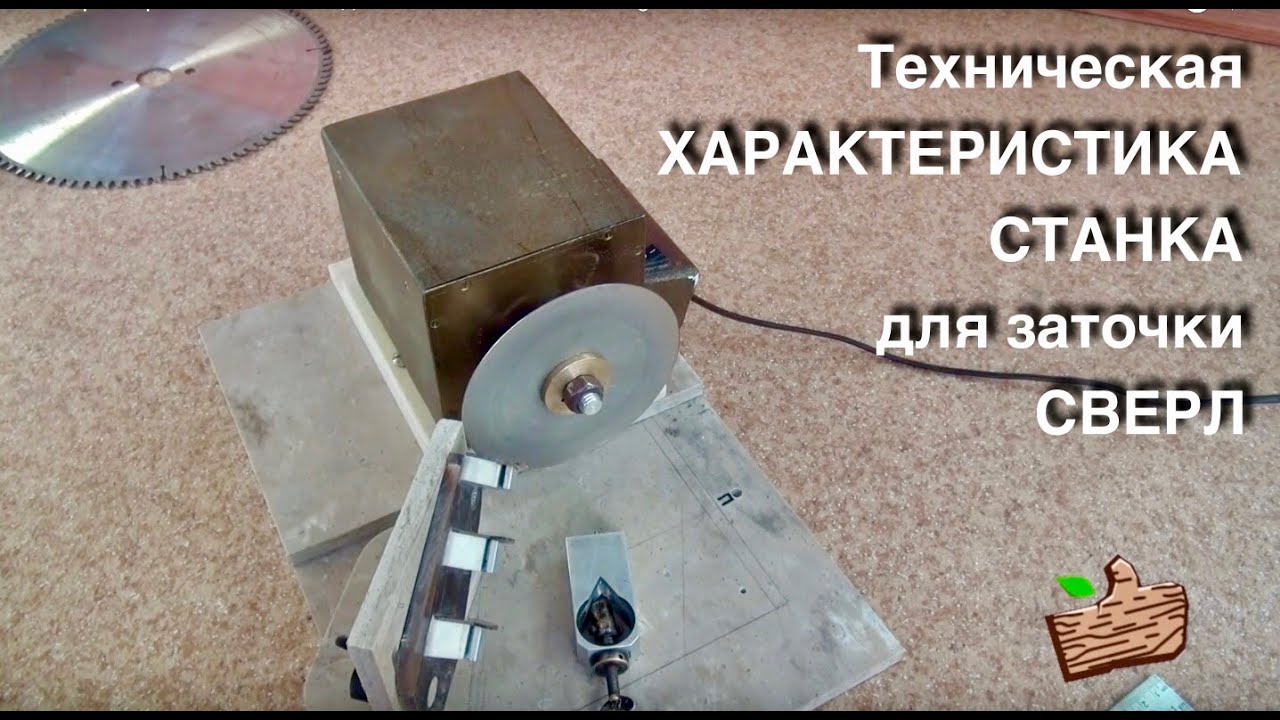 В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.
В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.
Кроме того, с затупившимся сверлом двигатель начинает испытывать перегрузку и чрезмерно греться – это и понятно, ведь для достижения поставленной цели с некондиционным наконечником мотору приходится работать интенсивнее. Наконец, притупившееся сверло всегда оставляет на обрабатываемой поверхности характерные рваные заусенцы – так происходит потому, что затупление не является равномерным по всем сторонам сверла, и портит оно наконечник постепенно.
О том, как сделать устройство для заточки сверл своими руками, смотрите в следующем видео.
Работать хорошим инструментом это удобно, эффективно и правильно! Сегодня у нас полезная самоделка для дома и гаража — самодельный станок для заточки сверл.Правильно заточить сверло представляет некоторые трудности без наличия опыта. Причём свёрла больших диаметров ( где-то от 6мм) ещё поддаются контролю заточки и, худо-бедно, их удаётся заточить через какое-то время. Свёрла малых диаметров, особенно востребованные мастерами радио и электронной техники точить приходится буквально на-ощупь и под лупой и без применения механизации используя корундовые брусочки. Кстати, совсем недавно мы публиковали статью «Самодельный станок для заточки ножей» кто не прочитал, обязательно прочтите!
Кстати, совсем недавно мы публиковали статью «Самодельный станок для заточки ножей» кто не прочитал, обязательно прочтите!
Используя свои залежи неликвидов и проведя обзор интернета я собрал на скорую руку простенькое приспособление позволившие заточить свёрла от 2,0 до 6,0 мм без особого труда. Дальнейшее совершенствование приспособления возможно и является задачей ближайшего будущего. Общий вид на фото 1 и 2 .
Как, конечно, известно свёрла по металлу имеют угол заточки при вершине 120 градусов. (Для дерева и мягкого металла меньше). На фото виден жёлтый угольник, лежащий между точилом и приспособлением, обеспечивающий этот угол, т.е. сверло расположено под углом 60 гр. к рабочему торцу абразивного диска. Нужный угол затылка сверла обеспечивается начальным наклоном сверла относительно диска.
Принцип работы приспособления не нов и многократно повторен и опубликован в сети. Отличием этого приспособления является использование для закрепления сверла так называемых ювелирных тисочков, имеющихся в продаже и недорогих. У меня имелись такие очень старые, переделанные и измордованные за 30 лет применения . Фото из сети взято.
У меня имелись такие очень старые, переделанные и измордованные за 30 лет применения . Фото из сети взято.
Принцип работы прост-Поворотом ручки раздвигаем губки и обратным вращением что-то зажимаем, например сверло.
Данные тисочки подверглись доработке. Заклёпки были высверлены и на эти посадочные места были установлены пластины и вновь заклёпаны более длинными заклёпками. Далее будет понятно для чего это сделано.
Сверло зажимается в тисочках так чтобы режущие кромки лежали параллельно губкам .
По краям приклёпанных пластин сверлятся соосные отверстия на одном расстоянии от центра и лежащие на прямой перпендикулярной оси тисочков (то есть и сверлу). Через эти отверстия будет проходить ось на которой будет качаться попеременно эта «качалка» при затачивании одной и другой грани. При идеальной разметки качалки будет достигаться равенство режущих кромок при заточке.
Качалка закреплена на стойках (подошли корпуса врезных дверных защелок без внутренностей. В свою очередь стойки привинчены к дубовой плашке. В ней же расположены четыре опорные ножки для настройки нужной высоты .
В свою очередь стойки привинчены к дубовой плашке. В ней же расположены четыре опорные ножки для настройки нужной высоты .
Качалка с сверлом размещается между стойками на оси, ось съёмная .
Заточка первой грани (губки закрашены синим маркером).
Заточка второй грани-качалка перевёрнута на 180 гр. (закрашенную сторону не видно). Вид сверху этого узла.
Готовое сверло на фото ниже. Погрешности, возникшие при работе «на коленке» и старые изношенные тисочки не позволили заточить свёрла от 1 мм. Здесь показано заточенное 1,5 мм сверло. При большом увеличении видна разница длин режущих кромок (небольшая, но есть)
Пробное сверление меди показало практически хороший результат-работают обе режущие кромки (видны две спиральки стружек).
На толстом оргстекле результат также нормальный.
Также видны две спиральки стружки. Идеально это приспособление должно было бы иметь своё точило на какой-то общей панели вместе с качалкой.
Автор статьи «Приспособление для заточки сверл своими руками» Вячеслав Панов
Смотрите так же интересные материалы на тему инструмента:
У меня в мастерской скопилось много свёрл которые затупились или поломались но заточить сверло выдерживая нужный угол вручную довольно сложно, тем более когда нужно заточить сразу несколько свёрл. Подумав решил сделать специально под это дело специальный станок для заточки сверл, где бы уже был установлен упор выставленный под нужным углом и оставалось бы вставить туда сверло и заточить его.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Что нам понадобится чтобы сделать станок для заточки сверл:
— Электродвигатель 555, купить можно тут — http://ali.pub/3q5pb8;
— Кронштейн для двигателя 555 — http://ali.pub/3q5pno;
— Переходник шпиндель для вала двигателя 555 с резьбой M3 — http://ali.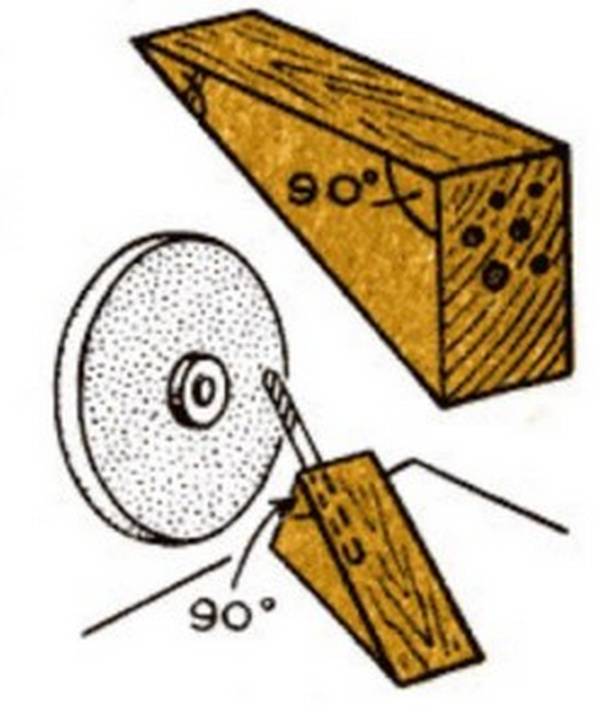 pub/3q5puv;
pub/3q5puv;
— Выключатель;
— Джек 5.5mm;
— Алмазные отрезные диски 40 мм — http://ali.pub/3q5qgg;
— Адаптер питания 12-24V — http://ali.pub/3q5qrq;
— Фанера, деревянная доска;
— Шурупы;
— ПВХ труба с внутренним диаметром 45 мм.
Из деревянной доски отрезаем один брусок с размерами – 60х40х10 мм, из фанеры вырезаем два прямоугольника: 70х55х10 мм. Затем нужно из них сделать держатель под двигатель 555, для этого скручиваем шурупами их вместе, получаем такую фигуру.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Также из куска фанеры вырезаем основу для станка для заточки свёрл.
Станок для заточки сверл своими руками
Затем прикручиваем основу к держателю для двигателя.
Станок для заточки сверл своими руками
Далее к корпусу прикручиваем угловой кронштейн для двигателя 555, предварительно просверлив тонким сверлом в корпусе отверстия под шурупы, чтобы не расколоть деревянный брусок.
Станок для заточки сверл своими руками
К кронштейну прикручиваем сам двигатель.
Станок для заточки сверл своими руками
На вал двигателя прикручиваем муфту-переходник под отрезные диски.
Станок для заточки сверл своими руками
В боковой стенке корпуса заточного станка для свёрл проделываем отверстия под разъём питания и выключатель.
Станок для заточки сверл своими руками
А также делаем внутреннюю проводку, припаивая провода к двигателю через выключатель и к джеку питания.
Станок для заточки сверл своими руками
Берём ПВХ трубу внутренним диаметром 45 мм и длиной 86 мм и делаем в нём вырез под деревянный корпус станка. Я это делал с помощью узкого жала паяльника но можно это сделать и другим способом.
Станок для заточки сверл своими руками
Далее надеваем трубку на корпус и я приклеил её к нему со всех сторон с помощью цианокрилатного суперклея.
Станок для заточки сверл своими руками
Также в трубке я с одной стороны ранее сделал прямоугольный вырез чтобы можно было через него вставить гаечный ключ.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
На этом этапе я сразу прикрутил алмазный отрезной диск с диаметром 40 мм.
Станок для заточки сверл своими руками
Из куска фанеры я вырезал держатель под свёрла и прикрутил его посредине основы станка.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Взял кусочек небольшого алюминиевого уголка и приклеил на суперклей к держателю для свёрл.
Станок для заточки сверл своими руками
Для питания двигателя станка для заточки свёрл я использовал универсальный импульсный адаптер питания 12-24 В.
Станок для заточки сверл своими руками
Наш заточной станок для свёрл готов, давайте теперь испытаем его, подсоединяем в разъём питания штекер от адаптера питания, включаем тумблер и можно затачивать свёрла. После заточки я испробовал эти свёрла как при сверлении дерева так и металлов и всё сверлится очень хорошо, в точности как новыми.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Для лучшего восприятия материала, вспомним устройство сверла.
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Как сделать приспособление для заточки сверл.
Приспособление для ручной заточки спиральных свёрл.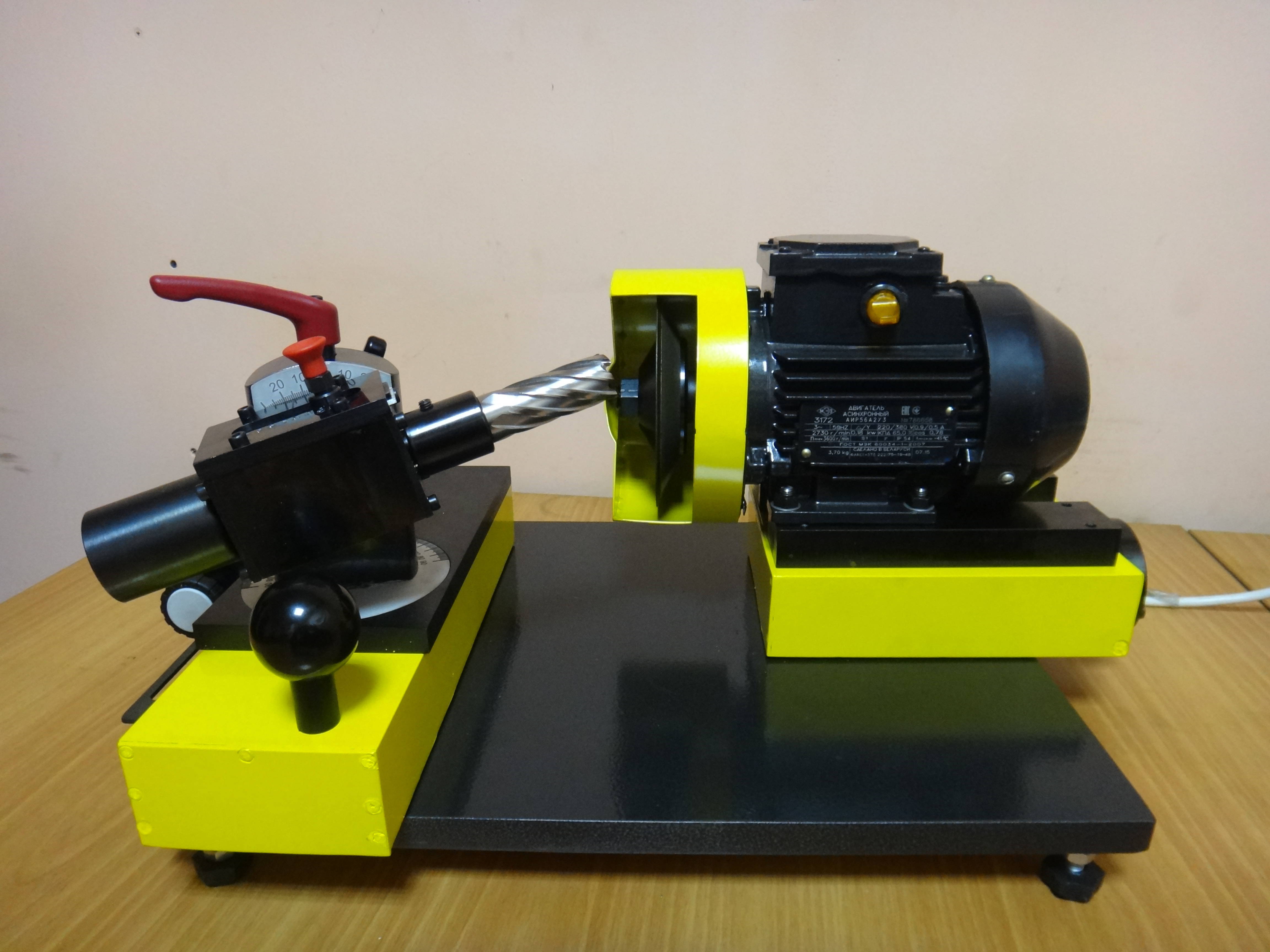 Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Но тут же возникла идея, как сделать заточку свёрл ещё более простой и удобной. В результате раздумий и опытов появилось нижеописываемое приспособление. Сначала потребовалось модернизировать — довести до ума имеющееся фабрично-китайское (типа немецкое) точило. Потому как работать с ним используя приёмы В.Леонтьева было практически невозможно.
Электроточило фабрично-китайского изготовления.
Хлипкий штатный кронштейн подручника.
Непригодная для работы конструкция подручника.
Вопервых кронштейн крепления подручника к кожуху диска слишком хлипкий, сделан из металла 2 мм толщины. При небольшом усилии гнётся. Поэтому, естественно, углы заточки получаются +/- километр! Да и форма подручника абсолютно не позволяет делать нормальный задний угол по методе В.Леонтьева, так как сверло при опускании хвостовика упирается в угол кронштейна. Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Плоскость площадки подручника гораздо ниже оси вращения диска.
Новый кронштейн крепления подручника.
Для нормального кронштейна был использован кусочек металла толщиной 4 мм, большего размера и дополнительные крепёжные винты. Старый кронштейн крепился на двух заклёпках, которые пришлось срезать. Теперь новый кронштейн гораздо жёстче, чем ранее. Также из кусочков уголка и полосы была сварена горизонтальная полка подручника с дополнительными крепёжными отверстиями. Её положение можно регулировать в некоторых пределах.
Сравнение толщины металла в новом и старом подручниках.
Новый кронштейн крепится в 5 точках.
Детали приспособления. Кронштейн. Подручник. Поворотная пластина…
Далее было изготовлено непосредственно само приспособление. Оно представляет из себя поворотную пластину с приваренной втулкой, которая может качаться на оси, закреплённой в проушине, которая в свою очередь крепится к подручнику. Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Приспособление в сборе. Пластина в горизонтальном положении.
Приспособление в сборе.
Приспособление для заточки.
Сначала вместо этой пластины была опробована направляющая в виде кусочка уголка (как на видео у В.Леонтьева), но этот вариант совсем не годится — сверло трудно нормально зафиксировать (оно пытается убежать вправо при касании с диском), тем более что его требуется ещё и подавать вперёд при формировании заднего угла. В общем уголок (он есть на фото) совершенно не годится.
Приспособление в нижнем положении.
Работа с приспособлением напоминает движения автора видеоуроков, только вместо пальца и глазомера используется ось качания и установленный угол заточки сверла. Значительно удобнее с приспособлением контроль параллельности диску обрабатываемой режущей кромки сверла. Нужно просто повернуть пластину вниз и прижать сверло в пазу таким образом, чтобы линия режущей кромки была параллельна плоскости пластины — оси качания пластины. Этот момент показан на фото.
Этот момент показан на фото.
Установка сверла на подручник к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо одновременным движением опускать пластину вниз и подавать само сверло вперёд к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке заднего угла. Симетрию кромок контролирую точно также, как и в видеоуроках. Кстати, вместо качающейся пластины можно установить на подручник кусочек уголка с фиксированными углами — заточки и задним — это для заточки твердосплавных буров. Нужно только по месту определить необходимую длину сторон уголка для получения нужного заднего угла заточки, так как он зависит и от диаметра диска и местоположения подручника относительно оси вращения диска.
Установка сверла в направляющий паз пластины.
Контроль установки сверла. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющего паза.
Приспособление для ручной заточки спиральных свёрл.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
 Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали.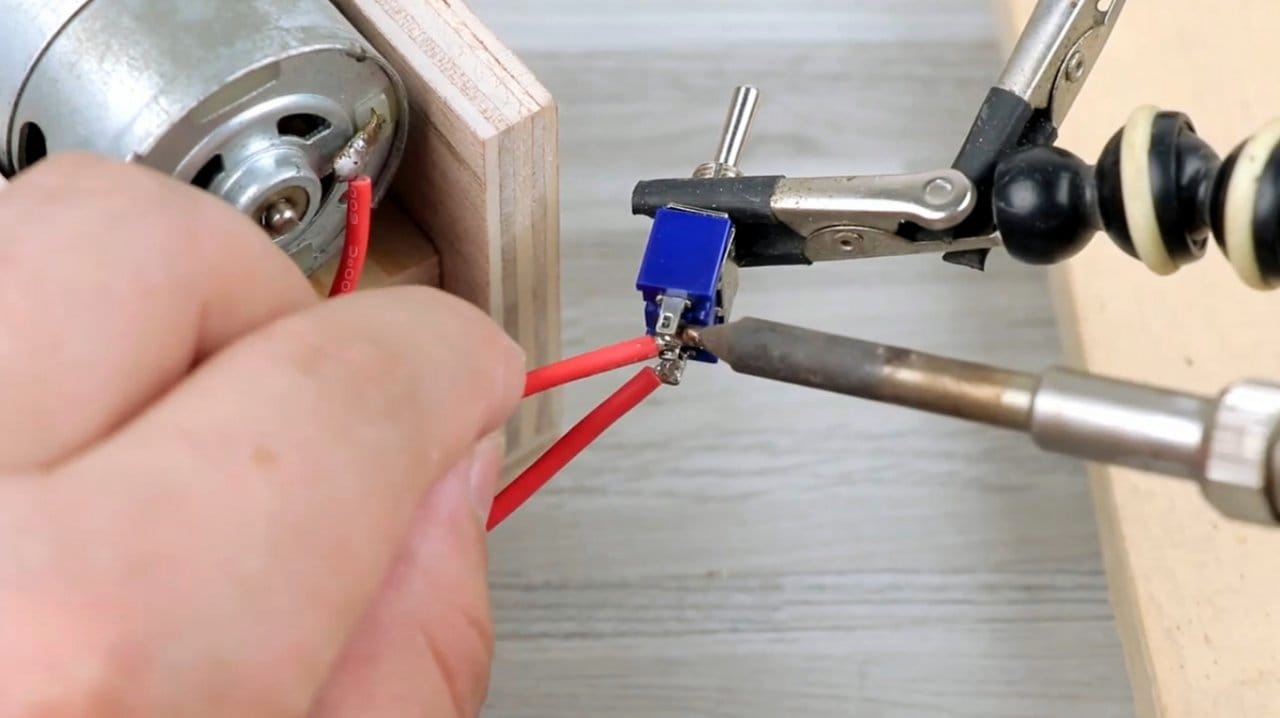 Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
В результате этих дефектов сверло будет:
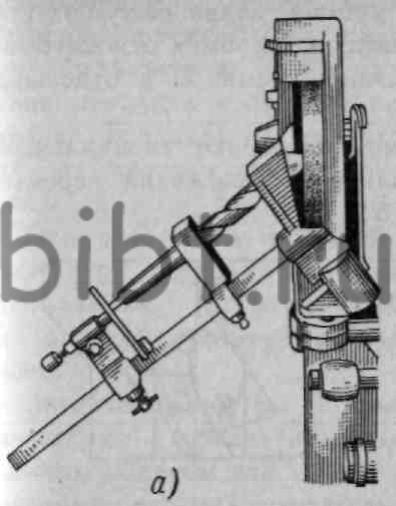
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:

Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера.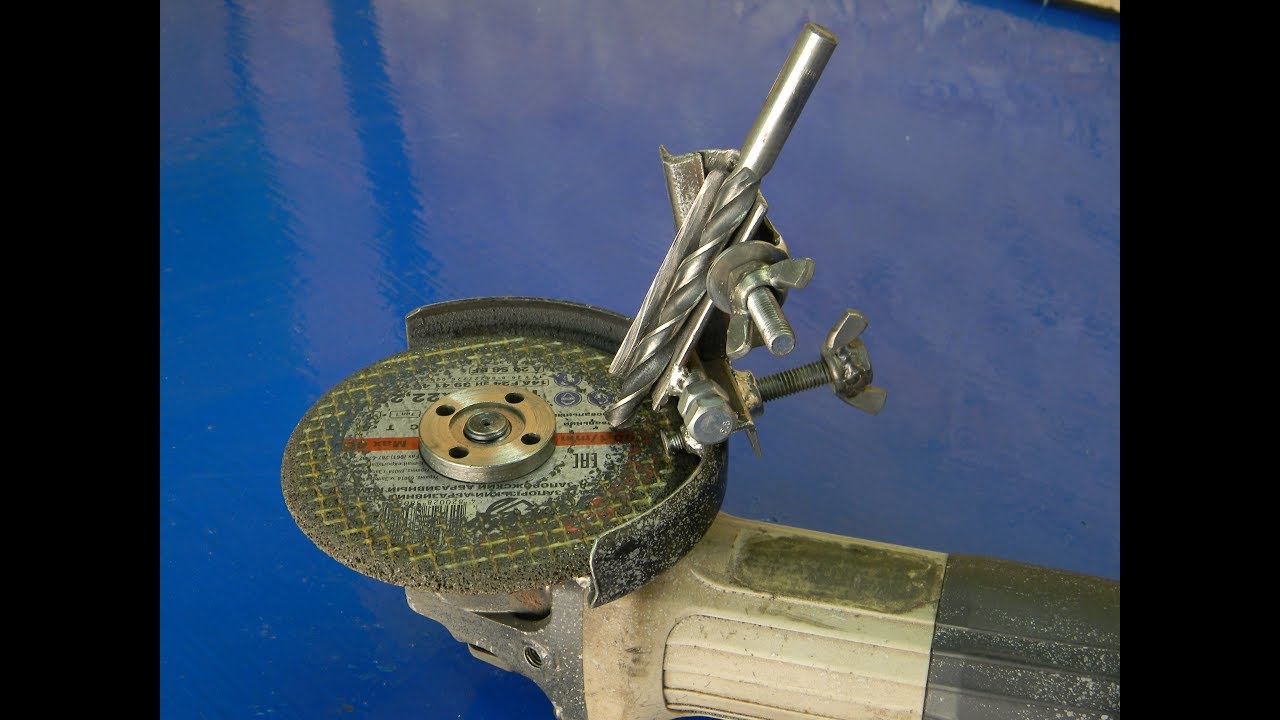 В былые времена заточку сверла производили вручную.
В былые времена заточку сверла производили вручную.
На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам.
В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Заточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Заточка сверла своими руками не самый хороший способ, так как он способен нести за собой ряд неточностей, например, режущие кромки могут оказаться не правильными по отношению к оси инструмента.
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.
Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
В качестве мотора для нашего устройства отлично подойдёт двигатель от стиральной машины. Мощность её мотора будет достаточной для процесса заточки сверл. Провода допускается взять тоже от подручной аппаратуры.
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться. При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.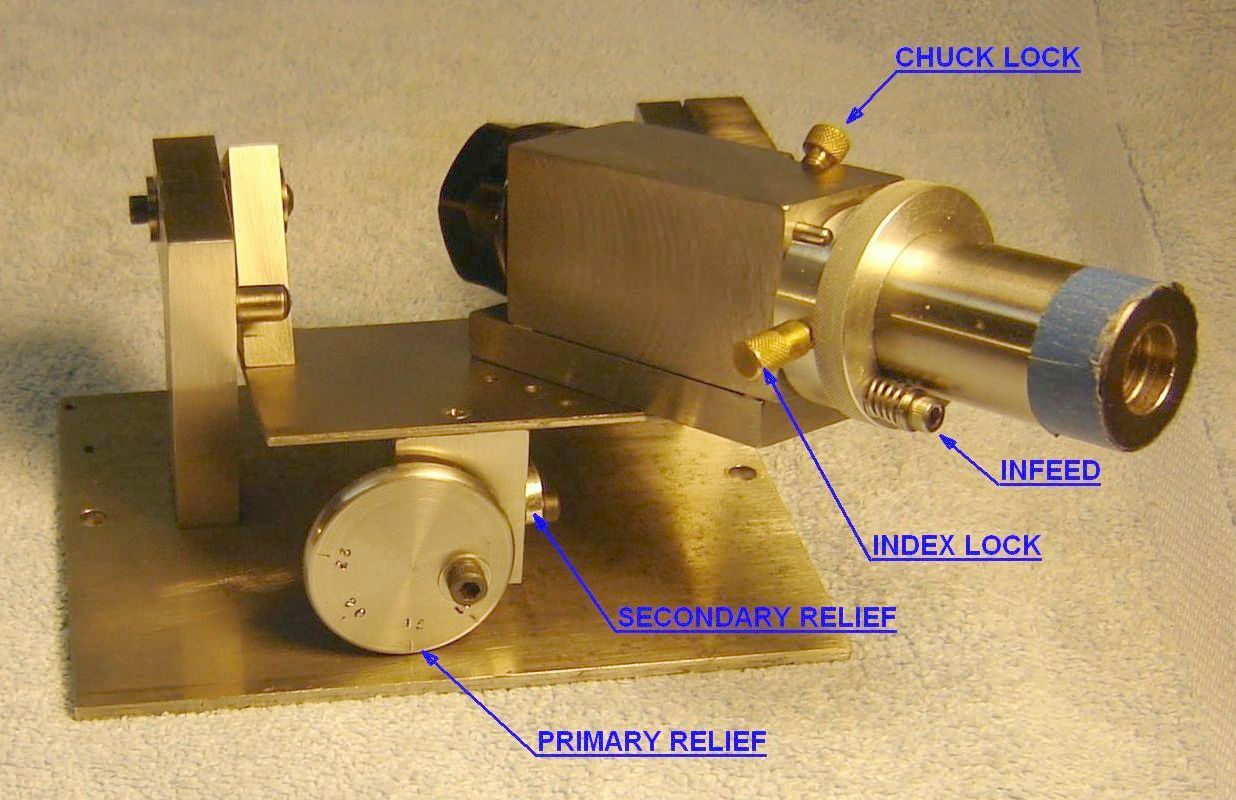
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Чтобы своими руками собрать станок, необходимо подготовить:
Все комплектующие станка своими руками размещаются внутри корпуса.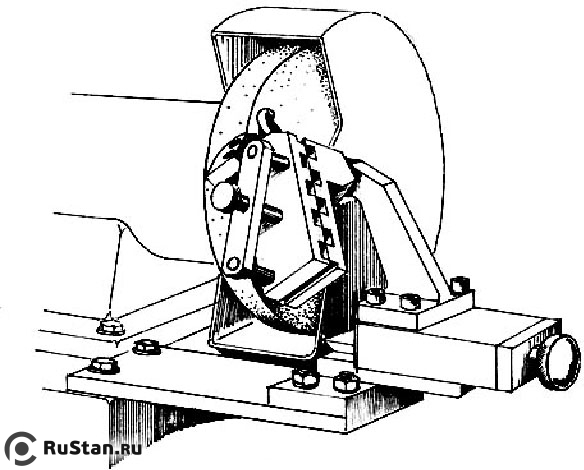 Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке.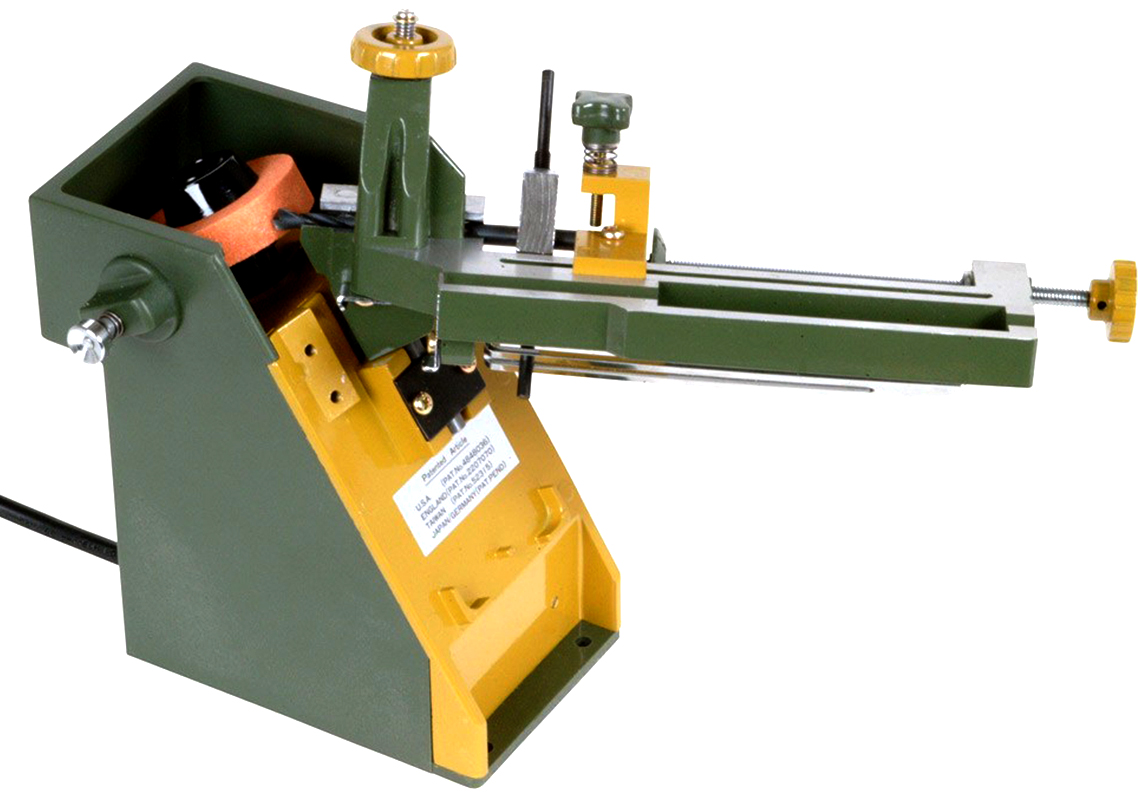 Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
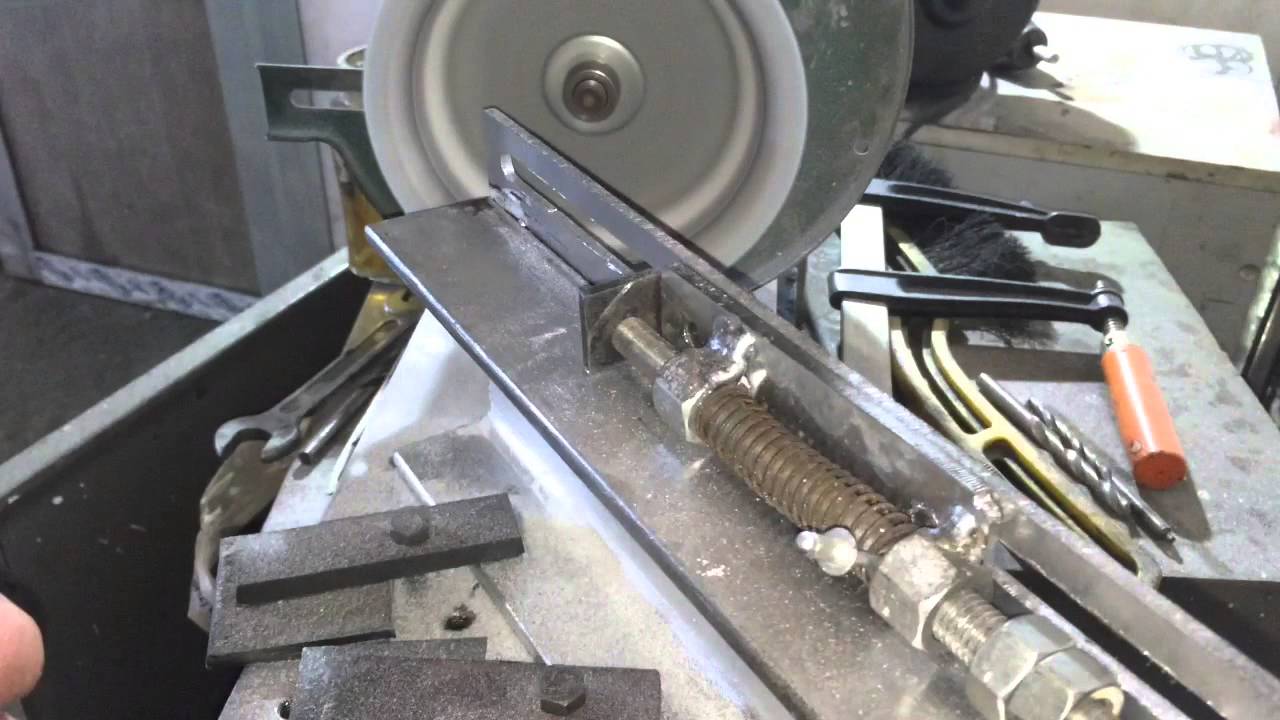
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и др.) составляет примерно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла.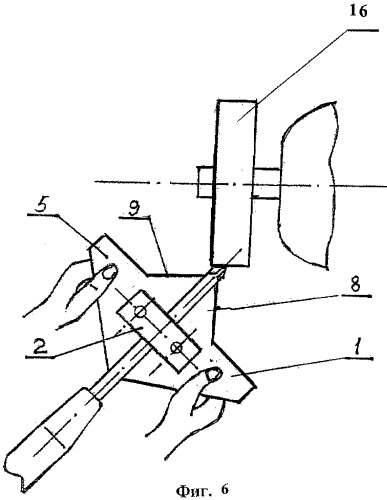 В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не подавив чрезмерную нагрузку.
В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не подавив чрезмерную нагрузку.
Для соблюдения параметров заточки без специальных приспособлений необходимо иметь высокую квалификацию и опыт слесаря-заточника. Ну а неспециалисту, тем более в бытовых условиях сделать это будет практически невозможно.
Но имея некоторые инструменты и простые материалы, можно сделать не очень сложное, но надежное приспособление Для заточки угла на вершине спирального сверла по твердому металлу.


 Соответственно, в первом случае орехи будут небольшого размера, а во втором – крупного.
Соответственно, в первом случае орехи будут небольшого размера, а во втором – крупного.Технологический процесс механической обработки материалов включает в себя множество операций, для выполнения которых требуется качественный и острый инструмент. Таким образом, в механическом цехе на любом машиностроительном предприятии может использоваться комплекс токарных, фрезерных, сверлильных и более сложных станков. Они используют свой тип инструмента, для каждого из которых существует определенный способ заточки.
Механическая обработка металла связана с огромными нагрузками на инструмент.В целом он состоит из трех основных частей: соединительной, корпусной и разделочной. Итак, режущая часть представляет собой небольшой клиновой элемент, предназначенный для проникновения в металл и удаления его из заготовки.
Если, например, в токарно-фрезерном или дисковом фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, так что вы нужно знать, как правильно получить дрель.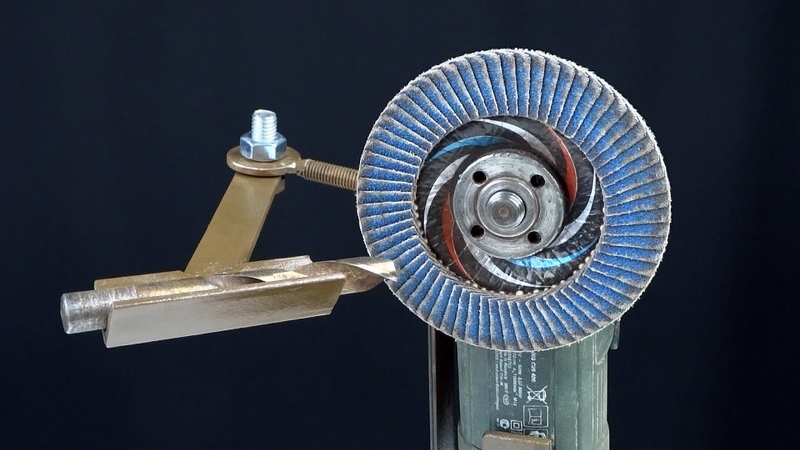 Это инструмент, предназначенный для обработки металлов.То есть движение подачи направлено строго по оси. Это следует учитывать перед тем, как затачивать сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Это инструмент, предназначенный для обработки металлов.То есть движение подачи направлено строго по оси. Это следует учитывать перед тем, как затачивать сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Перед заточкой сверла по металлу следует ознакомиться с конструкцией его режущей части, в состав которой входят следующие элементы:
1. Основная режущая кромка.
2.Вспомогательная винтовая режущая кромка (лента).
3. Перемычка.
4. Лицевая поверхность.
5. Задняя поверхность.
На предприятии все необходимое для восстановления инструмента всегда под рукой. Но домашнему мастеру приходится искать альтернативу качественным заводским устройствам в более простых решениях, которые можно использовать в условиях обычного гаража. И все же, прежде чем затачивать сверло по металлу, вернитесь к минимальному набору:
1.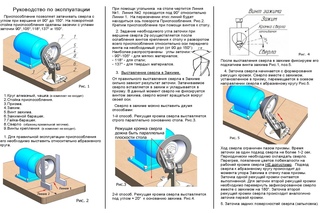 Круг точильный.Он должен быть установлен на вращающемся валу. Устройство в народе известно под названием «Новости». В гараже встречается очень часто.
Круг точильный.Он должен быть установлен на вращающемся валу. Устройство в народе известно под названием «Новости». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того, чтобы выдержать угол заточки сверла, может не хватить такого набора. Ведь процесс придется контролировать «на глазах», что вряд ли получится без наличия определенного опыта. В этом случае в базовый комплект также необходимо включить приспособление для заточки сверла, которое можно купить или изготовить самостоятельно.
Когда все будет готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Прежде чем правильно заточить сверло, необходимо знать его углы:
1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и главной плоскостью (перпендикулярно вектору скорости резания). Он направлен по касательной к окружности сверла.
Он направлен по касательной к окружности сверла.
2. Задний . Он также определяется в главной секущей плоскости как угол между задней поверхностью и секущей плоскостью (проходит через вектор скорости и режущую кромку).
3. Угол вверху Расположен между двумя основными режущими кромками, если смотреть со стороны сверла.
Оптимальное значение переднего угла 18-20 градусов, заднего — 10-12. Угол при вершине сверл по металлу имеет стандартное значение – 118 градусов.
Теперь поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка этого осевого инструмента производится на задней поверхности. Для этого включите наждак, плотно возьмите сверло в руку так, чтобы основная режущая кромка была направлена на точение вращения заточки. Теперь доводим лезвие до заточки, затем поворачиваем сверло за хвостовиком так, чтобы режущая кромка располагалась параллельно поверхности круга. Такую же операцию проделываем со второй режущей кромкой. В результате получается так называемое сверло простой заточки, оптимальное для большинства режимов обработки металлов.
В результате получается так называемое сверло простой заточки, оптимальное для большинства режимов обработки металлов.
Легкая заточка применяется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить накладную поверхность. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период сопротивления сверла.
Описанный выше способ можно назвать кустарным, так как добиться точного контроля параметров сверла непосредственно во время заточки просто невозможно.В лучшем случае Вы проверяете углы после окончания заточки, а в худшем — просто проверяете, насколько сверло заработало. А как заточить сверло?
Конечно, лучше использовать более продвинутые опции, которые позволят настроиться на определенные ракурсы. В этом случае вам понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно велик, а инструмент требуется постоянно, то приобретение станка будет оптимальным. Это значительно упростит процесс, особенно если необходимо слить твердосплавные сверла по металлу. Главным преимуществом его использования является точное соблюдение заранее заданных параметров. Для больших объемов работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получить разные типы заточки сверл:
Это значительно упростит процесс, особенно если необходимо слить твердосплавные сверла по металлу. Главным преимуществом его использования является точное соблюдение заранее заданных параметров. Для больших объемов работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получить разные типы заточки сверл:
1. Х-образный. Используется по большей части для развертывания в глухих отверстиях.Предназначен для уменьшения осевого усилия резания.
2. Тип XR. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла обладают повышенной прочностью и периодом стойкости.
3. Тип S. Используется здесь описанное выше, что также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также использовался костюм, но меньше величины. Сверла с такой заточкой используются для глубокого сверления.
Сверла с такой заточкой используются для глубокого сверления.
Как уже стало понятно, ручная заточка сверла – дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, такое чутье приходит только после многолетней трудовой работы сверлильным станком или дрелью. Не экспериментируйте, так как вы можете изготовить самостоятельно или приобрести приспособление для заточки.В обоих случаях он будет включать одни и те же конструктивные элементы и работать по одному принципу.
Итак, основной задачей устройства является правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой целесообразно располагать как устройство, так и электродвигатель, на валу которого он заточен. На плите также имеется поворотная колонка, на которой закреплена дрель. Он должен иметь возможность не только вращаться, но и двигаться в сторону шлифовального круга.
В качестве стойки можно использовать любой подшипниковый узел с валом, например от старой дрели. Кольца вала приспосабливают коробку под дрель (можно использовать переходную втулку), к которой она прижимается винтами. После закрепления сверла привод включается заточка, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при первоначальной регулировке приспособление выдерживало угол вершины сверла в 118 градусов.
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны имеется узел крепления, с помощью которого насадка устанавливается на шпиндельную дрель. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточный механизм приводится в действие двигателем дрели.
Заточка сверла связана с образованием мелких частиц, которые отрываются от заточки в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления убедитесь, что оно надежно фиксирует свое положение. Иначе при контакте с заточкой его может просто вырвать из рук.
При работе с цельными заготовками быстро изнашивается рабочая поверхность сверла. Затупившееся сверло сильно нагревается и теряет прочность. Это связано с «выбросом» металла. Инструмент периодически необходимо затачивать. Впрочем, это касается не только дрели.
Сверлаотносятся к недорогим устройствам. Во всяком случае, те модели, которые используются в быту. Тем не менее, покупать новый наконечник каждый раз, когда он ляпнется — расточительно.
Есть заводские приспособления для заточки, но концепция нарушена.экономичное использование Домашние инструменты.
Сверла по дереву практически не тупые, разве что инструмент может «гонять» на больших оборотах в смолистой заготовке. Крылатые наконечники и камни не точатся. Остается заточка сверла по металлу. Многие механики со стажем проводят эту процедуру, без всяких приспособлений.
Однако аккуратность работы оставляет желать лучшего, да и глазомер у каждого самодельного Мастера разрабатывают настолько профессионально. В любом случае необходима минимальная механизация.
В первую очередь необходимо обзавестись средством управления. Как бы вы ни рисовали сверло, шаблон необходим для проверки точности работы.
Сверла обыкновенные Для работы с черными металлами угол имеет угол 115-120 градусов. Если вам приходится работать с разными материалами — обратите внимание на угловой стол:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, карбидная бронза | 115-120 |
| Сплавы латуни, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любой породы | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, Текстолит | 90-100 |
Зная эти значения, можно подготовить несколько шаблонов, и в соответствии с ними сделать заточку самостоятельно. При этом одно и то же сверло можно использовать для разных заготовок, стоит только изменить угол вершин рабочей области.
При работе с цельными заготовками быстро изнашивается рабочая поверхность сверла. Затупившееся сверло сильно нагревается и теряет прочность. Это связано с «выбросом» металла. Инструмент периодически необходимо затачивать. Впрочем, это касается не только дрели.
Сверла относятся к недорогим устройствам. Во всяком случае, те модели, которые используются в домашнем хозяйстве.Тем не менее, покупать новый наконечник каждый раз, когда он ляпнется — расточительно.
Есть заводские приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупые, разве что инструмент может «гонять» на больших оборотах по смолистой заготовке. Крылатые наконечники по бетону и камню не затачиваются. Остается заточка сверла по металлу. Многие последователи со стажем проводят эту процедуру своими руками, без каких-либо приспособлений.
Однако точность работы оставляет желать лучшего, да и глазомер далеко не у каждого домашнего мастера разрабатывается так профессионально. В любом случае необходима минимальная механизация.
ВАЖНО! Денежные советы напильником, папой и даже наждачной бумагой — бессмысленны. Для этого потребуется электрический наждак (заточенный).
В первую очередь необходимо обзавестись средством управления. Как бы вы ни рисовали сверло, шаблон необходим для проверки точности работы.
Обычные сверла для работы с черными металлами имеют угол заточки 115-120 градусов. Если вам приходится работать с разными материалами — обратите внимание на стол угловой:
Обрабатываемый материал заточка стали сталь, чугун, карбидная бронза 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 алюминий и мягкие сплавы на его основе 135 Керамика, гранит 135 Древесина любой породы 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластмасса, текстолит 90-100
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними произвести заточку самостоятельно. При этом одно и то же сверло можно использовать для разных заготовок, стоит только изменить угол вершин рабочей области.
Самое простое, но очень эффективное приспособление для заточки — гильзы разного диаметра, закрепленные на каком-либо основании.
Концептуальный чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке не должен болтаться, погрешность всего в один градус снизит качество сверления.
Целиком лучше всего сделать скрытые из медных или алюминиевых трубок, подтиповых размеров Сверла.Или скрутить в Сломать из мягкого материала достаточное количество отверстий. Главное, установить на точилку удобную подружку, которая позволит под прямым углом перемещать приспособление для заточки, и послужит надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления шлифовального станка — уголка, используется дубовый брус.
В принципе, достаточно было поставить напротив боковой поверхности наждачный стол или верстак — и точильный станок готов. При этом качество и точность обработки были на высоком уровне.
Есть разные чертежи приспособлений для заточки.
Можно использовать готовый, либо разработать самостоятельно. Главное понимать принцип работы дрелью.
ВАЖНО! При работе на точилке нельзя вращать сверло вокруг своей оси.
Если инструмент проверять хотя бы на миллиметр — он будет испорчен, и для повторной обработки придется нагревать какое-то расстояние.
После завершения заточки дайте сверлу остыть и измерьте размер с помощью шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Это особенно важно для сверла малого диаметра.
На схеме показаны типичные ошибки самостоятельной заточки:
 При создании проема будет работать только одна режущая часть рабочей части. Сверление будет происходить медленнее, наконечник быстро перегревается. Возможно «освобождение» закаленного металла от нагрева. Кроме того, отверстие будет разбито, а его диаметр больше диаметра сверла.
При создании проема будет работать только одна режущая часть рабочей части. Сверление будет происходить медленнее, наконечник быстро перегревается. Возможно «освобождение» закаленного металла от нагрева. Кроме того, отверстие будет разбито, а его диаметр больше диаметра сверла.За основу «Сделано в Германии» взят бытовой точильный станок с гордой надписью «Сделано в Германии», имеющий все признаки изделия . Однако работает исправно, бианса нет, оборот под нагрузкой держит.
Техническое задание ставится следующим образом:

Для изготовления приспособления не нужны детали. Все материалы фактически лежали у них под ногами в Сарадже. Обработку заготовок производили болгаркой, той же модернизированной заточкой и сваркой.
Т.к. упор предполагалось делать с качанием (для полуавтоматического режима), то было сделано петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, на отсутствие люфта. Полученное устройство имеет две степени свободы.
Платформа может вращаться по вертикальной оси — изменение угла заточки сверла. Эта ось фиксирована. Также подруга может раскачиваться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не является фиксированной.
Для опорной плиты выбирают металл толщиной 4 мм, остальные элементы конструкции — 3 мм. Мощности более чем достаточно. Подруга жестко связывает эссе с жильем.Крепить его к защитному кожуху, конечно, недопустимо, поэтому прикручиваем скобу с дополнительной металлической «щечкой».
К подружке (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней предусмотрен треугольный паз для фиксации сверла при обработке.
Угол поворота конструкции 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева — до края лезвия, под одним углом, с развитием острого угла лезвия из-за кривизны наждака.
Обработанное сверло не только прочно удерживается в канавке — его можно свободно подавать к абразиву по канавке, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска достигается оптимальная форма заточки рабочей кромки.
Перед началом работы сверло прижимаем к пластине и выставляем режущую кромку параллельно пластине.На этом подгонка заканчивается и можно прикладывать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все медленно, внимательно следите за углом заточки.
Точность работы высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла уходит некоторое время, но можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
При необходимости заточки сверла с твердосплавной насадкой — качающуюся пластину можно зафиксировать под фиксированным углом.Для этого требуется только подложить пару шайб под гайку оси.
Обычно для универсальных задач в домашнем шарпе используется белый круг из электрокорунда. Отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки.
При заточке твердосплавных сверл (а для быстрорежущего металла нужен еще и более жесткий диск) применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64c.
Зернистость для работы по дому обычно выбирается 25H.
При заточке сверла требуется дробь в станине, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что зубья из карбида кремния сильно нагреваются при работе. Поэтому нельзя удерживать сверло во время контакта с абразивом. Через 2-3 подхода дать металлу остыть. Лучше всего охладите его водой с содой.
Необходимо помнить, что зубья из карбида кремния сильно нагреваются при работе. Поэтому нельзя удерживать сверло во время контакта с абразивом. Через 2-3 подхода дать металлу остыть. Лучше всего охладите его водой с содой.
ВАЖНО! Направление вращения абразива определяет качество кромки.Рабочая поверхность диска должна доходить до реза, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатываемая поверхность, должна быть идеально гладкой. Можно отредактировать насадкой от ELB. Для дисков небольшого диаметра вполне можно обойтись пассатижами, в которых держится фреза-эльбус.
Если говорить о тех сверлах, которыми пользуются мастера в домашних условиях, то их стоимость в магазинах невысока. Но даже в этом случае не стоит использовать их как расходные материалы для разового применения.Ведь восстановление сверла до максимально исправного состояния не составит большого труда, если у мастера есть навык или специальные приспособления.
Есть заводские станки, предназначенные для заточки, но это отдельная статья расходов, поэтому чаще всего мастера создают такие приспособления своими руками.
Больше всего проблем создают сверла по металлу, да и деревянные заготовки не так скоро уменьшат остроту режущих кромок.
Чтобы сделать станок для восстановления остроты режущих элементов, необходимы средства Контроль (шаблон), который используется для проверки инструмента.
Обычно инструмент для черных металлов, твердосплавных бронз, стали или чугуна — с углом заточки 115-125 градусов. У длины другого материала эти параметры другие.
для мягкой бронзы, красной меди — 125, для латунных сплавов — 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и дерева — 135 градусов;
для магния и его сплавов — 85 градусов;
для пластика, текстолита и силумина — от 90 до 100 градусов.
Мастера при необходимости изготавливают шаблоны по вышеуказанным данным. Кстати, теоретически единственный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочие поверхности.
Кстати, теоретически единственный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочие поверхности.
Элементарная поделка, которая часто используется, втулки крепятся к основе. В интернете много чертежей для самостоятельного изготовления. Необходимо учитывать, что инструмент должен быть хорошо обрезан, точность зависит от 1 градуса.
При желании клипсу можно сделать значительных размеров, применив алюминиевые или медные трубки Корректируемые с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить множество отверстий. Нужно, чтобы у точилок была удобная подруга для перемещения устройства и удержания флекса.
Этот примитивный станок для заточки легко установить на верстак или стол.
Суть проблемы: есть накаты, их надо точить.
Воспользуемся одним из методов заточки, близких к заводским. Ловить руками лень. Лучше мартышкин способ — поставил и готово. На изготовление приспособлений по готовому чертежу ушло примерно 1 час времени.
Лучше мартышкин способ — поставил и готово. На изготовление приспособлений по готовому чертежу ушло примерно 1 час времени.
Мелкие сварочные работы По шаблону. Там был угол. Поставили шайбу, она только прижала.
Попробуем первые точилки, если все собрано правильно, будем дорабатывать и выковыривать, делать приспособление на скорую руку.
После заточки сверла проводим тест.Видны два сколов литья, значит заточка проведена правильно.
Единственный недостаток — одна стружка длиннее другой, значит края заподлицо по длине. Необходимо сделать упор, который скорректирует длину и обеспечит симметричность краев. Для этого сделаем упорную шайбу, которая будет выставляться и подметаться. Или обрезать его, чтобы казалось, что он справляется с более короткими упражнениями.
Независимо от того, являетесь ли вы начинающим столяром или профессиональным краснодеревщиком, вы оцените наличие подходящих инструментов для изготовления мебели.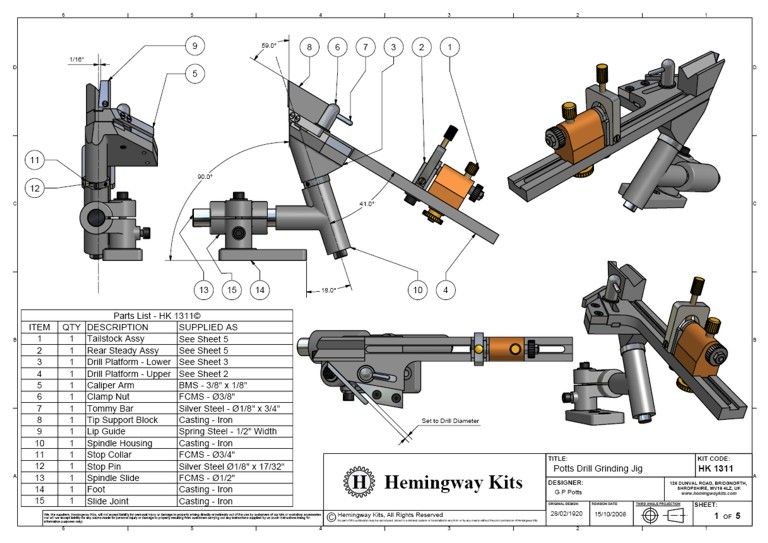 Правильные инструменты определяют разницу между эффективными проектами с плотными столярными изделиями и небрежными работами, где ничего не подходит и не выравнивается. Инвестиции в лучшие инструменты приносят прибыль, которую сложно превзойти.
Правильные инструменты определяют разницу между эффективными проектами с плотными столярными изделиями и небрежными работами, где ничего не подходит и не выравнивается. Инвестиции в лучшие инструменты приносят прибыль, которую сложно превзойти.
Если вы, как и большинство людей, любите изделия из дерева, вас заинтересует изготовление мебели своими руками. Вы наверняка читали книги о том, как делать шкафы. И вы, вероятно, смотрели телепередачи и онлайн-видео на эту тему. Что-то, что вы увидите, это то, что ресурсы по изготовлению шкафов подчеркивают наличие правильных инструментов для изготовления шкафов.
Некоторые инструменты для столярного дела сложны и дороги. Их трудно себе позволить и освоить, но после изучения они делают работу намного быстрее и точнее. Другие инструменты для изготовления шкафов меньше и проще. Для их приобретения требуется гораздо меньше денежных средств. Тем не менее, есть определенные инструменты, которые вам понадобятся, чтобы сделать свои собственные шкафы. Вот краткое изложение необходимых инструментов для изготовления шкафов.
Вот краткое изложение необходимых инструментов для изготовления шкафов.
Нет более удобного инструмента для столярного дела, чем струбцины. На самом деле зажимы заменяют вам руки во многих ситуациях.Хороший ассортимент зажимов — это как помощники в магазине. Они удерживают материалы на месте, пока вы измеряете, режете, соединяете и закрепляете свою работу.
В вашем любимом магазине инструментов можно найти бесчисленное множество зажимов. Для этого есть веская причина. Это потому, что не существует такой вещи, как универсальный зажим для всех. Существует слишком много различных применений зажимов. Вот самые распространенные струбцины, которые вы найдете в столярной мастерской:
С-образные зажимы: это самая старая конструкция механических зажимов.Они существуют сотни лет. С-образные зажимы имеют простую стальную раму с открытой горловиной, управляемой винтовой губкой. Они бывают самых разных размеров и различной глубины горловины.
Зажимы для труб: вам было бы трудно собирать шкафы без хомутов. Они выглядят так же, как и их название — типичная железная труба с одной фиксированной губкой и регулируемой поверхностью зажима. Размеры варьируются от коротких до длинных, насколько вы можете найти жесткую металлическую трубу.
Прутковые зажимы: в этих незаменимых столярных зажимах вместо трубы используется металлический прутковый каркас.Они сочетают в себе прочность трубного хомута с глубиной С-образного хомута. Во многих магазинах имеется дюжина и более зажимов для штанг. Ленточные хомуты
: если вы собираете большие конструкции, такие как ящики для шкафов, ленточные хомуты облегчат обертывание и закрепление вашей работы. Ленточные зажимы имеют гибкие тканевые ремни и храповые механизмы зажима, которые позволяют осторожно сжимать компоненты.
Специализированные зажимы: Для изготовления шкафов часто требуются специальные зажимы. Двумя распространенными и незаменимыми специализированными зажимами являются трехсторонний торцевой зажим и плоский торцевой зажим. Оба облегчают сложные соединения.
Оба облегчают сложные соединения.
Настольные пилы — сердце деревообрабатывающего цеха. Опытные мастера получаются изумительные пропилы на настольной пиле, и делают пропилы безопасно. Настольные пилы — опасный инструмент в неумелых руках. К счастью, современные настольные пилы имеют отличные предохранительные устройства в виде ограждений, направляющих, регулировок и элементов управления.
Если и есть один обязательный инструмент для изготовления шкафов, то это настольная пила. Есть много вариантов настольной пилы. Сделать правильный выбор для вашего магазина может быть сложно, но это не обязательно.Вот основные типы настольных пил, используемых для изготовления шкафов:
Настольные пилы для столярного дела: как звучит название, эти настольные пилы занимают центральное место в столярной мастерской. Это тяжелые и жесткие деревообрабатывающие станки, которые помещаются между удлинителями стола. Настольные пилы для изготовления шкафов принимают диски диаметром от 7,5 дюймов до 12 дюймов и обрабатывают большие детали, такие как фанерные листы размером 4 на 8 футов.
Настольные пилы для подрядчиков: это станки средней мощности, которые регулярно используют многие краснодеревщики. Подрядные пилы переносные, тогда как столярные настольные пилы остаются стационарными в мастерской.Настольные пилы хорошего качества делают точные разрезы, а также работают с дисками диаметром до 12 дюймов.
Настольные настольные пилы: Настольные настольные пилы могут быть небольшими и компактными, но они очень удобны для работы по изготовлению шкафов. Это портативные инструменты, которые пригодятся при резке небольших материалов на монтажных площадках. В большинстве настольных настольных пил используются диски диаметром 7,5 или 10 дюймов.
— обязательный инструмент для столярного дела, стоящий рядом с настольными пилами.Там, где настольные пилы сидят жестко и требуют подачи деревянных деталей на полотно, торцовочные пилы подводят полотно к материалу. Однако торцовочные пилы не предназначены для распиливания материала. Они управляются путем опускания вращающегося лезвия на неподвижные материалы.
Они управляются путем опускания вращающегося лезвия на неподвижные материалы.
Вы часто слышите, как торцовочные пилы называются торцовочными или отрезными пилами. На самом деле, слово «митра» относится к выполнению угловых надрезов для определенных соединений на раме или материале отделки. Вы также услышите о различных версиях торцовочных пил, которые подходят для дисков диаметром до 12 дюймов.Вот обычные торцовочные пилы, доступные краснодеревщикам:
Стандартные торцовочные пилы: эти инструменты имеют фиксированный поворотный рычаг, который регулируется от 0 до 45 градусов. Это включает в себя повороты влево и вправо под любым углом на рабочей поверхности. Стандартные торцовочные пилы — простые инструменты, но многие краснодеревщики выбирают своих более сложных кузенов.
Составные торцовочные пилы: составные пилы также делают пропилы под углом 90 и 45 градусов, а также под любым промежуточным углом. Но магия составной торцовочной пилы заключается в том, что вы можете делать поперечные углы на работе, поэтому каждый разрез имеет несколько геометрических углов. Составные торцовочные пилы — это ответ на работу по формованию венца.
Составные торцовочные пилы — это ответ на работу по формованию венца.
Торцовочные пилы со скользящими составными частями: для наилучшего разнообразия углов среза и рабочих размеров необходимы торцовочные пилы со скользящими составными частями. Их скользящие рычаги позволяют им резать гораздо более широкий материал, чем могут обрабатывать пилы с фиксированным рычагом. Торцовочные пилы с 12-дюймовым лезвием режут материал шириной до фута.
Даже если вы не можете позволить себе настольную или торцовочную пилу самого высокого качества, вы не можете позволить себе не инвестировать в высококачественные пильные полотна.Острые и точные пильные полотна имеют большое значение в мире по сравнению с лезвиями более низкого качества. Ваши разрезы чистые, без потертостей и облегчают столярные работы.
Дисковые лезвия LUXITE® с твердосплавными напайками незаменимы в вашей мастерской. Эти инструменты приносят огромную отдачу в плане производительности и эффективности.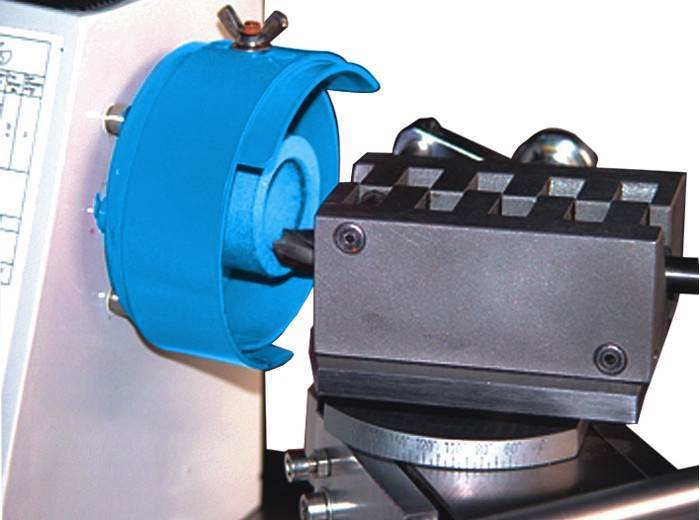 Вот лучшие пильные полотна LUXITE®, которые вы должны иметь в своем магазине:
Вот лучшие пильные полотна LUXITE®, которые вы должны иметь в своем магазине:
Полотна для поперечной пилы: Полотна для поперечной пилы с мелкими зубьями LUXITE® идеально подходят для резки мелкозернистых материалов, таких как фанера и меламин.Они также отлично подходят для косых пропилов на отделке. Они бывают двух размеров — 10-дюймовые с 60 зубьями и 12-дюймовые с 80 зубьями. Как и все полотна LUXITE®, они имеют твердосплавные наконечники.
Полотна для продольной пилы: Для распиловки древесных волокон ничто не сравнится с полотнами с твердосплавными напайками от LUXITE®. Они работают быстро, эффективно и безопасно. Опять же, эти лезвия бывают двух размеров — 10-дюймовые с 30 зубьями и 12-дюймовые с 40 зубьями.
Комбинированные пильные полотна: Вы можете получить максимум от поперечной и продольной резки с помощью комбинированных полотен LUXITE® с твердосплавными наконечниками.Если у вас есть только один вариант полотна для вашего магазина, это должен быть комбинированный пильный диск LUXITE®.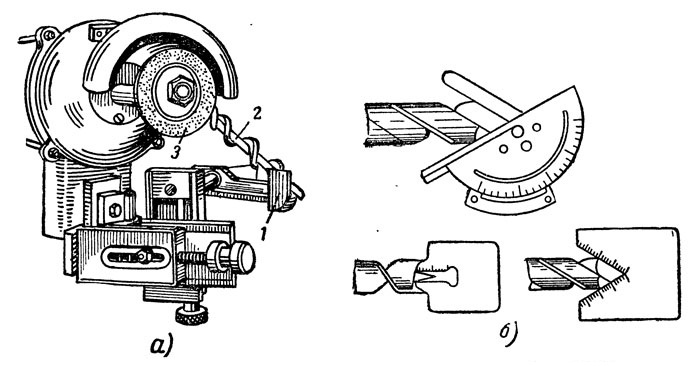 Они также бывают двух размеров — 10-дюймовые с 50 зубьями и 12-дюймовые с 60 зубьями.
Они также бывают двух размеров — 10-дюймовые с 50 зубьями и 12-дюймовые с 60 зубьями.
Многие краснодеревщики изготавливают свои собственные сверлильные станки. Как незаменимые инструменты, сверлильные кондукторы помогают вам делать надежные, точные и воспроизводимые отверстия в ваших изделиях из дерева. Они служат как зажимами для закрепления вашей работы, так и направляющими, чтобы вы могли сверлить отверстия точно в нужном месте и под правильным углом.
В магазинах инструментов можно найти множество готовых шаблонов для сверления. Многие из них регулируются, поэтому вы можете настроить сверление в соответствии со своими потребностями, а не с какой-то неработоспособной заранее заданной спецификацией. Сверлильные кондукторы могут быть пластиковыми, металлическими или деревянными. Они также поставляются в конфигурациях, совместимых с определенным оборудованием для изготовления шкафов, таким как петли, направляющие и ручки.
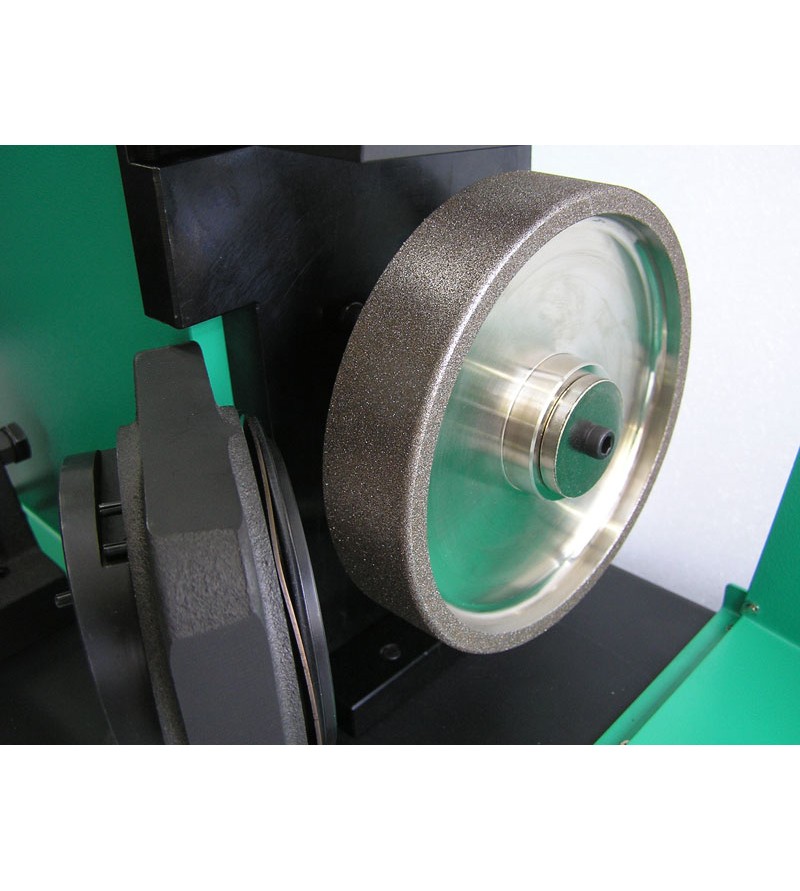 Писец
ПисецПисцы — это обязательные ручные инструменты для столярного дела, которые позволяют маркировать дерево или другие материалы, чтобы у вас был четкий шаблон для резки, сверления или других операций.Писцы отлично подходят для переноса известного узора на поверхность, предназначенную для сопряжения с ним. При изготовлении шкафов вы будете регулярно использовать разметчик для отслеживания и переноса неправильных форм, таких как существующие стены, на новые соединения шкафов и столешниц.
Большинство писцов сделаны из металла и используют острие для нанесения заданного рисунка на новую поверхность. У некоторых писцов есть наконечники, похожие на карандаши, для переноса стираемых пометок. Вы также можете купить сложные писцы, похожие на геометрические циркули. Ими можно чертить углы, круги и овалы.
Размещение петель на дверцах шкафа должно быть точным, если вы хотите добиться идеальной посадки и отделки. Вы можете аккуратно перенести шарнирные точки и отверстия для крепления с помощью приспособления, изготовленного в магазине, или специальной палочки. Однако эти процессы медленны и не всегда точны.
Вы можете аккуратно перенести шарнирные точки и отверстия для крепления с помощью приспособления, изготовленного в магазине, или специальной палочки. Однако эти процессы медленны и не всегда точны.
Ваш обязательный инструмент для быстрой и точной установки петель легко доступен в Интернете или в ведущих магазинах инструментов для столярных работ. Если вам нужна скорость и точность, вам необходим высокоскоростной инструмент для установки петель.Особенно хорошо работает с популярными европейскими петлями. У некоторых даже есть три подпружиненных пуансона, которые вы нажимаете и перемещаете точки сверления, что ускоряет выполнение этой задачи.
Другие необходимые инструменты для столярного дела — это самоцентрирующиеся биты. Они поступают из многих источников, разных размеров и разных классов качества.
Ваши самоцентрирующиеся биты самого высокого качества имеют прецизионные направляющие втулки из твердой углеродистой стали с внутренними битами из вольфрама или карбида. Направляющие цилиндры выравнивают сверло по петле или отверстию для крепежа, а затем выравнивают сверло так, чтобы отверстие было точно по центру. Когда вы сделаете самоцентрирующиеся насадки обязательными в своем магазине, не будет проскальзывания фрезы по плотному волокну или ошибки в проскальзывании шарнира.
Направляющие цилиндры выравнивают сверло по петле или отверстию для крепежа, а затем выравнивают сверло так, чтобы отверстие было точно по центру. Когда вы сделаете самоцентрирующиеся насадки обязательными в своем магазине, не будет проскальзывания фрезы по плотному волокну или ошибки в проскальзывании шарнира.
Изготовление шкафов требует гораздо более тонких разрезов, чем обычные строительные работы. Для создания высококачественных шкафов даже одна шестьдесят четвертая дюйма может иметь значение. Это особенно верно, когда вы делаете дадо для шкафов и вам нужен точный разрез.
Прорези — это вырезанные каналы, оставленные пильным диском, который не предназначен для полного разрезания древесины. Вы всегда делаете пропилы в конструкции ящика. Вы также сделаете пропилы для соединения коробок шкафа. Для этого используйте лезвие для паза, которое позволяет регулировать ширину пропила. Специализированные лезвия для дадо позволяют делать тонкие пропилы размером от одной шестнадцатой до одной четверти дюйма.
Если вы пробовали монтировать направляющие ящиков шкафа на рамы ящиков и ящиков, вы знаете, как сложно быть точным без посторонней помощи.Магнитные инструменты для крепления выдвижных ящиков решают эту проблему, когда требуется три или более рук, чтобы удерживать выдвижную раму, винт и шуруповерт.
Этот обязательный монтажный инструмент представляет собой металлическую скобу, которую можно прикрепить либо к ящику, либо к раме. Он имеет магнитную поверхность, которая притягивает металлический слайд и удерживает его на месте, пока вы завинчиваете слайд. После этого вы отсоединяете монтажный инструмент и отщелкиваете его от намагниченного слайда.
Неуместные ручки ящиков могут указывать на любительскую работу и выделяться на вашем краснодеревщике.К счастью, есть простое решение, если вы используете приспособление для вытягивания ящика.
Большинство имеющихся в продаже приспособлений для вытягивания ящиков имеют многопозиционные заранее заданные положения отверстий. Большинство из них имеют шесть стандартных смещений, а также общее центральное пятно. Эти недорогие инструменты сэкономят вам время при утомительном креплении.
Большинство из них имеют шесть стандартных смещений, а также общее центральное пятно. Эти недорогие инструменты сэкономят вам время при утомительном креплении.
абсолютно необходимы во всех наборах инструментов для столярного дела. Хитрость заключается в том, чтобы иметь правильный тип наборов сверл и нужного качества.Это не место, чтобы экономить на ваших инвестициях. Вы заплатите больше за хорошие сверла, но они стоят каждого цента.
В любом случае не все сверла одинаковы. Вам понадобится набор сверл, если вы серьезно относитесь к краснодеревщику. Вот три стандартных набора сверл, которые вам понадобятся в вашем наборе инструментов:
Спиральные сверла: это стандартные сверла, которые вы найдете в каждом магазине. Это самые универсальные биты общего назначения на рынке. Размер спиральных сверл варьируется от одной шестьдесят четвертой дюйма до 1 дюйма.Они доступны во многих материалах и поставляются как в британских, так и в метрических размерах США.
Сверла Форстнера: Каждому краснодеревщику нужны качественные наборы сверл Форстнера. Они позволяют делать отверстия разного размера, не прокалывая материал. Биты Форстнера также оставляют гладкую поверхность дна. Если вы вставляете стволы в европейские петли, сверла Форстнера просто необходимы.
Центровочные биты: у этих удобных вставок есть центрирующие направляющие на концах. Они позволяют точно центрировать пуансон перед началом бурения более крупной коронки.Центровочные биты поставляются в наборах с различными размерами и необходимы для точного бурения.
Молотки и киянки могут показаться грубыми инструментами для изготовления мебели. Да, они используются для силы, но нет ничего жестокого в том, чтобы использовать молотки и киянки вокруг красивой мебели. Мастерство заключается в руках мастера, а также в конструкции молотка и киянки. Рассмотрите эти молотки и киянки для вашей мастерской:
Обычный молоток с когтями: ничто не заменит обычный молоток с когтями, когда дело доходит до изготовления шкафов.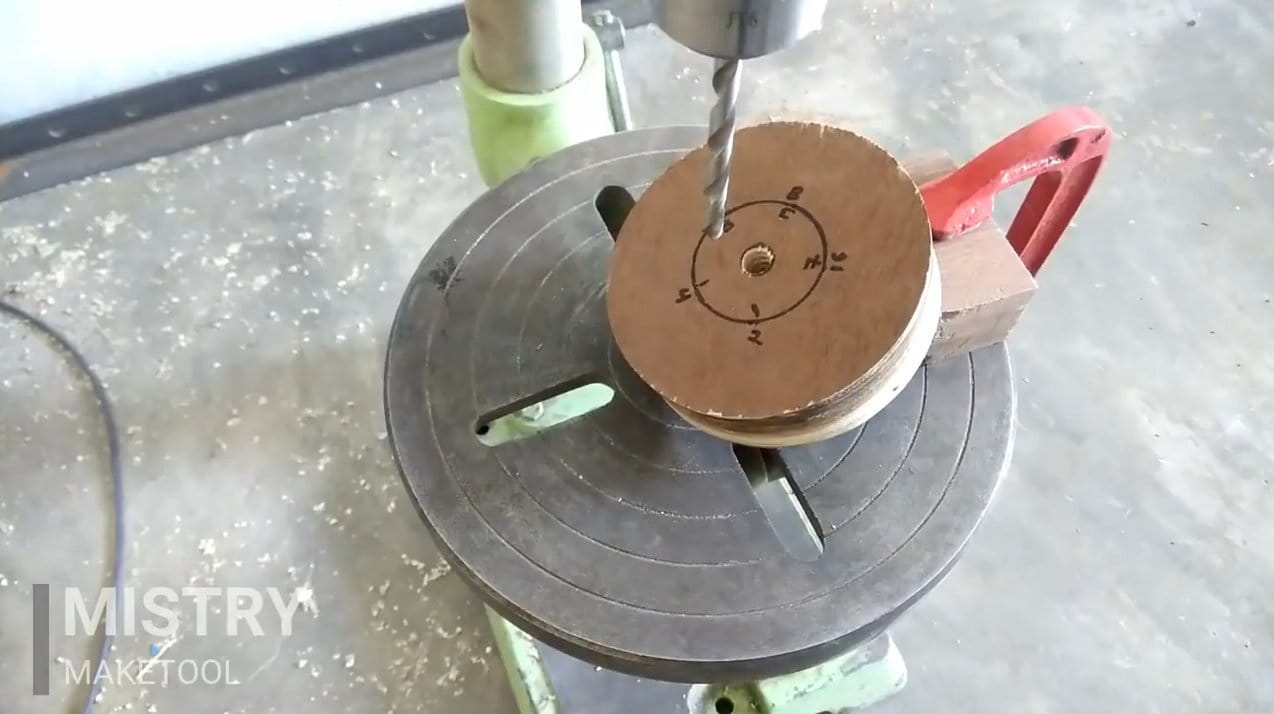 Вы будете использовать этот старый инструмент с деревянной ручкой и стальной головкой каждый день, чтобы забивать и вытягивать гвозди, а также аккуратно вбивать металлические детали на место. Вес головок обычных молотков с гвоздодерами в диапазоне от 8 до 16 унций лучше всего подходит для изготовления шкафов.
Вы будете использовать этот старый инструмент с деревянной ручкой и стальной головкой каждый день, чтобы забивать и вытягивать гвозди, а также аккуратно вбивать металлические детали на место. Вес головок обычных молотков с гвоздодерами в диапазоне от 8 до 16 унций лучше всего подходит для изготовления шкафов.
Молотки с крестообразным упором: вместо изогнутой двухзубчатой вилки на одном конце, как у обычного молотка с отбойным молотком, молоток с крестообразным упором имеет прямой цельный клин. Крестообразные молотки представляют собой тонко сбалансированные приспособления для подгонки металлических деталей, в том числе для установки лезвий рубанка.
Белые резиновые молотки: резина является отличной поверхностью для контакта с корпусными изделиями. Преимущество использования белой резины вместо черной заключается в том, что эти молотки не оставляют следов на обработанных поверхностях.
Деревянные молотки: Ничто не заменит деревянный молоток, когда дело доходит до забивания стамесок или ударов по незащищенным поверхностям. Вы можете купить недорогие деревянные молотки в любом магазине, но многие краснодеревщики пользуются своими самодельными моделями.
Вы можете купить недорогие деревянные молотки в любом магазине, но многие краснодеревщики пользуются своими самодельными моделями.
Комбинированный угольник — один из наиболее часто используемых инструментов в мастерской.Комбинированные квадраты вы узнаете больше по их дизайну, чем по названию. Комбинированные угольники представляют собой смесь угольника, линейки и уровня. Это регулируемые устройства, которые позволяют измерять, передавать информацию, вычислять углы и находить уровни.
Комбинированные угольники также служат в качестве транспортиров и циркулей. Вы можете определить ровность или правильность поверхности шкафа с помощью своего комбинированного угольника. Некоторые сложные комбинированные квадраты имеют циферблатные индикаторы для минутного измерения.
LUXITE® — незаменимый инструмент в вашей мастерской по изготовлению мебели. Это одна из областей, где действительно выгодно инвестировать в высококачественные инструменты. Каждое пильное полотно LUXITE® производится в Америке, в Йорке, штат Пенсильвания, номер
Это одна из областей, где действительно выгодно инвестировать в высококачественные инструменты. Каждое пильное полотно LUXITE® производится в Америке, в Йорке, штат Пенсильвания, номер
LUXITE® — единственный производитель лезвий в Америке, который изготавливает лезвия от начала и до конца прямо здесь, в США. Все наши лезвия, от дизайна до заточки, изготавливаются на современном оборудовании. Поскольку у нас есть полный контроль над всем производственным процессом, вы можете быть уверены, что лезвия LUXITE® обеспечат вам превосходную производительность. У нас есть универсальный выбор лезвий для любой задачи по изготовлению мебели.Посетите наш интернет-магазин и ознакомьтесь с ассортиментом 10- и 12-дюймовых пил LUXITE® для поперечной, продольной и комбинированной резки с твердосплавными напайками.
Для получения дополнительной информации о пильных полотнах LUXITE® для ваших нужд по изготовлению шкафов позвоните нам по телефону 1.800.654.7297 или свяжитесь с нами, используя форму обратной связи онлайн.
Один из лучших навыков самостоятельного изготовления, который может освоить любой мастер на все руки, — это правильно заточить затупившиеся и использованные сверла.Это дешевле и гораздо практичнее, чем покупка новых заменителей, поэтому вам действительно следует усвоить следующие советы.
Drill Doctor — одна из самых надежных марок точилок для сверл. Их модели, такие как DD500X или 750X, идеально подходят для того, чтобы вернуть к жизни любое затупившееся сверло.
Хотя поначалу это может показаться хлопотным, обучение тому, как самостоятельно затачивать сверла, действительно окупится в долгосрочной перспективе.Это сэкономит вам деньги и не займет много времени.
Если у вас есть что-то вроде настольной или ленточной шлифовальной машины, вы можете легко заточить свои насадки, правильно направив их на точилку. Вам нужно будет немного надавить, когда вы поместите биту на устройство, наклоните ее примерно на 45 градусов от кончика, а затем сформируйте посадку, вращая ее против часовой стрелки, чтобы создать закругленный край.
Вам нужно будет немного надавить, когда вы поместите биту на устройство, наклоните ее примерно на 45 градусов от кончика, а затем сформируйте посадку, вращая ее против часовой стрелки, чтобы создать закругленный край.
Три лучших способа заточки сверл — это использование настольной шлифовальной машины, ленточной шлифовальной машины или специальной заточки сверл.Вы можете научиться затачивать сверла напильником, но это сложнее и требует больше времени, поэтому не рекомендуется так часто.
Если вы все же хотите научиться затачивать сверла без болгарки, то вам нужно научиться затачивать сверла напильником. Если вам интересно, под каким углом вы затачиваете сверла напильником, он должен быть около 60 градусов. Проведите им по краям несколько раз, либо крепко удерживая сверло, либо зажимая его тисками.Вот так можно заточить сверла вручную или без болгарки.
Да, все сверла можно затачивать, но следует отметить, что одни сверла затачиваются легче, чем другие. Спиральные сверла легче всего затачивать, потому что их конструкция упрощает их вращение в правильном направлении во время заточки.
Спиральные сверла легче всего затачивать, потому что их конструкция упрощает их вращение в правильном направлении во время заточки.
Приложив немного усилий, вы сможете заточить любые сверла самостоятельно. Следуйте приведенным выше советам, и вам никогда не придется их заменять.
Спиральные сверла (также обычно называемые спиральными долотами) являются наиболее широко используемыми из всех типов сверл; они будут резать все, от дерева и пластика до стали и бетона. Они чаще всего используются для резки металла, поэтому обычно изготавливаются из быстрорежущей стали М2. При диаметре до 1/2 дюйма спиральные сверла являются не только самыми дешевыми из всех сверл, которые может использовать столяр, но и предлагают самый широкий выбор размеров. Хотя они предназначены для резки металла, они вполне подойдут для дерева, если острый.Обычно это означает, что они не использовались для резки твердых материалов, таких как сталь.
Спиральное сверло представляет собой металлический стержень определенного диаметра, который имеет две, три или четыре спиральных канавки на большей части своей длины.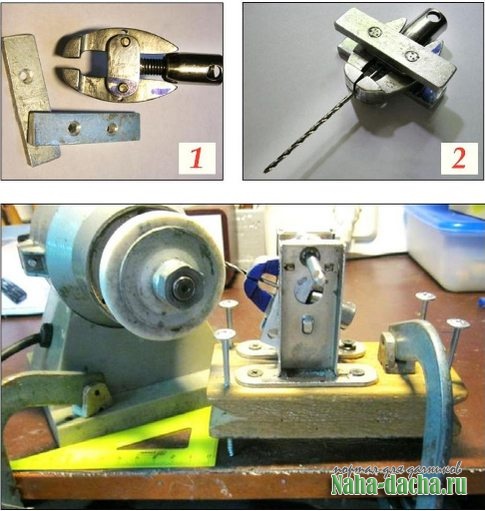 Двухлезвийные сверла предназначены для первичного сверления, тогда как трех- и четырехлезвийные сверла предназначены только для увеличения литых или пробитых отверстий в производственной ситуации. Участок между двумя канавками называется перемычкой, а острие формируется рельефным шлифованием перемычки под углом 59° от оси сверла, что составляет 118° включительно.Это образует наклонную режущую кромку на краю канавки, которая называется кромкой. Спиральное сверло очень неэффективно в этой точке, потому что полотно оставляет мало места для выхода мусора (называемого металлической стружкой), а также потому, что вершина имеет низкую поверхностную скорость по сравнению с периферией. По этой причине хорошей схемой сверления больших отверстий является сначала просверлить 1/4 дюйма или меньше, а затем использовать сверло нужного диаметра.
Двухлезвийные сверла предназначены для первичного сверления, тогда как трех- и четырехлезвийные сверла предназначены только для увеличения литых или пробитых отверстий в производственной ситуации. Участок между двумя канавками называется перемычкой, а острие формируется рельефным шлифованием перемычки под углом 59° от оси сверла, что составляет 118° включительно.Это образует наклонную режущую кромку на краю канавки, которая называется кромкой. Спиральное сверло очень неэффективно в этой точке, потому что полотно оставляет мало места для выхода мусора (называемого металлической стружкой), а также потому, что вершина имеет низкую поверхностную скорость по сравнению с периферией. По этой причине хорошей схемой сверления больших отверстий является сначала просверлить 1/4 дюйма или меньше, а затем использовать сверло нужного диаметра.
Помимо создания режущих кромок, канавки обеспечивают место для вытягивания стружки из отверстия.Спираль ускоряет это, но флейта, забитая стружкой, всегда представляет собой кропотливую проблему.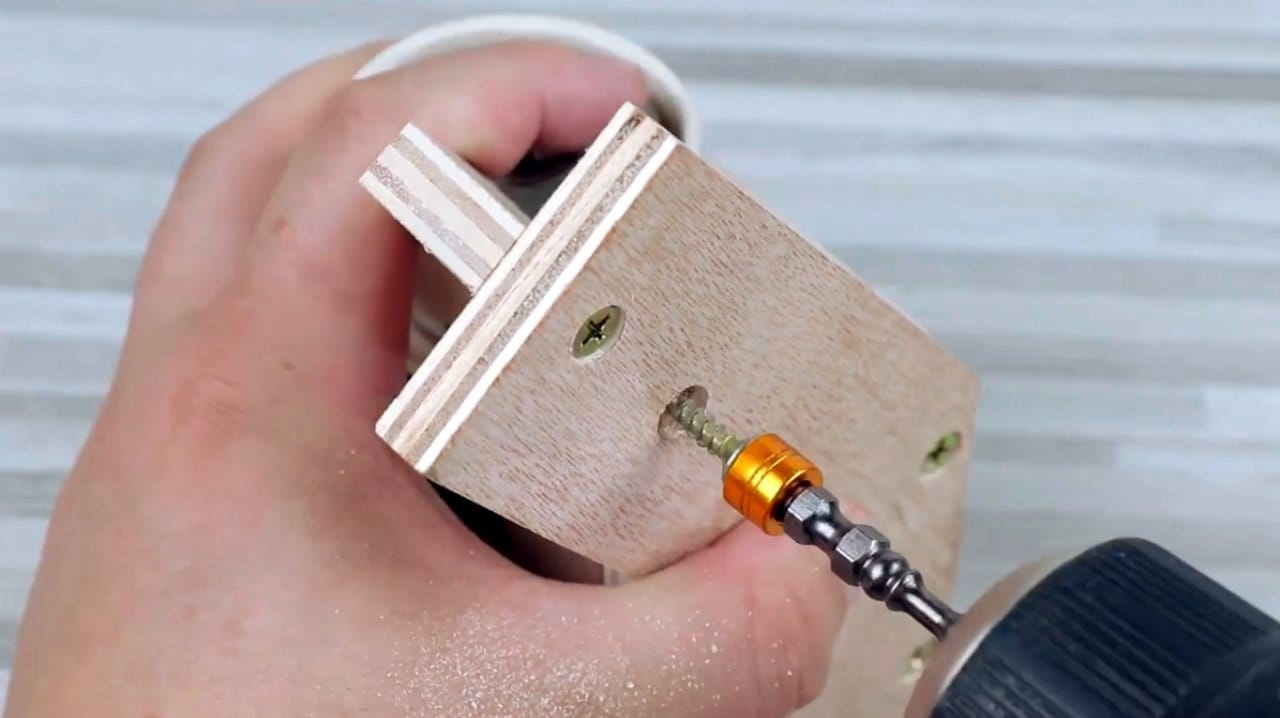 По этой причине спиральное сверло необходимо постоянно очищать; то есть полностью выведен из отверстия. Если вы делаете это часто, стружка будет отбрасываться, но если вы будете ждать слишком долго, вам придется остановить сверло и вручную очистить канавки. Очистка намного проще с сверлильным станком, чем с сверлильным двигателем. Дерево — образец быстрого воздействия на спиральное сверло, поэтому требуется даже более частая очистка, чем в случае с металлом.Эту проблему можно несколько облегчить, время от времени нанося на сверло воск или силикон.
По этой причине спиральное сверло необходимо постоянно очищать; то есть полностью выведен из отверстия. Если вы делаете это часто, стружка будет отбрасываться, но если вы будете ждать слишком долго, вам придется остановить сверло и вручную очистить канавки. Очистка намного проще с сверлильным станком, чем с сверлильным двигателем. Дерево — образец быстрого воздействия на спиральное сверло, поэтому требуется даже более частая очистка, чем в случае с металлом.Эту проблему можно несколько облегчить, время от времени нанося на сверло воск или силикон.
Ассортимент спиральных сверл с дробным размером обычно предлагается в размерах от 1/16 дюйма до 1/2 дюйма с шагом 1/64 дюйма. Сверла с цифрами охватывают размеры между дробными значениями диаметра менее 1/4 дюйма. Пронумерованные от 1 до 80, они охватывают размеры от 0,228 дюйма (#1) до 0,0135 дюйма (#80). Буквенные сверла охватывают размеры между дробными значениями диаметра от от 1/4″ до 1/2″. Сверло A имеет диаметр 0,234 дюйма, а сверло Z имеет диаметр 0,413 дюйма. Это несколько сбивает с толку, потому что числовой ряд становится меньше от 1/4 дюйма по мере увеличения чисел, а ряд букв увеличивается от 1/4 дюйма по мере увеличения букв. Спиральные сверла также предлагаются в метрических размерах, поэтому можно получить практически любой желаемый диаметр.
Сверло A имеет диаметр 0,234 дюйма, а сверло Z имеет диаметр 0,413 дюйма. Это несколько сбивает с толку, потому что числовой ряд становится меньше от 1/4 дюйма по мере увеличения чисел, а ряд букв увеличивается от 1/4 дюйма по мере увеличения букв. Спиральные сверла также предлагаются в метрических размерах, поэтому можно получить практически любой желаемый диаметр.
Сверла нормальной длины, которые входят в средний ассортимент, называются джобберскими. Если требуется более длинное сверло, хороший магазин скобяных изделий предложит сверло для самолета или удлиненное сверло. Если требуется более короткое спиральное сверло, его называют винтовым сверлом.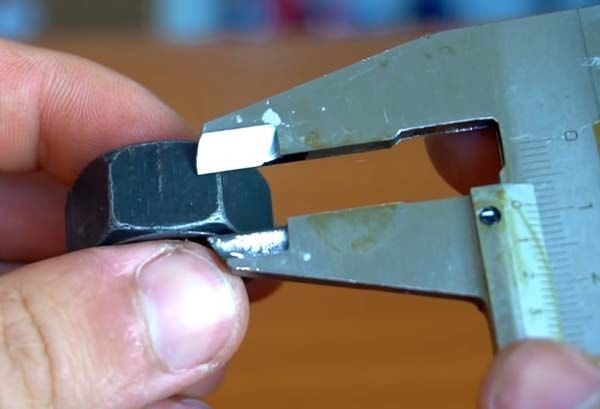 Спиральные сверла также предлагаются из цельного твердого сплава и с твердосплавными напайками.Твердосплавный наконечник – лучший выбор для сверления бетона.
Спиральные сверла также предлагаются из цельного твердого сплава и с твердосплавными напайками.Твердосплавный наконечник – лучший выбор для сверления бетона.
Пользователям трудно затачивать спиральные сверла. При изготовлении используются большие длины, чтобы кромки находились на одинаковой вертикальной высоте и под одинаковым углом. Если полученное острие не идеально отцентровано, и каждая кромка не вырезает стружку одинаковой ширины и толщины, сверло будет блуждать, и вы получите слишком большое отверстие, которое также может быть непрямым.В то время как опытный механик может заточить спиральное сверло на глаз на настольном шлифовальном станке, после этого он будет выполнять только некритическую работу! Только приспособление для заточки сверл или специальный станок восстановят точность затупившегося сверла.
Угол атаки спирального сверла регулируется скоростью закручивания канавки. Сверла, как правило, изготавливаются для резки стали, которая успешно работает и для дерева.Это слишком агрессивно для цветных металлов, таких как латунь и медь, которым нравится отрицательный передний угол 5°. Прорыв, когда сверло выходит из материала на дальней стороне, особенно проблематичен и обычно приводит к вращению заготовки на столе сверлильного станка или вращению двигателя сверла в руках оператора. В любом случае это может привести к серьезной травме. Эта опасная ситуация может быть почти полностью устранена путем создания небольшой лыски на кромке, параллельной оси сверла. Называемый губами, он превращает непредсказуемого зверя в нежную кошечку.Что вы делаете, так это эффективно меняете передний угол сверла на 0° вместо положительных 15°. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Недостатком сверла является то, что сверло больше не будет сверлить сталь, если вы не заточите острие достаточно, чтобы удалить плоскую поверхность. Если у вас есть только один набор сверл , это хорошая причина, чтобы кромка не была больше необходимой.
Недостатком сверла является то, что сверло больше не будет сверлить сталь, если вы не заточите острие достаточно, чтобы удалить плоскую поверхность. Если у вас есть только один набор сверл , это хорошая причина, чтобы кромка не была больше необходимой.
При сверлении дерева в приоритете высокая скорость. Вы можете использовать до 3000 об/мин для сверл 1/4″ и меньше.Таблицы скорости легко доступны, и хорошо иметь их на стене магазина. Центрирование является обязательным, если вы хотите точное расположение отверстия.
Спиральные сверла идеально подходят, если вам нужно отверстие очень точного диаметра. Допустим, вы хотите запрессовать стальной штифт диаметром 3/16 дюйма (0,1875 дюйма) в шкаф, который вы строите. Сверло №13 имеет диаметр 0,185. отверстие, давая вам 0,0025 запрессовки для штифта. Если вам нужно очень точное отверстие, лучше всего просверлить его на 1/64 дюйма меньшего диаметра, а затем сделать окончательное сверление новым или только что заточенным сверлом нужного диаметра.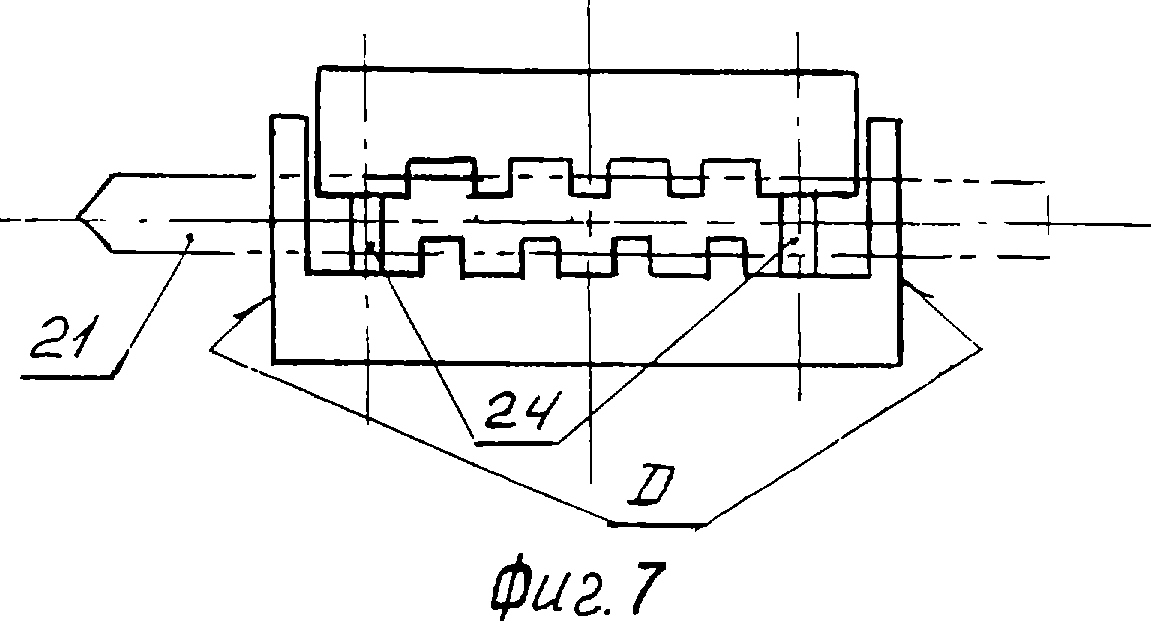 При бурении большого отверстия это может потребовать трех сверлений: сверление 1/4 дюйма, чтобы ускорить бурение большего отверстия, которое вы желаете, сверление 1/64 дюйма меньшего диаметра и окончательное сверление желаемого размера.
При бурении большого отверстия это может потребовать трех сверлений: сверление 1/4 дюйма, чтобы ускорить бурение большего отверстия, которое вы желаете, сверление 1/64 дюйма меньшего диаметра и окончательное сверление желаемого размера.
Даже самые твердые сверла со временем затупляются, даже сверла по камню с твердосплавными наконечниками. Это означает, что их нужно будет затачивать по мере необходимости.
Но можно ли заточить сверло по камню? Вы можете заточить сверло по каменной кладке или сверло по бетону путем шлифовки.Это поможет сохранить их эффективность и избежать появления дефектов или разрывов в материале. Но для заточки бит вам понадобятся соответствующие инструменты.
Шлифовальный станок поможет восстановить остроту каменных бит, которые вы используете для обработки бетона, и сделать их как новые, если правильно их заточить. Это означает, что вы можете многократно использовать одни и те же биты, пока они, наконец, не достигнут точки, когда их нельзя будет заточить.
Настольный шлифовальный станок или шлифовальный станок на пьедестале является стандартным станком для заточки сверл по каменной кладке.Он имеет шлифовальные круги на обоих концах, которые вращаются с высокой скоростью и могут довольно быстро заточить большинство насадок. Но вам нужен точильный камень правильного типа и качества. В моей мастерской я использую зеленый шлифовальный круг из карбида кремния для заточки сверл по каменной кладке с твердосплавными наконечниками.
Вам также потребуются другие продукты и расходные материалы, такие как защитные очки для защиты глаз и холодная вода для охлаждения бит. Не рекомендуется использовать перчатки, несмотря на их защиту, потому что они могут застрять в шлифовальном круге.
В то время как настольный шлифовальный станок является инструментом общего назначения, сверлильный станок представляет собой инструмент, специально предназначенный для заточки сверл. Точилка для сверл обычно имеет алмазный круг, и вы можете точно установить угол режущей кромки для заточки.
Точилка для сверл обычно имеет алмазный круг, и вы можете точно установить угол режущей кромки для заточки.
Недостатком является то, что сверлильные станки ограничены доступными размерами цанги.
Оба типа шлифовальных станков могут выполнять эту работу, но настольный шлифовальный станок, закрепленный на столе или платформе, может быть весьма эффективным для шлифования битов по камню большого диаметра.
Для сверл меньшего диаметра до ¾ дюйма или 20 мм я рекомендую использовать точилку для сверл. Основная причина – безопасность, которая присуща сверлильному станку.
Настольный шлифовальный станок более универсален и должен быть доступен в каждом магазине. Вы можете установить точильный камень из карбида кремния с одной стороны и обычный круг из оксида алюминия с другой стороны. Обычный круг может шлифовать более мягкую сталь, такую как уголки и сверла из быстрорежущей стали. Хорошая настольная шлифовальная машина может быть весьма полезной в этом отношении.
Для буров по камню SDS и SDS-plus очень большого размера, используемых в строительной отрасли, можно использовать угловую шлифовальную машину. Убедитесь, что вы закрепили биту в тисках, чтобы она не двигалась, поэтому при заточке бит по каменной кладке будут применяться только ваши движения. Это одно из многих применений угловой шлифовальной машины, которая является очень универсальным электроинструментом.
Алмазный круг довольно острый и прочный, что позволяет использовать его во многих случаях в течение всего срока службы.Недостатком является то, что они дороги и часто не могут быть установлены на обычный настольный шлифовальный станок.
Если вы можете получить алмазный круг, сделайте это. Если нет, вам понадобится точильный камень из карбида кремния (зеленого цвета) или найдите подходящую замену, предназначенную для сверла по каменной кладке.
Заточка бит по каменной кладке — простой процесс, но вам нужно будет выполнить несколько шагов, чтобы убедиться, что вы делаете работу правильно. И самое главное, что вы защищаете себя в процессе.Хотя затачивать насадки легко, если вы делаете это правильно, вам нужно будет защитить себя, так как один промах может привести к серьезной болезненной травме.
И самое главное, что вы защищаете себя в процессе.Хотя затачивать насадки легко, если вы делаете это правильно, вам нужно будет защитить себя, так как один промах может привести к серьезной болезненной травме.
Если вы еще не установили кофемолку, вам нужно будет сделать это на верстаке. Уберите все ненужные предметы и очистите скамейку, протерев ее тряпкой. Все, что легко воспламеняется, должно быть удалено подальше от места шлифовки. Имейте в виду, что одной искры, упавшей на легковоспламеняющуюся поверхность или жидкость, достаточно, чтобы она загорелась.
Теперь закрепите настольную шлифовальную машину на поверхности. Он должен быть близко к краю, чтобы вы могли легко стоять впереди и двигать руками с битой на месте. Вы не хотите наткнуться на верстак или какой-либо предмет поблизости, поэтому убедитесь, что вы правильно закрепили шлифовальный станок и убрали все препятствия.
Поместите охлаждающую жидкость или прохладную воду рядом с кофемолкой, желательно в достаточно большой емкости, чтобы вода оставалась прохладной в течение длительного времени.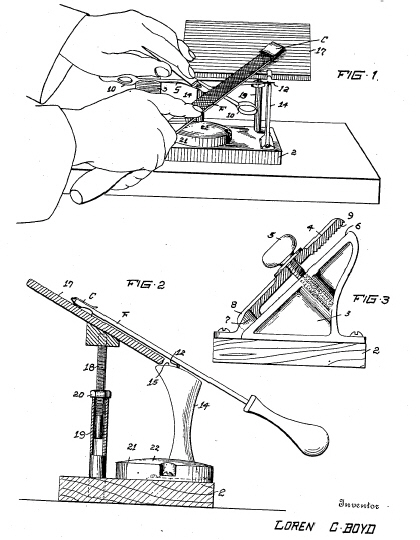 Это означает избегать использования маленьких чашек вместе с большими ведрами.Что-то среднее идеально, если его можно установить в пределах легкой досягаемости. Теперь поместите биты, которые вы хотите заточить, на стол рядом с точильным станком, и вы готовы начать.
Это означает избегать использования маленьких чашек вместе с большими ведрами.Что-то среднее идеально, если его можно установить в пределах легкой досягаемости. Теперь поместите биты, которые вы хотите заточить, на стол рядом с точильным станком, и вы готовы начать.
Начните с первой фрезы и посмотрите на кончик, это область, в которой вы будете точить. Хвостовик — это длинный стержень, который находится наверху, а часть со спиральными канавками — это корпус, который соединяет долото со сверлом. Если что-то не прикрепилось к хвостовику, вам никогда не придется использовать шлифовальную машину для этой части сверла.
Держите биту так, чтобы вы могли четко видеть ее кончик, и поверните ее, чтобы увидеть ее целиком. Измените угол, чтобы вы могли полностью видеть кончик и отмечать тусклость, дефекты или другие дефекты. Это области, которые вы будете затачивать. Теперь вы готовы заточить биты.
Угол при вершине острия сверла по каменной кладке составляет 135 градусов. Это угол прилегания наконечника из карбида вольфрама. Он может варьироваться в зависимости от производителя и материала, в котором вы просверливаете отверстия.Я видел сверла с углами от 118° до 135°.
Это угол прилегания наконечника из карбида вольфрама. Он может варьироваться в зависимости от производителя и материала, в котором вы просверливаете отверстия.Я видел сверла с углами от 118° до 135°.
Сверла Irwin Joran по каменной кладке, которые я использую, имеют угол заточки 135°. Ниже скриншот бита, который я измерил на профильном проекторе.
Таким образом, правильный угол, под которым следует держать шлифовальный станок для заточки бит по камню, составляет от 60 до 67,5 градусов, что дает прилежащий угол от 120° до 135°. Это обеспечивает достаточную остроту, чтобы гарантировать, что любая тупость будет удалена, при этом не удаляя слишком много самого режущего наконечника.Прежде чем включить болгарку, вы можете немного потренироваться в удерживании биты, чтобы при заточке получить угол 60 градусов.
Включите кофемолку и убедитесь, что она работает плавно. Поместите биту в руку так, чтобы кончик был виден, так как он будет касаться шлифовального круга.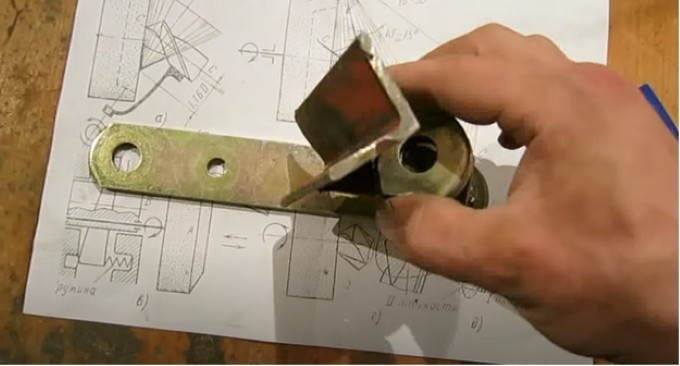 Поместите указательный палец на стопор шлифовального инструмента, это поможет вам направить сверло, держа пальцы достаточно далеко, чтобы быть в безопасности.
Поместите указательный палец на стопор шлифовального инструмента, это поможет вам направить сверло, держа пальцы достаточно далеко, чтобы быть в безопасности.
Обязательно держите кончик биты близко к шлифовальному кругу и установите его, прежде чем вставлять его.Аккуратно вдавите биту в колесо и делайте это импульсами. Это означает надавливание на несколько секунд, а затем небольшое отведение на несколько секунд. Это убережет биту от перегрева в руке. Цель состоит в том, чтобы заточить биту, сохраняя при этом низкую температуру, чтобы вы могли ее удерживать.
После небольшой заточки проверьте область заточки на наличие сколов или участков с неровностями. Это покажет, повреждена ли насадка или вы держите ее под неправильным углом.
Помимо кромки, вам нужно будет сгладить пятку биты по кладке. Это область сразу за режущими кромками. В этой области должен быть зазор, чтобы сверло могло легче скользить в каменную кладку, а не тереться о материал. Вы захотите удалить материал с пятки, установив угол на те же 60 или 67,5 градусов, но наклоните сверло вверх и зачистите сразу за режущей кромкой.
В этой области должен быть зазор, чтобы сверло могло легче скользить в каменную кладку, а не тереться о материал. Вы захотите удалить материал с пятки, установив угол на те же 60 или 67,5 градусов, но наклоните сверло вверх и зачистите сразу за режущей кромкой.
Как и в случае с режущими кромками, вам нужно слегка пульсировать поверхностью в течение нескольких секунд, чтобы избежать перегрева насадки инструмента.По мере шлифовки рельефа слегка вращайте сверло; это позволит вам постепенно равномерно шлифовать поверхность. Не забывайте время от времени окунать удила в прохладную воду, особенно если вы чувствуете, что оно нагревается в ваших пальцах.
Что? Да, вы поняли меня правильно.
Режущие кромки сверл по бетону довольно тупые. Это делается для того, чтобы острый кончик не откололся и не сломался. Когда вы используете сверло по каменной кладке на ударной дрели, оно не только вращается, но и продолжает вбивать в материал, чтобы разбить бетон, кирпич, раствор, камни и т. д.Если вы держите режущие кромки острыми, они легко сломаются.
д.Если вы держите режущие кромки острыми, они легко сломаются.
Используйте полировальный круг или ленточный шлифовальный станок, чтобы слегка притупить острые режущие кромки, чтобы увеличить срок службы насадки.
Как только вы закончите заточку, вы можете перейти к следующему биту. Имейте в виду, что это займет некоторое время, но это время нужно потратить на то, чтобы ваши сверла по каменной кладке были острыми и готовыми к использованию.
Точилки для сверл, такие как Drill Doctor, не только удобны, но и безопасны для заточки сверл.Вы можете использовать точилку для сверла по каменной кладке или по бетону, если у него есть алмазный шлифовальный круг.
Вот шаги, которым я следую на своей более дешевой точилке тайваньского производства. Основные шаги должны быть одинаковыми для большинства точилок, но я предлагаю вам обратиться к руководству пользователя и следовать обычной процедуре эксплуатации точилки.
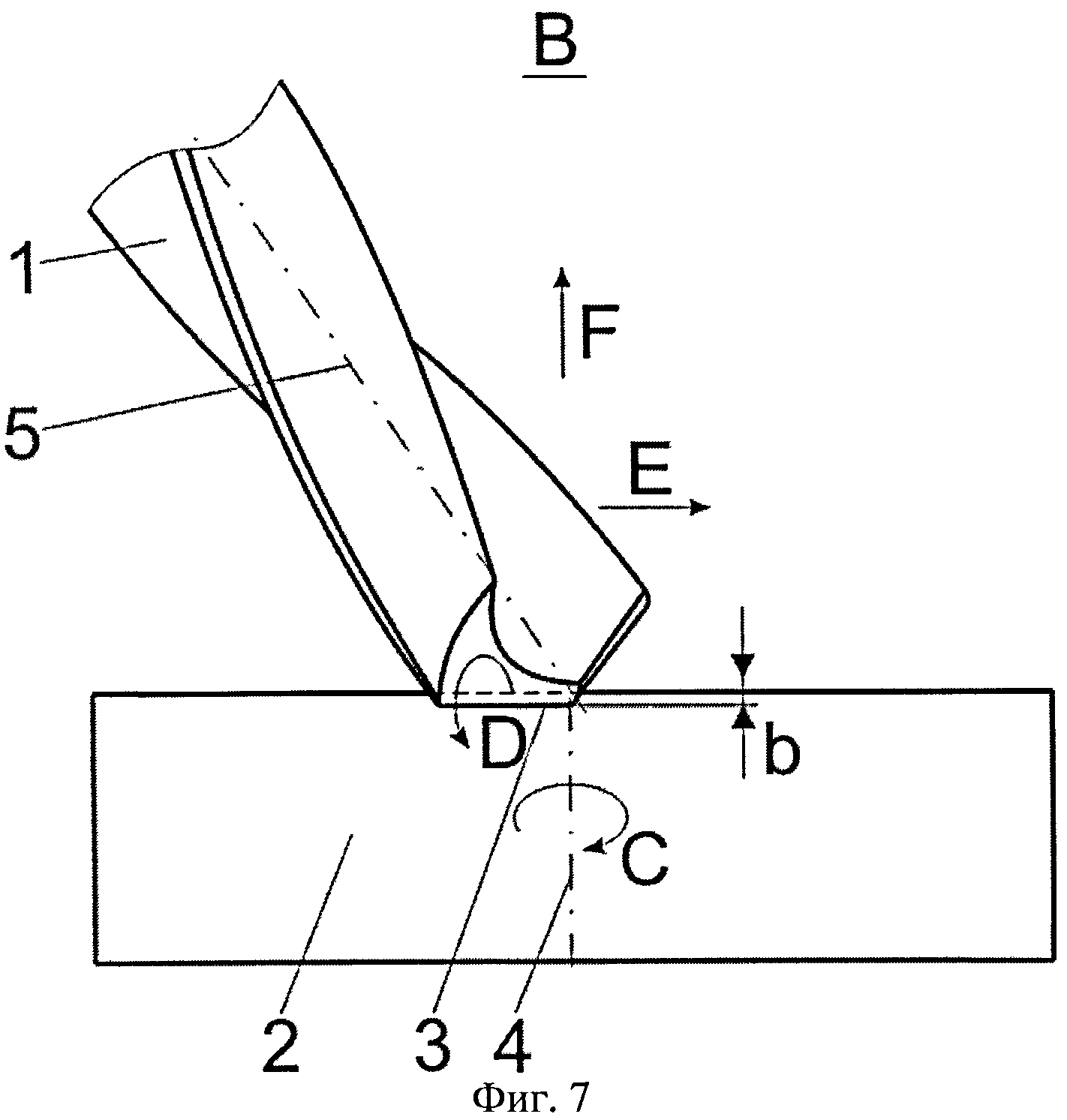 Выберите цангу или патрон правильного размера
Выберите цангу или патрон правильного размера Измерьте диаметр сверла и выберите соответствующую цангу или патрон.Например, в DrillDoctor вы можете удерживать биты размером от 3/32″ до ¾″ в патроне ¾″.
Диаметр вашего долота определяет толщину полотна. Вам нужно учитывать это, когда вы хотите установить край биты прямо. Большинство точилок для сверл имеют отверстие для выравнивания, где вы можете точно выровнять и установить глубину. Теперь пришло время зажать сверло в патроне или цанге.
По умолчанию эти инструменты настроены на угол 118°, который является углом при вершине спирального сверла общего назначения.Для сверл по каменной кладке вы хотите изменить угол на 135 ° или любой другой угол, который был существующим.
Вставьте цанговый держатель вместе со сверлом в точилку и начните заточку. В зависимости от модели точилки может потребоваться повернуть цанговый держатель в пределах, установленных на инструменте.
Следующее изображение должно дать вам четкое представление о работе точилки для сверл. Для вашей безопасности, пожалуйста, держите крышки закрытыми во время заточки.
Зашлифуйте, пока наконечники из карбида вольфрама не станут острыми. Если вы видите остатки сломанного наконечника, вытащите цанговый держатель, ослабьте цангу и выдвиньте сверло дальше. Повторите процесс измельчения.
Как только вы будете удовлетворены остротой режущих кромок, пора отшлифовать зазор в области пятки.
Наконец, сделайте очень маленький радиус на режущих кромках полировальным камнем и сверлом по каменной кладке, готовым прорезать бетон.
Обычные сверла из быстрорежущей стали или даже прочные кобальтовые или титановые сверла не могут пробить закаленную сталь. В таких случаях лучше всего подходит твердосплавная насадка. Однако твердосплавные сверла стоят дорого.
Для сверления закаленной стали можно использовать сверла по камню с твердосплавными наконечниками.
Метод точно такой же, за исключением того, что вы не будете выполнять последний шаг. При сверлении отверстий в закаленной стали режущие кромки должны быть острыми. Следовательно, в этом случае не полируйте, чтобы сделать радиус на острых краях.
Точные и центрированные сверла необходимы для бесперебойной работы. Предлагаем рассмотреть, где можно купить станок для заточки сверл, как изготавливается самодельный агрегат, а также чем отличаются бытовые модели от промышленных и какова их цена.
Существует несколько типов сверл так как они подразделяются по принципу действия и соотношению рабочих поверхностей, их тоже нужно затачивать по разному, ознакомимся с основными:
 д.;
д.;Рассмотрим основные положения заточки спиральных сверл и зенкеров:
При движении режущей поверхности в материале внутри обрабатываемого сырья образуется стружка, особенно этот процесс проявляется на передней поверхности. Именно большое скопление стружки играет основную роль в деформации пластиковых деталей сверла: в процессе работы оно нагревается, и под воздействием острых концов стружки изменяется его рабочая кромка.Конечно, есть огромная разница в скорости этого процесса, самые опасные и жесткие — это медь и сталь.
Фото – Очистка сверла от стружкиСверление осуществляется по следующей схеме: в процессе работы описывается коническая поверхность, такую форму приобретает и рабочая поверхность сверла, соответственно режущая кромка несколько затупляется и меняет свой центр. Все углы рабочей поверхности должны располагаться над поверхностью торца, только так можно обеспечить нормальный и стандартный задний угол.
Самый простой и действенный способ Как наточить сверло в домашних условиях – использовать электрическую точилку. Можно работать и обычным точильным бруском, изготовленным из смеси абразивных материалов, но этот процесс займет много времени и сил, в отличие от работы устройства с электродвигателем. Универсальная ручная шлифовальная машина имеет двигатель со скоростью вращения 1500-2000 мин-1. Оптимальная мощность: до 300 Вт. Такие модели выпускаются фирмами Doctor (Доктор), Vollmer, Sturm, Proxxon, Drill и Weinig.
Ориентирование осуществляется по режущим кромкам; действовать нужно строго по направлению спиральных канавок, так как они не меняют своей формы даже от воздействия большого количества стружки. Закрепляем сверло так, чтобы затачиваемая кромка была строго параллельна оси заточного инструмента. Самый главный вопрос: когда рабочая часть заточена? Как только вы увидите отражение света от рабочей поверхности, значит, кромка заточена.По той же системе затачиваем и вторую сторону.
Фото – Заточка сверлаПри этом очень важно не отцентровать сверло раньше, в противном случае вы потеряете его баланс, а в процессе работы инструмент будет отклоняться на несколько градусов от стандартно заданных параметров. Угол между шишками является важнейшим параметром заточки.
Фото — Угол резкиТипоразмеры выглядят так:
Сталь легированная, конструкционная, инструментальная — свыше 90 градусов;
Мягкие металлы (медь, алюминий, алюминиевые сплавы) — 90-100 градусов;
Дерево, пластик, резина — 90-100;
Бронза, латунь — 110-120.
Чтобы добиться высокой точности обработки своими руками, необходимо Особое внимание придать параметрам стандартной и деформированной. Для контроля процесса заточки можно заказать специальный шаблон для сверла нужного диаметра и угла. На фото представлена схема обработки сверла таким приспособлением.
Фото — Шаблон для заточкиЕсли нет ни денег, ни времени на приобретение шаблона, используем «дедовский» метод: действуем по правилу левой механики.Сгибаем руку и вставляем таким образом над сверлом так, чтобы режущая поверхность была закрыта с нескольких сторон, должен получиться своеобразный коридор. Ставим лампу напротив торцевой поверхности, и проверяем ровность и точность заточки (это будет хорошо видно с расстояния 20 см от сверла, если смотреть одним глазом).
Фото — Правило левой рукиИспользуя самодельный электрический станок, очень важно контролировать процесс обработки заточки сверл.Для полного нарушения точности достаточно ошибиться на 1 мм. Автоматический станок для заточки корончатых сверл малого диаметра также можно использовать для дисков, ножей, ножниц, цепей и т. д.
Видео: Станок точильный Энергомаш ТС 6010С
Перечисленные выше способы подходят для домашнего узкопрофильного использования, но если вам нужно затачивать сверла серийно, то ни времени, ни сил на ручную центровку, проверку или заточку у вас не хватит.Давайте посмотрим, как используется профессиональный сверлильный станок.
Шлифовальный круг должен быть изготовлен из мелкозернистого абразивного материала. Место заточки должно быть освещено под прямым углом по отношению к сверлу. Работник должен носить защитные очки и перчатки.
Пошаговая инструкция :
Прежде чем выбрать станок для заточки сверл, необходимо прочитать о нем отзывы, внимательно изучить паспорт и возможности. Один форум механиков даже советовал всегда носить с собой дрель, чтобы можно было на месте проверить эффективность.
Купить недорого станок для заточки сверл в Украине, России или Беларуси — это реально, главное правильно подобрать модель (по металлу, дереву или пластику), калибр (dd750хibm,drillgrind, edbs2001 — универсальный) и мощность. Предлагаем рассмотреть средние цены на такие устройства:
В настоящее время станки настольные и универсальные таких марок, как ДрилГринд, Штурм (производства Энергомаш), БСГ, БСМ, ЕСМ, МИКРА, В391, Диолд, ЭЗС, НКЧ. Их можно найти в профессиональном магазине, в Интернете, на форумах в рубрике «Продажа электроприборов».Главное, убедиться, что документация соответствует заявленным продавцом данным.
При сверлении отверстий в деталях из металла используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, выходу их из строя. Чтобы этого не произошло, нужно регулярно их восстанавливать. геометрические параметры, а специальное приспособление для заточки сверл помогает сделать это максимально точно и качественно. Это простое приспособление, которое можно изготовить своими руками, позволяет быстро и качественно заточить затупившиеся сверла и не тратиться на приобретение новых.
Приспособление, предназначенное для заточки сверл, особенно актуально в тех случаях, когда этими инструментами приходится часто работать по металлу, вследствие чего они быстро изнашиваются и требуют регулярного восстановления. При обработке дерева используемое для этих целей сверло практически не изнашивается, поэтому требует минимального внимания к параметрам его заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление также не имеет особого значения, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не пользуются приспособлениями для заточки, полагаясь исключительно на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше использовать приспособления, позволяющие механизировать этот процесс. Это позволит обеспечить максимальную точность и требуемое качество результата.
На современном рынке предлагаются разнообразные приспособления для заточки сверл, позволяющие быстро, качественно и точно восстановить геометрию режущего инструмента даже при отсутствии опыта выполнения подобных процедур.Между тем можно не тратиться на покупку таких приспособлений, а сделать простейший станок для заточки сверл своими руками.
Какой бы прибор или станок не использовался для заточки сверла по металлу, его качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или сделанным своими руками. Этот шаблон необходим в первую очередь для контроля точности углов режущей части, которые образуются при заточке сверла.Инструменты, используемые для работы с различными материалами, отличаются друг от друга, в том числе и величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная углы режущей кромки сверл для таких материалов, можно сделать сразу несколько шаблонов и использовать их для контроля правильной заточки одного и того же сверла, выступающего в данном случае в качестве универсального инструмента.
В качестве простейшего приспособления для заточки сверл можно использовать втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом.При выборе втулки для такого приспособления необходимо следить, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже отклонение его оси на 1–2° от требуемой величины может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл, лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам наиболее часто используемых сверл.Можно поступить проще и дополнить такое приспособление, используемое для заточки сверл, деревянным бруском. Просверлить в бруске отверстия, соответствующие размерам инструментов различного диаметра. Обязательным элементом конструкции такого устройства является наручник, который одновременно решает несколько важных задач:
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл.Основная задача, решаемая самодельным станком или устройством, используемым для заточки сверл, — правильно сориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности шлифовального круга.
Для изготовления самодельного точила для сверл можно использовать различные по конструктивному исполнению аналогичные приспособления. Соответствующие чертежи легко найти в Интернете. Более того, если вы понимаете принцип работы такого приспособления, то и собственный станок для заточки можно сделать по собственной конструкции.
Чертежи деталей крепления
Promopora Платформа Promopora Подвижная платформа
Держатель сверла и стопорный винт Поворотный стол Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: во время его использования затачиваемое сверло не должно вращаться вокруг своей оси. Если инструмент поворачивается даже на небольшой угол, заточку придется делать заново.
После заточки сверла необходимо дать ему остыть.Затем нужно проверить его восстановленные геометрические параметры с помощью шаблона. Необходимо учитывать, что режущие кромки инструмента могут отличаться друг от друга по длине не более чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл малых диаметров.
Среди ошибок, допускаемых при заточке сверл с помощью такого приспособления, наиболее типичными являются две.
В качестве основы для изготовления точильного станка для спиральных сверл можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такой машины дополнительными принадлежностями необходимо соблюдать следующие требования.
При изготовлении данной насадки для заточки сверл не требуются сложные технические приспособления и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или гараже. В качестве оборудования и инструментов, с помощью которых такие узлы будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Так как упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение.При выборе трубки, кронштейна и болта для узла крепления следует учитывать, что в устройстве не должно быть люфта. Самоделка предлагаемой конструкции имеет две степени свободы.
Платформа такого приспособления, на которой закреплено обрабатываемое сверло, имеет возможность поворота по вертикальной оси, обеспечивая возможность изменения угла заточки инструмента. Кроме того, цевье, опирающееся на горизонтальную ось, может колебаться, что обеспечивает правильную артикуляцию в процессе заточки.
Для изготовления элементов конструкции такого устройства используется листовой металл различной толщины, а именно:
Обработчик устройства, на вершине которого установлена опорная плита, должен быть надежно закреплен на станке для шлифовки корпуса. Для этого используется дополнительная металлическая «щека», соединенная с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, крепится к опорной пластине с помощью винтового соединения.
Устройство и конструктивные особенности рассматриваемого станка для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря этой способности заточить сверла с помощью этого приспособления можно практически любым из используемых сегодня способов.
Сверло, заточенное таким приспособлением, входит в направляющий паз и может свободно перемещаться в нем в продольном направлении. При этом угол заточки инструмента не меняется.
Так как верхняя поверхность опорной пластины расположена немного выше оси вращения шлифовального круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
Хорошо демонстрирует процесс работы с таким видеоустройством, которое легко найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность заточки, для контроля качества которой даже не нужно использовать шаблон.Прикрепив качающуюся пластину этого инструмента под фиксированным углом, его также можно использовать для заточки сверл, оснащенных твердосплавными пластинами.
Чтобы успешно заточить металлические сверла, большинство из которых изготовлены из быстрорежущей стали, необходимо использовать достаточно твердый шлифовальный круг. В этом качестве можно использовать абразивный инструмент из карбида кремния. Такие диски, которые можно узнать по их зеленому цвету и маркировке 64C, должны иметь размер зерна в диапазоне 8H — 16H. При использовании дисков из этого материала необходимо учитывать, что они сильно нагреваются в процессе работы, поэтому не допускайте, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом… Во избежание перегрева сверла при его заточке на таком диске инструмент необходимо регулярно охлаждать с помощью водного раствора соды.
Сделать приспособление для заточки сверл своими руками достаточно просто, условиями успеха будут знание правил заточки режущих инструментов, а также умение работать ручным инструментом и техническая смекалка.
Основными правилами для обеспечения качественной заточки являются:
Объем и характер выполняемых работ зависят от вида износа режущего инструмента. Износ можно классифицировать по:
В зависимости от вида заточки сверла, технических характеристик, а также назначения рекомендуются следующие виды обработки, такие как:
| Тип заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарный нормальный — «N» | до 12.0 мм | Для универсального применения… Угол — в зависимости от обрабатываемого материала. |
| Одинарный с подрезкой под перемычку — «NP» | до 12,0 мм | Для обработки стального литья. Угол 115-120°. |
| Одинарный с подрезкой перемычки и ленты — «NPL» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол 115-120°. |
| Двойной с перемычкой подрезки — «DP» | свыше 12.0 мм | Для стали и чугуна с коркой. Заточка производится под двумя углами: 116-118° и 70-75°. |
| Двойной с подрезными перемычками и лентами — «DPL» | свыше 12,0 мм | Для универсального использования. Угол – в зависимости от обрабатываемого материала. |
| По методу Жирова | свыше 12,0 мм | Применяется при обработке хрупких материалов. Основной угол заточки 118*, дополнительные — 70° и 55°. |
Для заточки спиральных сверл подойдет любой шлифовальный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оснащенный специальным устройством, закрепляющим затачиваемое сверло под определенным углом к оси вращения абразивного элемента приспособления.
Основные требования к специальным приспособлениям, обеспечивающим качественное выполнение работ:
Для изготовления одного из вариантов таких приспособлений потребуются:
Работы по изготовлению станка ведутся в следующей последовательности:
Для заточки спиральных сверл можно использовать различные наждачные круги, но в связи с тем, что данный расходный материал(инструмент) изготовлен из прочной стали, то и абразивные элементы должны этому соответствовать.
Основные требования к наждачным кругам:
Приспособление для заточки сверл может быть выполнено в иной конструкции, чем предлагаемый вариант — как более простой, так и сложной конструкции… Тип такого устройства определяется его потребностью и возможностью пользователя изготовить оборудование своими руками.
Как сделать точилку для сверл. Инструмент для ручной заточки спиральных сверл . Некоторое время назад случайно наткнулся (имеется в виду автор статьи, см. источник) в сети очень полезные видео-уроки В. Леонтьева по ручной заточке спиральных сверл:
Но тут возникла идея, как сделать заточку сверл еще проще и удобнее.В результате раздумий и экспериментов появилось описанное ниже устройство. Во-первых, надо было провести модернизацию — довести до ума существующую заводско-китайскую (такую, как немецкую) давильню. Потому что работать с ним по методике В. Леонтьева было практически невозможно.
Электрический шлифовальный станок заводского изготовления.
Хрупкий стандартный опорный рычаг.
Непригоден для изготовления ручных работ.
Во-первых, кронштейн крепления обработчика к корпусу диска слишком хлипкий, сделан из металла толщиной 2 мм.Сгибается с небольшим усилием. Поэтому, естественно, углы заточки +/- километр! А форма цевья совершенно не позволяет сделать нормальный задний угол по методике В. Леонтьева, так как сверло при опускании хвостовика упирается в угол скобы. Причем сам наручник устанавливается НИЖЕ оси диска. То есть вообще нет возможности получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Плоскость накладки цевья значительно ниже оси вращения диска.
Новый кронштейн для крепления разнорабочего.
Для штатного кронштейна использовался кусок металла толщиной 4 мм большего размера и дополнительные крепежные винты. Старый кронштейн крепился на две заклепки, которые пришлось срезать. Новый кронштейн теперь намного жестче, чем раньше. Также из отрезков уголка и полосы была сварена горизонтальная полка поручня с дополнительными крепежными отверстиями. Его положение можно регулировать в определенных пределах.
Сравнение толщины металла в новых и старых наручниках.
Новый кронштейн фиксируется в 5 точках.
Детали крепления. Скобка. Ассистент. Поворотная пластина …
Далее делался непосредственно сам аппарат. Представляет собой поворотную пластину с приваренной втулкой, которая может качаться на оси, закрепленной в петле, которая, в свою очередь, крепится к поручню. К верхней части поворотной пластины прикреплена направляющая пластина для сверления, в которой выбран треугольный паз.
Приспособление в сборе. Пластина находится в горизонтальном положении.
Приспособление в сборе.
Устройство для заточки.
Сначала вместо этой пластины была опробована направляющая в виде куска уголка (как на видео В. Леонтьева), но этот вариант совсем не подходит — сверло трудно нормально закрепить( он пытается убежать вправо при касании диска), тем более, что требуется еще и подача вперед при формировании заднего угла. В общем угол (он есть на фото) совершенно не подходит.
Устройство находится в нижнем положении.
Работа с устройством напоминает движения автора видеоуроков, только вместо пальца и глаза используется качающаяся ось и заданный угол заточки сверла. С устройством гораздо удобнее контролировать параллельность режущей кромки обрабатываемого сверла. Нужно просто повернуть пластину вниз и вдавить сверло в канавку так, чтобы линия режущей кромки была параллельна плоскости пластины — оси качания пластины.Этот момент показан на фото.
Установка сверла на руку-руку на точильный камень.
Сначала формируется само ребро. При обработке заднего угла необходимо одновременно опускать пластину вниз и подавать само сверло вперед к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке зазорного уголка. Симметрию краев контролирую так же, как и в видеоуроках.Кстати, вместо качающейся пластины можно установить кусок уголка с фиксированными углами — заточка и задний — это для заточки твердосплавных сверл на руль. Необходимо только локально определить необходимую длину сторон уголка для получения нужного угла задней заточки, так как она зависит еще и от диаметра диска и расположения цевья относительно оси вращения диска.
Установка сверла в направляющий паз пластины.
Управление настройкой сверла. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющих канавок.
Инструмент для ручной заточки спиральных сверл.
Сверла должны быть качественными и хорошо заточенными в работе профессиональным мастером. В старину сверла затачивали вручную.
На сегодняшний день появились специальные приспособления для заточки сверл, конструкция которых очень проста.
Если сверло затупилось, то просверлить поверхность очень сложно, а иногда и невозможно.Также стоит отметить, что для разных типов поверхностей сверла должен быть определенный угол заточки, например, для пластиковой поверхности угол будет 30 градусов, для закаленной стали этот угол будет 130 градусов.
В тех случаях, когда идеально просверленное отверстие не требуется, угол заточки может составлять 90 градусов.
Заточку сверла можно сделать самостоятельно с помощью абразивных дисков. Во время заточки сверло необходимо держать за рабочую поверхность… Другой рукой держите хвост сверла.
Сбоку сверло должно быть прижато к абразивному диску. Затем его желательно поворачивать с особой осторожностью, в результате режущая кромка примет необходимый угол и структуру.
Сверло необходимо затачивать с каждой стороны отдельно. Также необходимо следить за тем, чтобы острие сверла располагалось точно по центру при заточке режущей части. Делать это нужно правильно, так как ошибка в заточке может привести к тому, что сверло косит вбок.
Заточка сверла своими руками не самый лучший хороший способ, так как он способен нести ряд неточностей, например режущие кромки могут быть не правильными по отношению к оси инструмента.
Приспособление предназначено для заточки глухих или сквозных сверл из чугуна и стали. Такое приспособление изготавливается с учетом видов заточки, а также его габаритов. На станке легко изменить угол заточки.
Существует два типа приспособлений, которые помогут вам заточить сверло, это бытовой и промышленный станок. В первом случае точилка занимает мало места и отлично подходит для работы в доме, но такой станок может заточить только небольшие сверла.
Промышленные станки большой мощности, которые изготавливаются для того, чтобы затачивать сверла большого диаметра. Промышленный станок имеет зажим и точильный круг.
С помощью этого устройства заточка сверла происходит под наблюдением оператора, который может легко контролировать процесс.Такие устройства рассчитаны на длительную эксплуатацию.
Нам понадобятся следующие материалы: абразивный диск, переключатель, двигатель хорошей мощности, подставка, провода, ось и вилка. Также для безопасного использования станок должен иметь на себе корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Для начала необходимо определиться с местом установки автомата, так как он будет подключаться к розетке.
Также наше устройство нужно положить на стол, желательно из металла, куда нужно будет поставить двигатель, и поставить отметки для проделывания отверстий под болты.
На вал двигателя надевается абразивный диск. Чтобы закрепить его на валу, нужно сначала надеть шайбу, потом диск и снова шайбу. После этого установите стопорную гайку на заранее подготовленную резьбу на валу.
В качестве мотора для нашего аппарата двигатель от стиральной машины… Мощности его мотора хватит для процесса заточки сверл. Провода также допускается брать от подручного оборудования.
Нужно подключить провода к пускателю, который должен быть с тремя разомкнутыми контактами. Обмотка должна иметь возможность соединения фазных линий с помощью двух последовательно включенных пускателей.
Кнопка выключения должна быть подключена к НЗ, а кнопка пуска будет подключена к НР, она также должна быть в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки питания на обмотку будет подаваться напряжение, в результате чего цепи должны замкнуться. При отпускании кнопки напряжение, подаваемое на стартер, не должно сниматься. При выключении двигатель должен остановиться.
Двигатель сам по себе является безопасным устройством, но для защиты его механизмов от пыли необходимо сделать каркас, защищающий его от воздействия окружающей среды.
Для его изготовления можно использовать металлический ящик или сделать защитный экран из стекла.Также стоит установить крышку, закрывающую торец диска на треть. Он защитит работника, если абразивный диск треснет.
Заточка является одним из самых основных навыков в деревообработке. К сожалению, это также доставляет много хлопот столярам. Что, вероятно, объясняет популярность хонинговальных направляющих. Вы вряд ли сможете открыть каталог деревообработки, чтобы не найти новое устройство, которое обещает сделать заточку ваших ручных инструментов надежной.
Конечно, можно научиться точно затачивать без использования хонинговального шаблона.Но при хонинговании от руки есть тенденция слегка смещать угол инструмента в начале или в конце каждого хода. Это может привести к закруглению скоса, который не будет эффективно резать (видно на чертежах).
Многим плотникам (включая меня) легче добиться стабильных результатов с меньшими трудностями, используя какое-либо руководство. Так как хонинговальная насадка удерживает инструмент под фиксированным углом к точильному камню, намного проще получить ровную и равномерную фаску. Большинство хонинговальных направляющих также регулируются, что позволяет легко установить точный угол скоса.
Недавно я просмотрел десять различных направляющих для заточки и сравнил характеристики каждой из них. Они варьируются от простых примеров без излишеств до примеров, наполненных наворотами. Как и следовало ожидать, они также варьируются в цене от менее 20 до более 100 долларов в верхней части шкалы (см. стр. 51 для источников).
ОбщийПервый хонинговальный шаблон, который я попробовал, был от
.Генерал. Эта направляющая состоит из двух половин, которые шарнирно соединены для регулировки угла скоса.Зажим на одном конце удерживает инструмент, а ролик на другом конце позволяет направляющей перемещаться вперед и назад.
В отличие от большинства других хонинговальных направляющих, ролик Общий Гид не ездит на точильном камне. Вместо этого он едет по поверхности вашего верстака. Это создает проблему, если грани вашего точильного камня не параллельны. Кроме того, вам придется сбрасывать направляющую всякий раз, когда вы переключаетесь на точильный камень другой толщины. Я считаю это существенным недостатком.
Около 20 долларов, Общий хонинговальная направляющая — одна из самых дешевых моделей на рынке. Но я думаю, что есть лучшие варианты.
СтэнлиКажется вполне естественным, что компания, известная своими ручными рубанками и стамесками, также сделала инструмент для их заточки. То Стэнли Руководство по хонингованию существует уже довольно давно и не сильно изменилось. Он доступен в комплекте, который включает 8-дюймовый масляный камень и смазочное масло.
Одно усовершенствование, которое было добавлено к этому руководству по хонингованию на протяжении многих лет, — это пластиковый откидной шаблон (см. фото ниже), который помогает вам расположить край вашего инструмента для одного из трех часто используемых углов скоса.
Во время использования я обнаружил, что зажим инструмента в направляющей немного затруднен. Вам нужно затянуть два винта с накатанной головкой, чтобы удерживать инструмент на месте, и их неудобно хватать и к ним трудно получить доступ. Однако, как только вы все настроите, приспособление работает адекватно.
Затмение-СтильОригинал Затмение Направляющая для хонингования в течение многих лет производилась компанией в Англии и была любимицей многих столяров. Хотя подлинный Затмение Гайд больше не производится, есть ряд чуть менее качественных [подделок](https://www.amazon.com/gp/product/B000CFNCKS/ref=as_li_qf_asin_il_tl?ie=UTF8&tag=activeinterest-woodsmith-20&creative= 9325&linkCode=as2&creativeASIN=B000CFNCKS&linkId=9e0d16f
То Затмение хонинговальная направляющая удерживает затачиваемый инструмент между парой прочных кулачков. Рубанки вставляются в верхнее отверстие, а долота — в нижнее. Конструкция автоматически выравнивает инструмент в направляющей, что значительно сокращает время наладки.
Моя единственная реальная жалоба на Затмение Руководство по стилю — это ролик. Поскольку он очень узкий, вы должны быть осторожны, чтобы не опрокинуть приспособление во время использования, особенно с более узкими лезвиями.Но если вы ищете простое, серьезное руководство по заточке, это трудно превзойти.
Ричард КеллТо Келл направляющая для хонингования имеет простой и элегантный дизайн. Сделанный в Англии мастером Ричардом Келлом, он прекрасно обработан и гладок, как шелк. Вместо того, чтобы размещать ролик сзади, в этой направляющей используется пара роликов по бокам приспособления.
То Келл руководство простое в использовании и работает хорошо.Его самый большой недостаток заключается в том, что он работает только с лезвиями шириной до 1 1 ⁄ 4 дюйма, что делает его пригодным только для стамесок. Келл делает более широкую версию направляющей, которая подходит для лезвий шириной до 2 5 ⁄ 8 дюймов. Но широкую версию неудобно использовать с узкими инструментами, поэтому вам действительно нужны обе модели. дорогое предложение.
Алисам Заточка салазокСловно Келл руководство, Алисам Заточка салазок также имеет боковые ролики.Но Алисам сани оседлали камень, а не ехали по нему. Такая широкая стойка облегчает управление.
То Алисам салазки предлагаются в трех вариантах высоты для различных поверхностей для заточки: от тонких пластин до водяных камней толщиной 2 дюйма. Стороны отсоединяются от корпуса салазок, поэтому вы можете менять высоту, просто заменяя одну пару сторон на другую. (Дополнительно пары сторон продаются отдельно.)
Из всех руководств, которые я пробовал, этот оказался самым удобным в использовании.Большие ручки по бокам салазок облегчают захват.
Словно Общий , Алисам саней требует, чтобы ваш точильный камень имел идеально параллельные стороны. Но для заточки на плоской пластине с наждачной бумагой, где это не проблема, это руководство является хорошим выбором.
Веритас Мк. IIТрудно не нравиться Веритас Мк. II [руководство по заточке] (https://www.woodcraft.com/products/veritas-mk-ii-honing-guide). Зажимная планка надежно удерживает инструмент. Широкий валик работает плавно и имеет встроенную функцию добавления микрофаски на кромку инструмента. Контурный корпус позволяет удобно держать и использовать.
То Мк. II поставляется с установочным калибром, который выравнивает инструмент в зажимном приспособлении и упрощает точное позиционирование кромки для любого угла скоса, который вы можете себе представить. Его можно использовать даже для заточки задних фасок на рубанках.
Трудно придраться к этому руководству, но если бы пришлось, я бы сказал, что оно немного больше и тяжелее по сравнению с некоторыми другими руководствами. Это может затруднить контроль при заточке узких стамесок. Тем не менее, он остается моим фаворитом в среднем ценовом диапазоне.
[ Руководство Veritas Honing] (https://www.amazon.com/gp/product/B005IP09EO/ref=as_li_tl?ie=UTF8&tag=activeinterest-woodsmith-20&camp=1789&creative=9325&linkCode=as2&creativeASIN=B005IP09EO&linkId=82eb98a9595d832bf19084ce13bfea)Оригинал Веритас руководство по хонингованию является предшественником Мк.II показанная выше версия. По какой-то причине Веритас продолжает делать эту более раннюю модель, хотя она вроде как IBM изготовление пишущих машинок после появления персональных компьютеров.
В сочетании с угловым приспособлением Веритас довольно легко настроить. Четверть или пол оборота ручки сбоку ролика позволяет быстро добавить микрофаску любому инструменту.
Основная претензия у меня к Веритас является зажим.Инструментам (особенно узким стамескам) легко соскальзывать и поворачиваться под одноточечным зажимом. При цене 45 долларов за направляющую и угловое приспособление я бы сказал, что вам лучше потратить немного больше на насадку. Мк. II .
ПиннаклТо Пиннакл направляющая для хонингования получает награду Руба Голдберга за самую сложную конструкцию. В отличие от всех остальных направляющих, в этой не используются ролики. Вместо этого инструмент удерживается в салазках, которые перемещаются по паре рельсов.
Гладкие пластиковые износостойкие полоски позволяют салазкам скользить вперед и назад по точильному камню или металлической шлифовальной пластине, которую можно использовать с наждачной бумагой или абразивной шлифовальной пленкой.
Направляющая имеет ряд регулировок, позволяющих затачивать первичную фаску с шагом 5°, а затем позиционировать направляющую для вторичной (микро) фаски 2°.
Хотя Пиннакл дает хорошие результаты, время настройки и количество необходимых регулировок являются основными недостатками.Это, в сочетании со стоимостью около 100 долларов, затрудняет продажу.
Острый скейт 2То Острый скейт 2 уникален тем, что в отличие от всех других хонинговальных направляющих, он предназначен для заточки из стороны в сторону, а не из стороны в сторону. В нижней части направляющей есть ряд крошечных роликов, как у роликовых коньков.
Направляющая хорошо обработана и поставляется с приспособлением ( Угловой док ) для установки угла скоса.Один из пунктов продажи Острый скейт заключается в том, что он может обрабатывать японские стамески с коротким лезвием и косые стамески.
Изобретатель Острый скейт утверждает, что поперечную заточку легче освоить. Хотя поначалу это казалось немного неестественным, думаю, я смогу к этому привыкнуть. Но, к сожалению, с ценником в 170 долларов сомневаюсь, что у меня будет возможность узнать это в ближайшее время.
Стоит посмотреть: Руководство по заточке веслаВсе хонинговальные направляющие, показанные выше, предназначены для работы с инструментами с прямым лезвием, такими как стамески и рубанки.Но Весло направляющая для хонингования (показана справа) разработана специально для выемок. Изогнутая конструкция направляющей позволяет вам «раскачивать» инструмент вперед и назад по камню, следуя за изгибом изогнутой кромки (см. фотографии ниже).
То Весло направляющая полезна для установки начального угла скоса. Но на настройку уходит много времени. Поэтому я думаю, что вам лучше научиться делать любое последующее хонингование от руки.
Темы: Нет
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине.


