
.Самодельный станок трубогиб для профильной трубы: чертежи и размеры профилегиба для изготовления своими руками.
Понадобилось гнуть профильные трубы для навеса, задумал сделать самодельный трубогиб, благо чертежи есть.

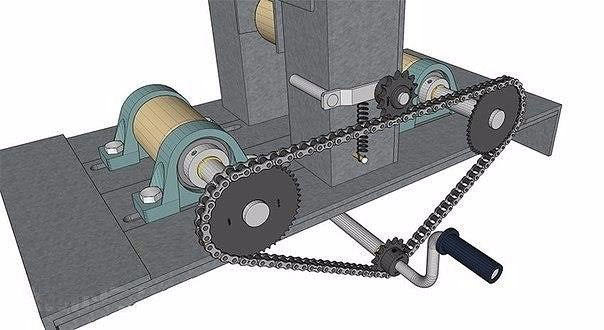
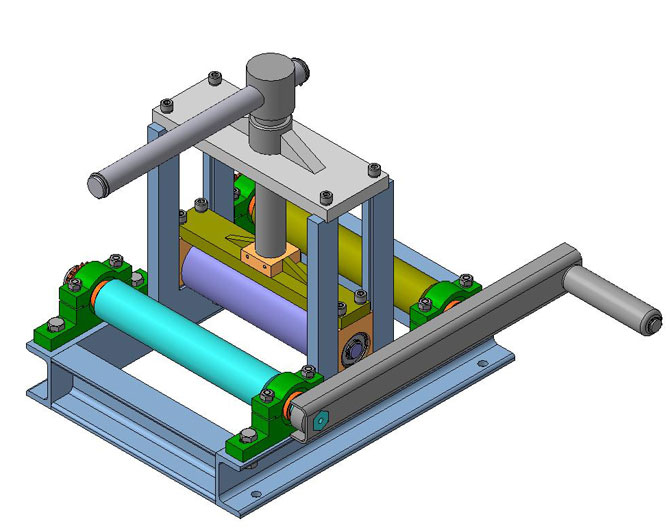
Основание станка сделано из швеллера, звёзды и цепь от газораспределительного механизма двигателя Жигулей. Валы выточил токарь (ниже чертежи прилагаются). Расстояние между валами взято под размеры цепи, чтобы цепь была в натяжку.

Подшипники взяты от ступицы ВАЗ.

Прижимной винт — от старых советских тисков.



Чтобы труба шла ровно без перекосов — на валах сделаны направляющие.

Далее показаны чертежи трубогиба для профильной трубы.







Этой самодельный профилегиб, без проблем гнёт профиль сечением 60 х 60 мм. Конструкция станка, хорошо себя зарекомендовала, профиль гнётся без перегибов и волн.

Изготовил самодельный станок: Яков Краснов.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Гибка полосы на ребро.
Гибка полосы на ребро. Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами.  Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру. Профилегиб.
Профилегиб. Виды резьбы.
Виды резьбы. Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы.Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
 Вал трубогиба сделанный из лома.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
 Ролик трубогиба.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
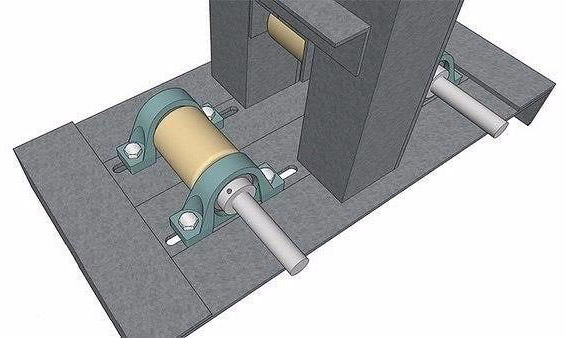
Ролик профилегиба из трубы, шайб и металлического круга.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
 Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Профилегиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы. 
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Каркас профилегиба.
Каркас профилегиба.  Профилегиб сделанный с подшипниками в корпусе.
Профилегиб сделанный с подшипниками в корпусе.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
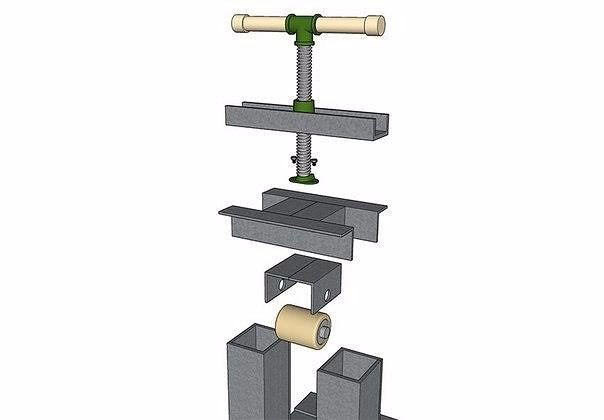
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
 Трубогиб со штурвалом.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
 Чертеж профилегиба.
Чертеж профилегиба.  Профилегиб с двумя приводными роликами.
Профилегиб с двумя приводными роликами.  Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.  Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Профилегиб с домкратом.
Профилегиб с домкратом.  Профилегиб с домкратом.
Профилегиб с домкратом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.  Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.  Схема гибки трубы.
Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
 Сверлим отверстие в заготовке.
Сверлим отверстие в заготовке.4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
 Болт вставленный в заготовку.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
 Обтачиваем заготовку.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.  Минимальный радиус гибки трубы.
Минимальный радиус гибки трубы.Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
Чертежи трубогиба для профтруб
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
Некоторые тонкости выполнения монтажных работ:
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
Чертеж еще одного варианта трубогиба
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
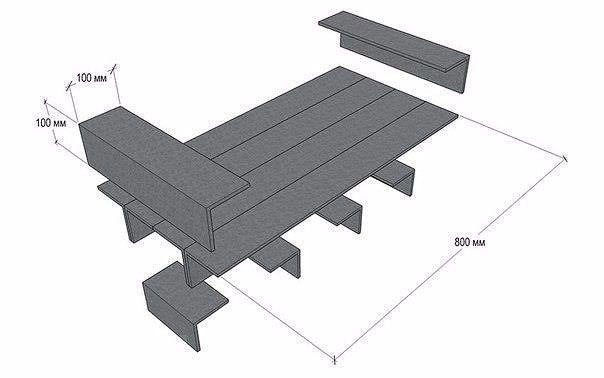
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:

Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
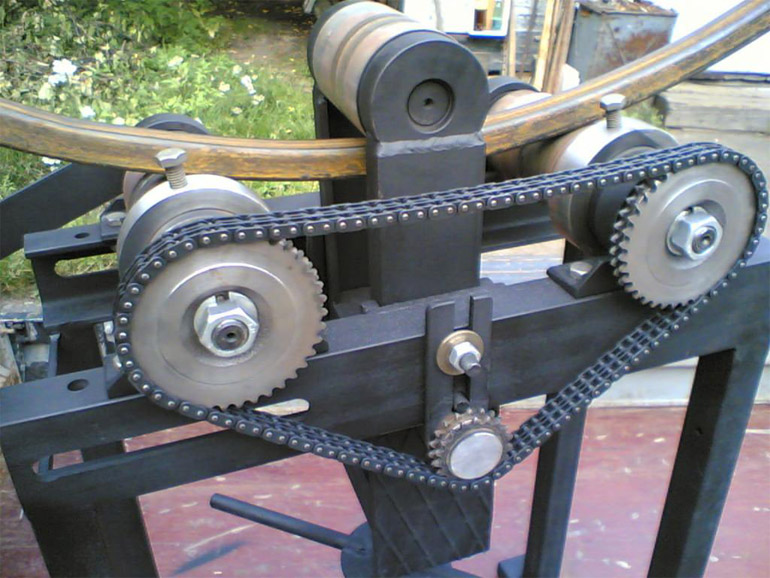
Схема изготовления:
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Конструкция улиточного трубогиба состоит из:
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Сделал самодельный трубогиб для профильной трубы, чертежи и размеры трубогиба прилагаются.
Пересмотрел много вариантов конструкции самодельного гибочного станка для профильных труб, выбрал самый простой и на мой взгляд самый оптимальный. Начертил чертежи трубогиба и приступил к работе.
Несколько фото процесса изготовления самодельного станка.
Ну и собственно чертежи трубогиба и размеры.
Вот уже готовая самоделка.
Прокатывает профиль «на ура» ! Своей работой доволен.
Автор самоделки: Алексей .г. Саратов.
Загрузка…Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
 Трубогиб
ТрубогибСложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
 Принцип работы роликового трубогиба
Принцип работы роликового трубогибаЧтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
 Таблица минимальных радиусов для гибки стального профиля
Таблица минимальных радиусов для гибки стального профиляЧтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
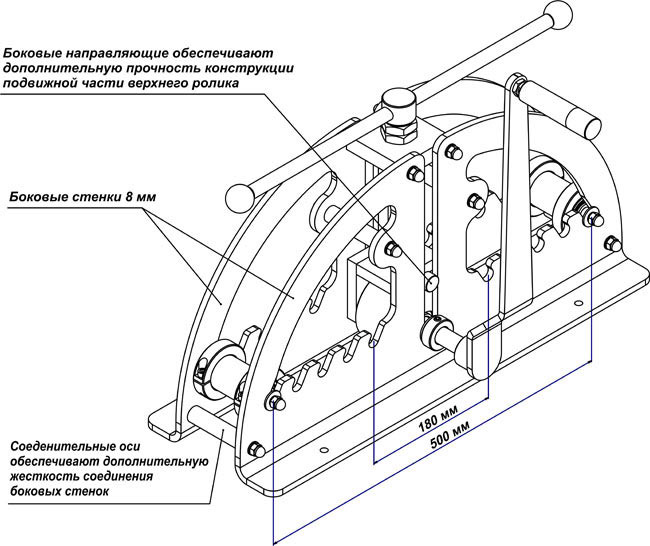
Разновидности ручных трубогибов:
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
 Роликовый трубогиб с прижимным винтом на центральном валу
Роликовый трубогиб с прижимным винтом на центральном валуТрубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
 Трубогиб с подвижной частью станины
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
 Поворотный трубогиб
Поворотный трубогибУстройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
 Ручной гидравлический инструмент
Ручной гидравлический инструмент Гидравлический трубогиб с электроприводом
Гидравлический трубогиб с электроприводомГидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
 Электромеханический станок с ЧПУ
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
 Шаблон из дерева
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Чтобы смастерить приспособление, понадобятся:
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
 Чертеж и общий вид ручного инструмента
Чертеж и общий вид ручного инструментаПоследовательность операций по изготовлению самодельного роликового трубогиба:
 Схема прижимного механизма
Схема прижимного механизма
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
 Готовый самодельный станок
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Для самостоятельного изготовления гидравлического трубогиба потребуются:
 Чертеж трубогиба с домкратом
Чертеж трубогиба с домкратомСхема для сборки простого гидравлического трубогиба:
 Траверса для регулировки радиуса изгиба трубы
Траверса для регулировки радиуса изгиба трубы
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
 Процесс гибки трубы
Процесс гибки трубыДля тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
 Станок для гибки профильной трубы
Станок для гибки профильной трубыОсновные виды трубогибов для профильного изделия:
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
Подвижной валик может находится в середине, или по бокам (справа или слева):
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
 Чертёж будущего трубогиба
Чертёж будущего трубогибаПосле этого, уже приступили к изготовлению самого трубогиба:
 Обрезаем швеллер по размеру
Обрезаем швеллер по размеру  Очищаем ржавчину
Очищаем ржавчину Счищаем резьбу со шпиля
Счищаем резьбу со шпиля Слегка изгибаем шайбу
Слегка изгибаем шайбу На шпильку одеваем гайку
На шпильку одеваем гайку  Одеваем шайбу и подшипники
Одеваем шайбу и подшипники Гайки подтягиваем ключом
Гайки подтягиваем ключом Привариваем края
Привариваем края  Готовый ролик
Готовый ролик Отмеряем размер направляющих
Отмеряем размер направляющих  Вырезаем заготовки
Вырезаем заготовки Свариваем уголки с швеллером
Свариваем уголки с швеллером  Привариваем снизу
Привариваем снизу Делаем ведущий ролик
Делаем ведущий ролик Обвариваем края
Обвариваем края Одеваем подшипники
Одеваем подшипники Подготавливаем детали каретки
Подготавливаем детали каретки Свариваем все элементы
Свариваем все элементы Проделываем отверстие снизу
Проделываем отверстие снизу Вставляем шпильку
Вставляем шпильку  Одеваем и привариваем гайки
Одеваем и привариваем гайки Отрезаем заготовку для упорного механизма
Отрезаем заготовку для упорного механизма Отмеряем середину для отверстия
Отмеряем середину для отверстия Устанавливаем каретку
Устанавливаем каретку  Размещаем пластину
Размещаем пластину Привариваем ролики
Привариваем ролики  Привариваете ручку
Привариваете ручку Приделываем ручной привод
Приделываем ручной приводТрубогиб для профильной трубы готов, можно переходить к испытанию.
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
 Чертёж гидравлического трубогиба
Чертёж гидравлического трубогиба Свариваем станину
Свариваем станину Проделываем отверстия
Проделываем отверстия Размещаем валики
Размещаем валики Устанавливаем домкрат
Устанавливаем домкрат Гидравлический трубогиб
Гидравлический трубогибДля облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленкой, площадью 130 кв. М, за очень небольшие деньги, полностью сделанная вручную. Дизайн вызвал интерес у многих. И большинство вопросов было о том, как я сделал арки.
Тот же вопрос был передо мной, когда я думал о строительстве теплицы. Как согнуть трубу профиля, чтобы дуги были одинакового радиуса?
Вариант с изгибом кувалдой сразу исчез.
Это можно сделать, но результатом будет тип «изогнутый изогнутый бит».
Заказ профиля сгиба в организациях, занимающихся аналогичными работами, также не вариант. А как поставить готовые дуги? В моем случае их радиус составляет 3 м, а длина готового сегмента — 6 м. Это требует специального транспорта, и это совсем не бюджетно.Поразмыслив, я пришел к выводу, что необходимо сделать изгибатель своими руками .
Поскольку я не планировал использовать его в профессиональном масштабе, это сделало его максимально упрощенным. Главное, чтобы была возможность контролировать радиус изгиба, а сам изгиб имел достаточную жесткость рамы, особенно в шарнирном сочленении.
Чтобы сделать каркас, он взял профильную трубу и кусочки уголка, которые он нашел в металлоломе, а также старый, но работающий гидравлический домкрат.Домкрат подойдет любой, вплоть до того, что есть в комплекте машины. Как оказалось, сила, необходимая для изгиба профильной трубы 25 × 50 мм, невелика.
Смотрите также: Теплица своими руками из профильной трубы — фото и рисунки
На рынке куплено 6 подшипников 180307. Самая дорогая часть это 3 вала. Их нужно было заказывать у токаря, он их вырезал и через пару дней доставил.
Конечно, хорошо, если вы делаете корпуса подшипников.Я просто приварил их к раме в процессе строительства. Подшипники старались готовить быстро, особенно не перегревая, и сразу же охлаждали, чтобы пластиковые заглушки, которые закрывали шарики, не плавились. Опция не очень хорошая, но если учесть, что трубогиб нужен на один-два дня, он пойдет.
Важно в процессе установки валов установить их в одной плоскости, чтобы во время изгиба арок не получалось такое же «криволинейное сверло», которое можно было получить с помощью простой кувалдой нареза.
На одном из валов я сварил ручку, прокрутив ее, выдвинул будущую арку. Также важно иметь какой-то индикатор изгиба. Наблюдая за его отклонением, вы можете контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы. На нем и отмечена стрелка-указатель из металлической полосы, приваренная к той части конструкции, которая поднимается домкратом.
Процесс сгибания трубы выглядел так. Я взял профильную трубу необходимой длины (в моем случае — 9 м) и уложил ее в трубогиб, нажав на нее домкратом.Вы должны увидеть, как труба начинает немного изгибаться. Сразу же поставьте отметку напротив стрелки на контрольной пластине, чтобы для следующей трубы использовать такую же метку.
Поворачивая ручку, растягивая трубу по всей длине, доходя до конца, все еще зажимала трубу, делала вторую отметку и вытягивала ту же трубу уже в противоположном направлении — и так три раза, пока моя 3-метровая арка не приобрела требуемый радиус.
При выполнении последнего прохода особенно важно следить за тем, чтобы стрелка, указывающая изгиб, всегда находилась в одном и том же положении.В этом случае все арки будут иметь одинаковое закругление. Который был необходим!
На изготовление одной арки у меня ушло минут 5-6. Работа выполнялась вместе, но удобнее, когда есть два помощника. Самая большая трудность состоит в том, чтобы удержать почти законченную арку на последних двух проходах, потому что она поднимается вверх до 6 метров.
Для этого мы использовали крышу здания: один человек стоял на ней и чинил трубу, а второй выполнял протяжку.Так что это не так сложно, как кажется.
В результате буквально за пару часов я создал набор из 12 идеально согнутых арок одинакового размера. Этого было достаточно для теплицы длиной 22 м. Ну, в качестве бонуса, я остался с рабочим трубогибом.
Смотрите также: Навес на ванну из сотового поликарбоната своими руками
© Автор: А.Горобей
98,00 долларов США — 528,00 долларов США / Set | 1 комплект (минимальный заказ)
Все 5 опций
0 штук выбрано, всего
Посмотреть детали
Индивидуальный логотип (Мин.Заказ: 20 комплектов)
Индивидуальная упаковка (Мин. Заказ: 50 комплектов)Подробнее
Настройка графики (Мин.Заказ: 20 комплектов) Меньше
Описание продукта
Электрический гидравлический трубогибочный станок
Является портативной установкой для трубопровода на строительстве гидравлического оборудования, с небольшим и легким весом. , легко перемещается, может распадаться и так далее. Наиболее подходит для холодной прокатки всех видов бесшовных стальных труб, машина в дополнение к функции колена, дезинтеграции также может быть использован в качестве цилиндра гидравлического домкрата, основной мощности для строительства, котлы, мосты, корабли, мебель, строительство железных дорог общего пользования, отделка Аспекты прокладки и строительства трубопроводов, с большим количеством функций, разумной структурой, простой эксплуатацией, простотой перемещения, быстрой установкой и так далее
Электрогидравлический трубогибочный станок
Новый тип колена с функцией колена. С разумной структурой, использованием безопасности, простотой в эксплуатации, разумной ценой, быстрой загрузкой и разгрузкой, многоцелевой машиной, легко повредить быстрее.
Спецификация
Модель | DWG-2A | DWG-3B | DWG-4D |
Макс.Рабочее давление (МПа) | 44 | 59 | 62 |
Ход (мм) | 250 | 320 | 420 | Рабочее давление угол изгиба | π / 2≤α <π | π / 2≤α <π | π / 2≤α <π |
радиус изгиба | 4D | 4D | 4D |
Наружный диаметр Толщина стенки (мм) | 21.3 × 2,75,26,7 × 2,75 33,5 × 3,25,42 × 3,25 48 × 3,5,60 × 3,5 | 21,3 × 2,75, 26,7 × 2,75 33,5 × 3,25,42 × 3,25 48 × 3,5 , 60 × 3,5 | 21,3 × 2,75,26,7 × 2,75 33,5 × 3,25,42 × 3,25 48 × 3,5,60 × 3,5 108 × 4,5 |
Вес (кг) | 82 | 150 | 207 |
Размер (см) | 76 × 38 × 58 | 96 × 45 × 54 | 122 × 44 × 45 |
Упаковка и отгрузка
Продукт будет упакован в прочную деревянную коробку.
Мы будем выбирать в соответствии с фактической ситуацией с транспортом, таким как корабль, самолет или грузовик.
Наши услуги
Послепродажное обслуживание
1. Гарантия на год.
2. Проблема качества, мы вышлем вам аксессуары.
3. Бесплатный ремонт в течение всего срока службы (без учета фрахта и аксессуаров).
FAQ
Вы производите?
Да.Мы являемся одним из ведущих производителей пневматических динамометрических ключей со многими новыми
новой производственной линии.
Есть ли у вас акции на продажу?
Да, конечно. Но мы также предлагаем обслуживание OEM. Пожалуйста, пришлите нам некоторый рисунок.
Ручной трубогибРучной трубогиб для гибки труб на складе для Африки
Модель | SWG / DWG-2A | SWG / DWG-3B | SWG / DWG-4D | ||||
Макс.Рабочее давление | 45 / 63МПа | 59/63 МПа | 63 МПа | ||||
Рабочий ход | 250мм | 320 мм | 9003 0 9003угол изгиба π / 2≤α <π π / 2≤α <π π / 2≤α <π | ||||
радиус изгиба | 3D -4D | 3D-4D | 3D-4D | ||||
Наружный диаметр | 21.3-60 мм | 21,3-88,5 мм | 21,3-108 мм | ||||
Толщина | 2,75-4,5 мм | 2,75-6,0 мм | 2,75,0 мм | ||||
Наружный диаметр X толщина | 21,3 × 2,75,26,7 × 2,75 33,5 × 3,25,42 × 3,25 48 × 3,5,60 × 3,5 мм | 21,3 × 2,75, 26,7 × 2,75 33.5 × 3,25,42 × 3,25 48 × 3,5,60 × 3,5 | 21,3 × 2,75,26,7 × 2,75 33,5 × 3,25,42 × 3,25 48 × 3,5 , 60 × 3,5 108 × 4,5 мм | ||||
Вес | 50/82 кг | 120/150 кг | 150/180 кг | ||||
Размер | 750x390x230 мм | 960 × 460 × 315 мм | 1210x500x315 мм |
Продажа Сервис
1. Прием оборудования вместе с вами.
2. Помогите вам сделать утверждение метода и детали процесса.
После службы
1. Гарантия на год.
2. Проблема качества, мы вышлем вам аксессуары.
3. Бесплатный ремонт в течение всего срока службы (без учета стоимости фрахта и аксессуаров).
Jining Qingke Machinery Co., ООО создано 29 июля 2015 года, уставный капитал 5 миллионов. Это наш новый филиал. Наша фабрика имеет 6-летнюю историю. У нас есть обрабатывающий центр с ЧПУ, токарный станок с ЧПУ, расточные и фрезерные станки.
Основные продукты: Ручной трубогиб, Станки для резки стального прутка, Станки для гибки, Станки для правки, Станки для гибки стальной дуги, Станки для полировки грунта, Машины Terrazzo, Солнечный водяной насос, Садовая техника (включая лопату для деревьев и газонокосилку), Строительная техника и аксессуары, Дорожная разметка и Горнодобывающее оборудование, Горный инструмент и так далее.Мы прошли сертификацию ISO9001: 2000.
Наша продукция экспортируется в Европу, Россию, Южную Америку, Африку и на Ближний Восток, более чем в 20 стран. Мы искренне надеемся на возможность сотрудничать с вами.
FAQ
Вы производите?
Да. Мы являемся одним из ведущих производителей.
Есть ли у вас акции на продажу?
Да, конечно. Но мы также предлагаем обслуживание OEM.Пожалуйста, пришлите нам некоторый рисунок.
Какую информацию вы хотите знать, если я хочу получить цитату?
а). Модель / размер вашей продукции.
б). Приложение для ваших продуктов.
в). Специальные методы упаковки, если необходимо.
г). Ингредиенты.
Проверяете ли вы готовую продукцию?
Да. На каждом этапе проверки продукции отделом контроля качества будет проводиться проверка до отгрузки.
Какие у вас есть преимущества?
(1) Пунктуальность: встречались ли ваши заказы с последней доставкой?
Мы являемся производителем с таким количеством современных и новых машин.
Это гарантирует, что у нас есть возможность выполнить производственный график для пунктуальной доставки.
(2) 20-летний опыт производства. У нас более 20 лет опыта в этой отрасли.
Это означает, что мы можем просмотреть проблемы для заказов и производства.
Следовательно, он обязательно определит риск возникновения плохой ситуации.
(3) Двухточечное обслуживание.
Есть два отдела продаж, которые будут обслуживать вас от запроса до отгруженной продукции.Во время процесса вам просто нужно много раз обсудить с ним все проблемы и способы их решения.
Контакт
Jining Qingke Machinery Co., Ltd
Тел / whatsApp / Wechat: +8615650379513
Электронная почта: domachine (at) 163.com
Skype: qkmachinery
QQ: 2033085688