
Оглавление публикации:
Холодная ковка: что это такое
Что можно изготовить, используя технологию холодной ковки
Оборудование для холодной ковки: основные приспособления
Какие приспособления можно сделать своими руками
Что еще не окажется лишним в мастерской
Сделать кованый забор или решетку на окна для мастеровитого человека не так уж и сложно, и обзаводиться собственной кузней для этого не обязательно. Не придется даже приобретать всевозможные кованые элементы, хотя, по сути, они тоже не окажутся лишними. Речь идет о так называемой холодной ковке, декоративной гибке стального прутка, с которой мы и познакомимся в данной статье. Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно.
Возможности холодной ковки фото
На самом деле процесс изготовления ажурных завитков на холодную называется ковкой весьма условно, так как никакие кузнечные приспособления в их классическом варианте не применяются. Это процесс гибки и кручения металлического прутка с помощью различных приспособлений. По своему внешнему виду такие завитки мало чем отличаются от кованых, а сам процесс имеет несколько существенных преимуществ.
Это процесс гибки и кручения металлического прутка с помощью различных приспособлений. По своему внешнему виду такие завитки мало чем отличаются от кованых, а сам процесс имеет несколько существенных преимуществ.
В отличие от классического кузнечного дела, ковка на холодную:
Холодная ковка своими руками фото
Что касается недостатков, то самый главный из них заключается в том, что на холодную можно изготовить далеко не каждый декоративный элемент – для осуществления сложных проектов некоторые кованые элементы придется покупать в специализированном магазине или заказывать в кузнечной мастерской.
Практически все самое основное:
Все остальное по мере необходимости придется приобретать. В принципе, возможностей холодной ковки вполне достаточно, чтобы собрать красивую решетку на окна или забор.
Приспособления для холодной ковки своими руками фото
На сегодняшний день в магазине можно приобрести несколько типов станков для ковки металла по холодной технологии:
Далеко не каждый указанный выше станок легко можно изготовить своими руками. В принципе, все они и не нужны – для частного производства или для домашней мастерской понадобится парочка основных приспособлений, изготовление которых является несложным делом.
Опять-таки, речь идет о самых основных станках, без которых процесс изготовления кованых на холодную изделий практически невозможен.
Наличие этих двух станков уже позволяет говорить о производстве любых кованых изделий – скамейки, решетки, ограждения, стулья, столы, сделанные своими руками, становятся реальными.
Существует достаточно много изделий со специфическими деталями, изготовить которые с помощью двух указанных выше станков не получится. К примеру, простая дуга в нескольких экземплярах не может быть сделана ни на улитке, ни на торсионном станке. Поэтому чем больше различных приспособлений, тем шире возможности.
Несложным в изготовлении является станок для кручения корзинок, который, по сути, является некоторой модернизацией торсионного приспособления, предназначенного для скрутки прутка в спираль. Изменения в этом случае касаются исключительно зажимов. В принципе, торсион и без того должен иметь универсальный крепежный арсенал, позволяющий работать с прутками различного сечения – немного подогнать его под корзинки будет несложно.
В заключение темы, холодная ковка своими руками, остается добавить только одно – со временем арсенал различных приспособлений придется расширять. Как и говорилось выше, каждое изделие может потребовать уникального оборудования, поэтому конструкцию некоторых из них придется продумывать самостоятельно.
Автор статьи Александр Куликов
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
С применением метода холодной ковки производятся:
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Содержание
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
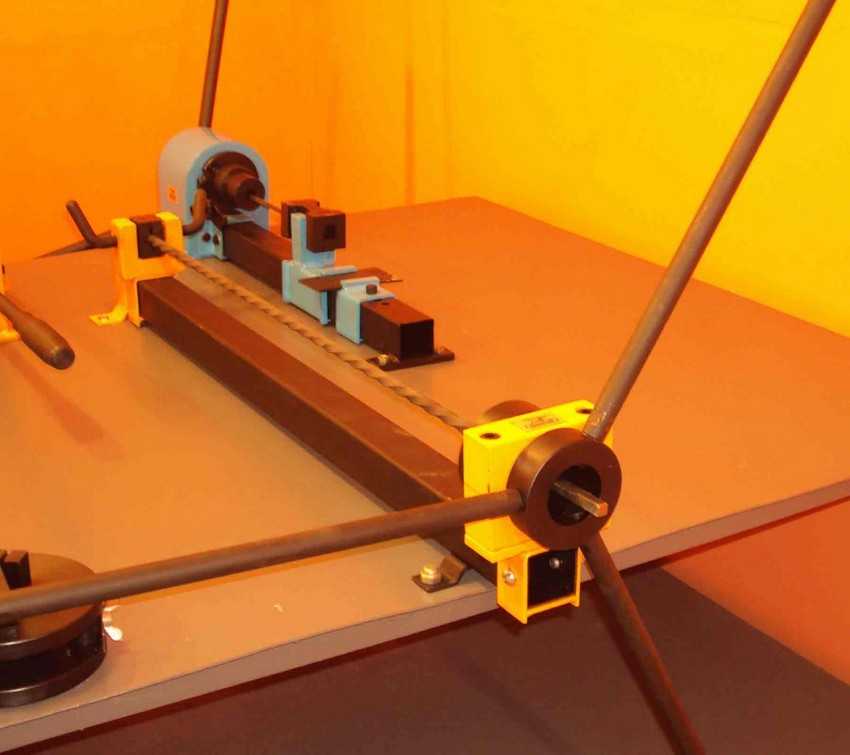
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм. , которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
, которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Элементы произведённые методом холодной ковки, соединяются двумя способами:
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
 Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Фото Unsplash/raulbarrios
Кузнецы часто имели особый статус среди традиционных людей; когда твой плуг согнулся или твоя коса сломалась, он спас твою семью. Они, должно быть, казались алхимиками, превращающими голые камни в сверкающие украшения или свирепое оружие; здесь, в Ирландии, даже их дома выглядели по-другому, с причудливой дверью в форме замочной скважины, которая говорила о ремесле жителя так же ясно, как любой столб парикмахера или вывеска мясника.
Попробуй на короткое время кузнечное дело и ты сам их уважаешь. Такие металлы, как медь или олово, можно придать холодной форме, но железу требуется более тысячи градусов тепла, чтобы стать ковким; для таких температур вам нужен древесный уголь, горн и постоянный поток воздуха, а также умение понимать, что вы делаете.
Я не претендую на такое мастерство, но под руководством двух отличных наставников я смог взять ржавый кусок выброшенного оборудования и, много раз нагревая и растирая его в течение двух дней, расплющить и придать ему форму. полезный мачете. Курс был одним из многих, предлагаемых ирландской организацией CELT, и проводился в Центре Слив-Аути в графстве Голуэй.
Мы начали с создания кузницы – в данном случае из глины, песка и конского навоза, смешанных и приданной формы в виде замка из песка. Мы вырезали и скрепляли пластиковые пакеты и деревянные доски, чтобы сделать меха, и использовали трубы, чтобы соединить их с глиняной конструкцией, и вскоре у нас было что-то примитивное, но пригодное для использования. Позже мы использовали металлические, чтобы сэкономить время, но очень приятно знать, что можно сделать работающую кузницу практически из ничего.
Позже мы использовали металлические, чтобы сэкономить время, но очень приятно знать, что можно сделать работающую кузницу практически из ничего.
Двое моих однокурсников топят кузницу; мехи — трубы и мешки для корма для скота, сама кузница лепится из глины, песка и конского навоза.
Мы быстро поняли, что для ковки металла нужно много времени стоять над огнем, удерживая металл — очевидно, щипцами — в нужном месте, чтобы получить нужное количество тепла, и извлекать его в нужный момент. Слишком много тепла — и он искрится и распадается, слишком мало — и никакие удары молотком не смогут его сдвинуть с места. Кузнецы в кино похожи на бодибилдеров, разбивающих раскаленный добела металл кувалдами; реальность включает в себя гораздо более безумные и часто деликатные постукивания, поскольку у кузнеца есть всего несколько секунд, чтобы внести правильные изменения, прежде чем он снова остынет.
В моем случае я забил из старой части машины прямой стержень, расплющил его в форме ножа в течение следующих двух дней, а затем обрезал и отполировал все остальное. Я вырезал рукоять из ветки орешника, нагрел «конец рукоятки» металла, пока он не раскалился до желтого цвета, и прижег горячий металл к рукоятке с порывом пара и несколькими вспышками пламени из дерева. Результат выглядит немного грубо, как оружие, которое может использовать орк в «Хоббите», но оказалось, что это вполне пригодный инструмент.
Я вырезал рукоять из ветки орешника, нагрел «конец рукоятки» металла, пока он не раскалился до желтого цвета, и прижег горячий металл к рукоятке с порывом пара и несколькими вспышками пламени из дерева. Результат выглядит немного грубо, как оружие, которое может использовать орк в «Хоббите», но оказалось, что это вполне пригодный инструмент.
Кузнечное дело — одна из десятков профессий, которые были широко распространены во всех традиционных культурах, когда в большинстве деревень были семьи ремесленников — бондарей, мастеров, кожевников и соломщиков — которые теперь сохранились только как фамилии. Дети обучались с раннего возраста, обучались навыкам в течение нескольких лет и могли войти в рабочий мир в качестве мастеров в возрасте, когда подростки сегодня проводят свои лучшие годы скучно и саморазрушительно.
Мир ремесленников создает экономику, чуждую современным жителям Запада; вместо дешевых вещей, предназначенных для быстрого выбрасывания, нужно было делать товары долговечными, чинить, переделывать, перековывать или перешивать снова и снова, без гор мусора. В такой экономике полностью отсутствовали анонимные транзакции, от которых, как мы думаем, мы зависим; писатели столетие или два назад описывали узнавание определенных бочек, гвоздей или седел так же, как мы узнавали бы чей-то почерк, и репутация мастера зависела от качества их работы.
В такой экономике полностью отсутствовали анонимные транзакции, от которых, как мы думаем, мы зависим; писатели столетие или два назад описывали узнавание определенных бочек, гвоздей или седел так же, как мы узнавали бы чей-то почерк, и репутация мастера зависела от качества их работы.
Конечно, сейчас мало кто сможет зарабатывать на жизнь кузнечным делом, но это умение нам следует сохранить; пластик можно перерабатывать лишь несколько раз, а железо можно перерабатывать бесконечно. Когда мир уже не сможет массово производить новые материалы прежними темпами, когда не будет нового пластика и меньше лесов, у нас будут миллиарды тонн свалочного мусора. В таких фильмах, как « ВАЛЛ-И », утверждается, что Землю покрывает мусор, но в реальной жизни большая часть этого мусора не только годна для повторного использования, но и ценна, а сегодняшние свалки завтра могут стать шахтами.
Нож, который я сделал, с книгой для масштабирования.
Для получения дополнительной информации о программе CELT Weekend in the Hills: Если вы находитесь в графстве Голуэй, обязательно загляните в Slieve Authy Center возле Loughrea.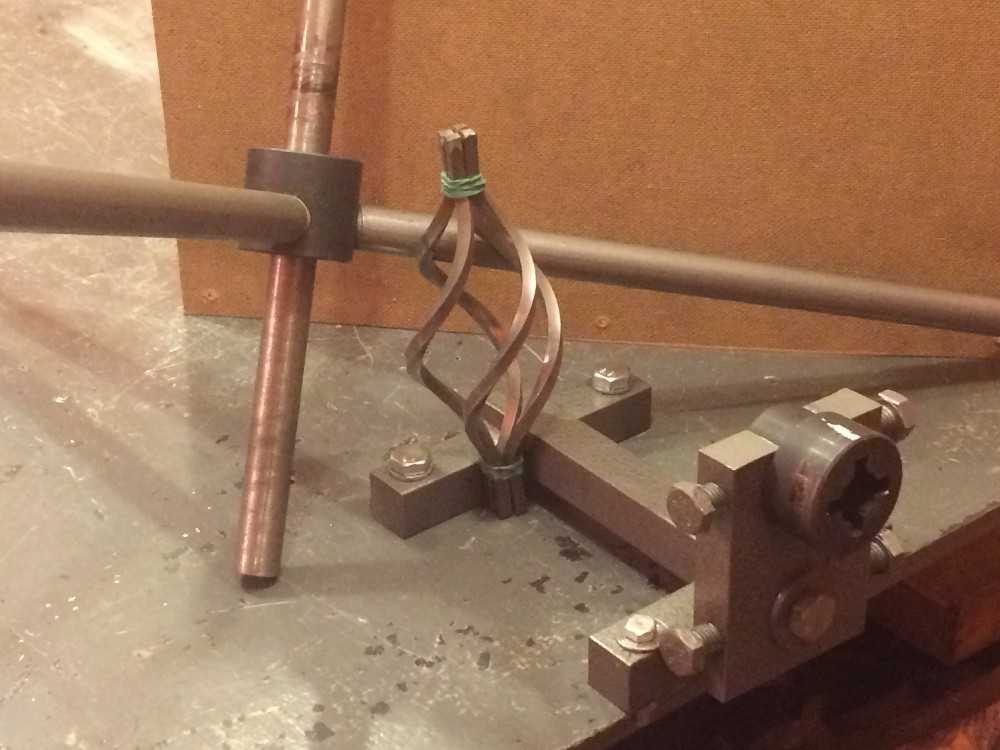
Брайан Каллер — обозреватель газеты и поселенец из графства Килдэр, Ирландия. Он занимается садоводством, держит пчел, берет интервью у пожилых соседей о традиционном образе жизни, изучает старинные ремесла и пишет об этом. Его работа появилась в The American Conservative 9.0003 , Front Porch Republic , First Things , Resilience.org , GRIT и был показан в программе BBC QI . Найдите записи Брайана по адресу Old School School и видео по Old School School на YouTube . Прочитайте все его сообщения НОВОСТЕЙ МАТЬ-ЗЕМЛИ здесь.
Все блогеры сообщества MOTHER EARTH NEWS согласились следовать нашим рекомендациям по ведению блога и несут ответственность за точность своих сообщений. Чтобы узнать больше об авторе этого поста, нажмите на ссылку автора в верхней части страницы.
Ганоксин может получать вознаграждение за рекомендации клиентов от компаний, перечисленных на этой странице.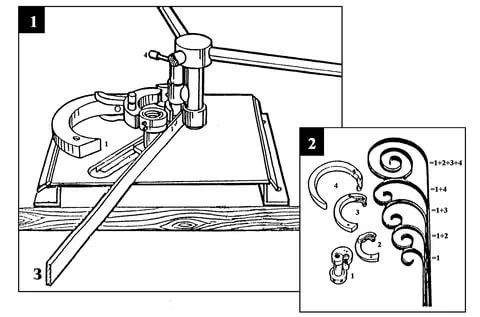
Мы предполагаем, что вы используете буровую штангу квадратного сечения с закалкой в воде W1 и инструментальную сталь W1. Многие поставщики будут продавать инструментальную сталь W1. Ее часто называют буровой штангой (в Англии «серебряная сталь»). Он должен быть квадратным, чтобы при изготовлении инструментов было меньше работы, но круглый буровой стержень можно напилить или выковать до квадрата. Вы не должны использовать ключевой запас, который некоторые поставщики оборудования попытаются продать вам: он не может быть закален, как описано ниже.
 д.), оставив его в покое до остывания. Сверло W1 уже мертво мягкое и не нуждается в отжиге.
д.), оставив его в покое до остывания. Сверло W1 уже мертво мягкое и не нуждается в отжиге.
 При ступенчатой прокатке стали не забудьте проверить ее, ударив по ней грубым молотком, прежде чем начать. Если он хлюпает, то вы можете положить его в мельницу. Если ничего не происходит, не используйте его в мельнице, так как это может привести к его повреждению.
При ступенчатой прокатке стали не забудьте проверить ее, ударив по ней грубым молотком, прежде чем начать. Если он хлюпает, то вы можете положить его в мельницу. Если ничего не происходит, не используйте его в мельнице, так как это может привести к его повреждению. Это грибы, почти как клепки. Увеличивая угол ударов до такой степени, что они наносятся почти снизу, можно загнуть сталь так, чтобы она не была острой на ощупь и приобрела приятную округлую поверхность.
Это грибы, почти как клепки. Увеличивая угол ударов до такой степени, что они наносятся почти снизу, можно загнуть сталь так, чтобы она не была острой на ощупь и приобрела приятную округлую поверхность.
 Поместите ладонь и наждак на поверхность инструмента и потрите взад и вперед по двум основным осям, пока не исчезнет худшее, затем слегка поверните руку, время от времени меняя угол, под которым вы проводите трение. Это постоянно меняет наждак в любой точке инструмента, случайным образом распределяя давление и качество истирания, обеспечивая равномерное натирание инструмента. Это лучше всего работает для закругленного инструмента, такого как строгальный станок или уплощенный инструмент для нарезания резьбы, но в сочетании со случайным линейным движением вдоль двух основных осей он работает очень хорошо.
Поместите ладонь и наждак на поверхность инструмента и потрите взад и вперед по двум основным осям, пока не исчезнет худшее, затем слегка поверните руку, время от времени меняя угол, под которым вы проводите трение. Это постоянно меняет наждак в любой точке инструмента, случайным образом распределяя давление и качество истирания, обеспечивая равномерное натирание инструмента. Это лучше всего работает для закругленного инструмента, такого как строгальный станок или уплощенный инструмент для нарезания резьбы, но в сочетании со случайным линейным движением вдоль двух основных осей он работает очень хорошо.
 Если это не так, то хотя бы длину одной стороны следует оголить напильником. Это сделано для того, чтобы в дальнейшем можно было наблюдать за темперированными цветами.
Если это не так, то хотя бы длину одной стороны следует оголить напильником. Это сделано для того, чтобы в дальнейшем можно было наблюдать за темперированными цветами. Высушите легким пламенем и повторите погружение хотя бы один раз. Я обнаружил, что фарфор работает лучше. Чем тоньше помол, тем лучше.
Высушите легким пламенем и повторите погружение хотя бы один раз. Я обнаружил, что фарфор работает лучше. Чем тоньше помол, тем лучше.
 В стали это означает, что инструмент с разной твердостью (мягкий внутри, твердый снаружи) прочнее, чем инструмент с меньшими вариациями. Скорость охлаждения также зависит от размера стальной заготовки, так что для средней относительно тонкой чеканки масло лучше всего подходит для закалки. Если закалить слишком быстро, сталь растрескается, что иногда является хорошим тестом на правильную закалку. Для более толстых инструментов, внутренняя часть которых может стать слишком мягкой, рекомендуется использовать более быструю закалку. Старое моторное масло хорошее и легкодоступное оптом.
В стали это означает, что инструмент с разной твердостью (мягкий внутри, твердый снаружи) прочнее, чем инструмент с меньшими вариациями. Скорость охлаждения также зависит от размера стальной заготовки, так что для средней относительно тонкой чеканки масло лучше всего подходит для закалки. Если закалить слишком быстро, сталь растрескается, что иногда является хорошим тестом на правильную закалку. Для более толстых инструментов, внутренняя часть которых может стать слишком мягкой, рекомендуется использовать более быструю закалку. Старое моторное масло хорошее и легкодоступное оптом. Если магнит не прилипает, то это правильная температура для закалки для максимального затвердевания. Затем его берут щипцами и погружают в закалку. Если возможно, его следует закалить восходящим теплом, пока инструмент еще собирает тепло. Его следует погрузить как можно вертикальнее, чтобы избежать деформации, и, возможно, перемещать из стороны в сторону (если вы можете сделать это и при этом оставаться в вертикальном положении, у меня возникают проблемы, и я обычно об этом забываю). Это предотвращает неравномерное распределение охлаждения. Воду также можно предварительно энергично взболтать, чтобы на стали не образовывались пузырьки воздуха, изолирующие ее при закалке. После того, как «вибрация» прекратится, его можно снять. Хотя, нагревая его, мы жертвуем некоторой твердостью, но приобретаем прочность. (Больше хлеста, больше упругости, пружинистости).
Если магнит не прилипает, то это правильная температура для закалки для максимального затвердевания. Затем его берут щипцами и погружают в закалку. Если возможно, его следует закалить восходящим теплом, пока инструмент еще собирает тепло. Его следует погрузить как можно вертикальнее, чтобы избежать деформации, и, возможно, перемещать из стороны в сторону (если вы можете сделать это и при этом оставаться в вертикальном положении, у меня возникают проблемы, и я обычно об этом забываю). Это предотвращает неравномерное распределение охлаждения. Воду также можно предварительно энергично взболтать, чтобы на стали не образовывались пузырьки воздуха, изолирующие ее при закалке. После того, как «вибрация» прекратится, его можно снять. Хотя, нагревая его, мы жертвуем некоторой твердостью, но приобретаем прочность. (Больше хлеста, больше упругости, пружинистости).| Color | Degrees Fahrenheit |
| Beginning of color | 350 |
| Pale yellow | 430 |
| Света соломы | 450 |
| Темная солома | 470 |
| Браун | 490 |
| с Pursple Spots | 42444244244444444424244442424442424442424424244424244424442444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444442н.|
| Purple | 530 |
| Bright blue | 560 |
| Dark blue | 600 |
| Цвет | Инструменты |
| Бледно-желтый | Режущие инструменты для токарных станков, рубанков, строгальных станков. |
| Солома светлая | Фрезы, сверла, развертки. |
| Темно-соломенный | Метчики и плашки. |
| Фиолетовый | Пробойники, холодные долота. |
| Фиолетовый, переходящий в синий | Отвертки |
Цвета будут отображаться в порядке соответствующих им температур. Когда цвета находятся в нужной или почти правильной точке, инструмент необходимо немедленно охладить в воде. Требуется небольшая практика, чтобы понять, когда начинать двигать рукой для утоления жажды, но это несложно. Можно замедлить температуру в одной части, погрузив ее в воду, пока нагревается другая часть инструмента. Он должен слегка сплющиваться при ударе. Если это слишком трудно, напильник соскальзывает или молоток помят. Темперируйте дальше, если это необходимо. Причиной повышенного контроля является то, что средний палец действует как шаровой шарнир, легко поворачиваясь в требуемое положение. Орудие чеканки всегда водят на себя, причем несколько проходов по одному и тому же месту предпочтительнее одного-двух сильно забитых. Легкие постукивания являются лучшими. Это помогает не сжимать молоток, а позволить ему шлепнуться в руке, так что вес падающей головки молотка на самом деле ударяет по инструменту, а не удар руки или запястья.Чарльз Льютон-Брейн – © Brain Press Publications – 2002
Все права защищены на международном уровне. Авторское право © Чарльз Льютон-Брейн. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги. Коммерческое использование этой информации запрещено без письменного разрешения Charles Lewton-Brain.