
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Содержание
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине.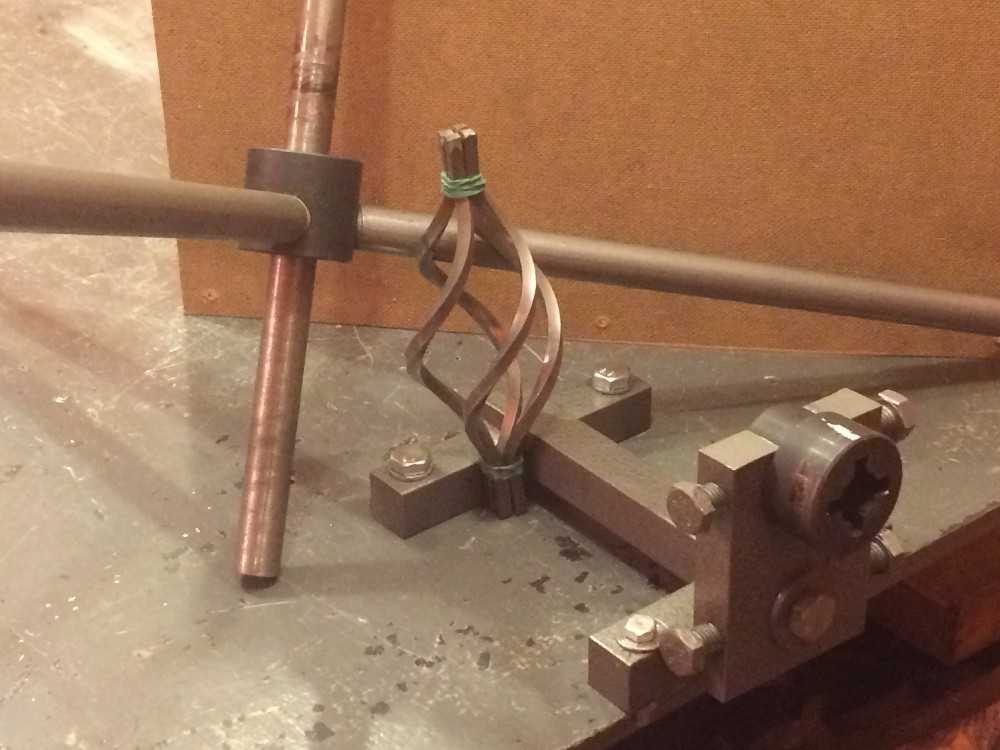 Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Элементы произведённые методом холодной ковки, соединяются двумя способами:
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
 для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
 Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
05Дек
Содержание статьи
Различная садовая меблировка, витиеватые ограждения и заборы, калитки, ворота, декоративные экстерьерные украшения – все это человек может сделать сам, имея даже небольшой багаж навыков. Подразумевается производство как для себя, так и с целью будущей коммерческой реализации, бизнеса. В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный электрический станок для изготовления холодной ковки металла своими руками, а также объясним основные аспекты создания изделий и покажем видео.
В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный электрический станок для изготовления холодной ковки металла своими руками, а также объясним основные аспекты создания изделий и покажем видео.
Параметры, вариации настройки и производственные особенности конструкций сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского изготовления, остальные функционируют только в заводских условиях.
Это спиралевидный станок, который предназначен для скручивания материала и последующего преобразования подобным путем. Центральной частью является стальной жгут, который градируется на несколько сегментов. Их количество может быть различным. По сути, чем больше внутренних секций подразумевается, тем сильнее получается изгиб при минимальных силовых затратах – удобен и тот момент, что в составных «Улитках» они могут заменяться, таким образом, увеличивается или уменьшается угол. Составляющие:
Составляющие:
Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом. Например, полые и круглые устройства не выдержат давления и будут некорректным образом деформированы.
Например, полые и круглые устройства не выдержат давления и будут некорректным образом деформированы.
Это самодельный и простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача — сделать углубление, когда начинается движение.
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.
Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений. При этом изделие все равно можно сделать неоднородно плоским, если сами стержни обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Подобный процесс отличается от стандартных кузнечных технологий тем, во время работы материал не подогревается для достижения лучшей пластичности и податливости.
Другие отличительные черты:
 То есть, работа, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
То есть, работа, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.Видовое разнообразие накладывает свой отпечаток. У каждого типа есть отличительные моменты, но существуют и общие для всех.
Это:
Разумеется, подключение привода привнесет массу положительных аспектов. Работы ускорится в несколько раз. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий.
Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий.
Для конструирования описанной выше «улитки» или типовых устройств, для начала понадобится создать шаблон. Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс. Помните, что важно точно вычислить радиус. А он, в свою очередь, возрастает по экспоненте в зависимости от количества витков.
Первой задачей еще на стадии расчетов будет выявление максимально возможно количества точек крепежей. Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.Также важно рассчитывать на возможность съема и замены составных частей. Причем предпочтительнее оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.Также важно рассчитывать на возможность съема и замены составных частей. Причем предпочтительнее оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Про этот тип лучше не говорить, а смотреть. Для наглядности мы подобрали отличные сопровождающее видео.
Принцип для базовой «улитки» прост, каждый последующий виток должен быть по размеру и радиусу крупнее своего предыдущего собрата. Но логичнее будет заблаговременно произвести несколько типоразмерных элементов, каждый из которых будет использоваться по ситуации.
В принципе, скручивать деталь винтовым типом каждый сможет даже без специальных станочных приспособлений. Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Но выполнять такую процедуру «на коленке» не слишком-то комфортно. Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг на удобную кнопку или иной способ силоприложения.
Мы уже указали, в каких моментах он будет необходим. А вот как это все выглядит на практике, смотрите на представленном видео.
Помните про гнутик? Такой прибор позволяет без проблем создавать изгибы практически с любым поворотом. Но они всегда плавные. А порой нам в обиходе нужна деталь с резким изломом под острым углом. Или так задумано декоратором. В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать конструкцию и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Красить получившиеся устройство не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые в процессе напрямую не будут соприкасаться с заготовкой. Легко понять, что краска не только сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Поэтому красьте на свой вкус, но только внешние части.
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечного результата не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
То есть, куда мы можем направить результат наших трудов. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
 Разные мангалы, стулья и иное.
Разные мангалы, стулья и иное.Как видите, если есть чертеж и инструменты, чтобы сделать универсальный кузнечный станок для холодной ковки своими руками – то возможно впоследствии обзавестись множеством крайне полезных для сада и дома вещей. Если требуется дополнительная консультация от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контакному телефону.
Кузнечное делоМеталл
Кристин Арцт
Кузнечная кузница 101: как сделать кузницу в домашних условиях
Кузнечные горны использовались мастерами по металлу на протяжении тысячелетий. Кузнецы используют горн для нагрева и придания формы металлу. Кузница оставалась одинаковой по конструкции и назначению на протяжении тысячелетий, и современная кузница, какой мы ее знаем, работает по существу так же, как и ее предшественники. Здесь мы объясним, как работает каждый тип кузницы, как построить свою кузнечную кузницу и что именно вам нужно, чтобы начать кузнечное дело дома.
Кузнецы используют горн для нагрева и придания формы металлу. Кузница оставалась одинаковой по конструкции и назначению на протяжении тысячелетий, и современная кузница, какой мы ее знаем, работает по существу так же, как и ее предшественники. Здесь мы объясним, как работает каждый тип кузницы, как построить свою кузнечную кузницу и что именно вам нужно, чтобы начать кузнечное дело дома.
Кузнечная кузница — это тип очага, который кузнец использует для нагревания металлов и превращения их в предметы, инструменты и многое другое. Обычно это бассейн, состоящий из источника тепла и подачи кислорода, чтобы довести металлы до температуры, при которой их можно легко обрабатывать и формировать.
Традиционная кузница использует комбинацию огня, топлива и движущегося воздуха. Пока горн работает, кузнец поджигает твердое топливо внутри очага. Источник движущегося воздуха вводит в огонь дополнительный кислород. Традиционно это делалось с помощью больших мехов. Современные кузницы используют вентиляторы. Кислород поступает в горн через фурму, которая представляет собой трубу на горне. Кислород повышает температуру огня и позволяет горну гореть горячее. Он должен достичь температуры, при которой металлу становится легче придавать форму, или температуры, при которой затвердевание больше не происходит. В современных крытых кузницах обычно используется дымоход и вентиляционное отверстие для фильтрации дыма из кузницы. Кузнец должен постоянно балансировать топливо и воздух в традиционной кузне во время работы.
Современные кузницы используют вентиляторы. Кислород поступает в горн через фурму, которая представляет собой трубу на горне. Кислород повышает температуру огня и позволяет горну гореть горячее. Он должен достичь температуры, при которой металлу становится легче придавать форму, или температуры, при которой затвердевание больше не происходит. В современных крытых кузницах обычно используется дымоход и вентиляционное отверстие для фильтрации дыма из кузницы. Кузнец должен постоянно балансировать топливо и воздух в традиционной кузне во время работы.
Хотя иногда эти термины используются взаимозаменяемо, каждый из них выполняет совершенно разные функции при нагревании металлов. Литейный завод плавит металлы в специальных печах для отливки в формы. Кузница — это печь или очаг, в котором металлы нагреваются перед тем, как придать им форму. Процесс ковки заключается в нагреве металла и придании ему формы.
Многие кузнецы и любители строят свои собственные кузницы дома. В следующем пошаговом руководстве показано, как сделать кузницу на твердом топливе, которая работает на горячем угле и идеально подходит для ковки небольших предметов. Эта кузница может достигать температур, достаточных для кузнечной сварки, недорога в строительстве и является отличной начальной кузницей для использования.
В следующем пошаговом руководстве показано, как сделать кузницу на твердом топливе, которая работает на горячем угле и идеально подходит для ковки небольших предметов. Эта кузница может достигать температур, достаточных для кузнечной сварки, недорога в строительстве и является отличной начальной кузницей для использования.
Контейнер из нержавеющей стали – от тормозного барабана до угольного гриля для барбекю
(4) болта M6 40 мм и (4) шайбы и болта
Стальная труба для подачи воздуха
Гипс
Песок – чистый пляжный песок, игровой песок или песок для обжига
Электробур и 9 мм сверло 6 мм0007
Древесный уголь
Источник воздуха – ручной вентилятор, сильфон или воздушный компрессор Как минимум, вы должны носить защитные очки и одежду из натуральных волокон, например, рабочую рубашку из хлопчатобумажной ткани с длинными рукавами и брюки, чтобы защитить кожу. Установите свою кузницу на открытом пространстве. Крайне важно работать в хорошо проветриваемом помещении на открытом воздухе, когда вы строите кузницу дома. Хорошо проветриваемое рабочее место предотвращает накопление угарного газа. Если вы работаете в гараже, откройте дверь гаража и установите датчик угарного газа. Если вы строите профессиональную кузницу в помещении, изучите возможность установки вытяжного шкафа.
Установите свою кузницу на открытом пространстве. Крайне важно работать в хорошо проветриваемом помещении на открытом воздухе, когда вы строите кузницу дома. Хорошо проветриваемое рабочее место предотвращает накопление угарного газа. Если вы работаете в гараже, откройте дверь гаража и установите датчик угарного газа. Если вы строите профессиональную кузницу в помещении, изучите возможность установки вытяжного шкафа.
С помощью долота или пробойника сделайте центрирующие отверстия в каждом углу стального лотка. Затем с помощью электродрели и 6-миллиметрового сверла просверлите каждое отмеченное отверстие.
В каждое отверстие вставьте болт M6 и прикрепите шайбу и гайку. Это поднимает вашу кузницу над землей и помогает с изоляцией.
Просверлите отверстие в одной стороне металлического бассейна, чтобы соединить подачу воздуха со стальной трубой. Вставьте трубу так, чтобы длина около 6 дюймов выступала из отверстия. Это ваша фурма, где источник воздуха будет добавлять кислород в вашу кузницу. Размещение источника воздуха сбоку от кузницы делает вашу кузницу простой и практичной в использовании. Если бы фурма находилась внизу, она заполнялась бы золой. Также в ваших интересах иметь локальный нагрев с одной стороны кузницы и охлаждающий уголь с другой. Когда вы работаете в горне, вы можете подталкивать уголь к более прохладной стороне, когда он остывает, и иметь запас тепла на стороне вашей фурмы.
Вставьте трубу так, чтобы длина около 6 дюймов выступала из отверстия. Это ваша фурма, где источник воздуха будет добавлять кислород в вашу кузницу. Размещение источника воздуха сбоку от кузницы делает вашу кузницу простой и практичной в использовании. Если бы фурма находилась внизу, она заполнялась бы золой. Также в ваших интересах иметь локальный нагрев с одной стороны кузницы и охлаждающий уголь с другой. Когда вы работаете в горне, вы можете подталкивать уголь к более прохладной стороне, когда он остывает, и иметь запас тепла на стороне вашей фурмы.
Присоедините источник воздуха к трубе, чтобы поддерживать подачу кислорода. Воздушные компрессоры, ручные воздуходувки или сильфоны работают хорошо. Некоторые домашние кузнецы даже используют фены, но ограниченные настройки могут затруднить контроль количества кислорода, подаваемого в кузницу. Если ширина выбранной вами подачи воздуха отличается от ширины фурмы, вам, возможно, придется сделать переходник, чтобы подогнать трубу под нужную ширину.
Используйте смесь 50/50 гипса и песка, чтобы изолировать основание подноса с помощью огнеупорного покрытия. Смешайте два ингредиента вместе в сухом виде и добавьте небольшое количество воды до консистенции, похожей на глину. Вы стремитесь к 1 см покрытия вокруг внутренней части лотка. Дайте ему высохнуть в течение нескольких часов.
Это горн, работающий на древесном угле, и его очень легко разжечь. Просто зажгите его, как угольный гриль, и включите подачу воздуха.
На выбор есть три типа горнов: твердотопливные, газовые и электрические индукционные. Приведенная выше кузница — одна из самых дешевых и простых кузниц, но опытные производители могут построить кузницы, которые будут более энергоэффективными, большими и/или более мощными. Тип кузницы, в которой вы решите работать, будет зависеть от вашего рабочего места, бюджета и проектов. В каждой кузнице должен быть какой-либо очаг, в котором кузнец нагревает металл для ковки.
Основным преимуществом газовых кузниц является простота использования, особенно для начинающих кузнецов, поскольку получаемый огонь чистый, равномерный и легко контролируемый. Некоторые недостатки использования газовой кузницы заключаются в том, что ее нельзя легко реформировать для проектов разного размера, и трудно нагреть небольшую часть проекта. Газовую кузницу легко построить, а материалы легко доступны. Вы можете построить его с помощью пропановой паяльной лампы и конструкции из огнеупорного кирпича.
Индукционные горны используют индукционную катушку для нагрева металла, а не работают на твердом топливе или газе. Преимущество использования индукционной горни для кузнечного дела заключается в том, что это энергоэффективный и легко контролируемый процесс нагрева по сравнению с большинством других способов плавки металла. Их установка может быть дороже, в зависимости от вашего доступа к электроэнергии дома. Частота источников питания может варьироваться от 50 Гц до 200 кГц, что превышает обычную бытовую электрическую мощность и потенциально требует от кузнеца установки нового автоматического выключателя и / или трансформатора для приспособления. Этот тип кузницы может хорошо работать для небольших проектов и для кузнецов с надлежащей электрической настройкой дома.
Кузница для угля подойдет, если у вас большой магазин и вы не планируете перемещать горн после того, как он будет установлен. Угольная кузница имеет более крупный и более открытый подовой лоток, что дает вам больше места и стабильности для более крупных или более необычных по форме деталей. Поскольку угольная горн не закрыта, как большинство газовых горнов, может быть проще найти правильное положение для нагрева вашего металла. Уголь является предпочтительным источником тепла, потому что он горит медленно и эффективно, в то время как древесный уголь горит горячее и быстрее. Некоторые кузнецы предпочитают делать свой собственный уголь из дерева, разжигая горячий костер и заливая его водой. Как только он полностью высохнет, у вас останется идеальный уголь для горна.
Выбор типа кузнечного горна, который вам нужен, зависит от проектов, которые вы хотите создать, и ваших возможностей построить кузницу дома. Индукционные горны лучше всего подходят для небольших проектов и объектов с большой электрической мощностью. Газовые горны идеально подходят для начинающих кузнецов, заинтересованных в работе над небольшими проектами и на портативном уровне. Наконец, твердотопливные или угольные горны хорошо подходят для крупных проектов и недорогих установок. Вы можете построить свою собственную простую кузницу на твердом топливе, выполнив шаги, которые мы изложили в семи шагах выше.
Да, кузницу можно построить дома! Кузницы на твердом топливе недороги в установке и могут использовать в качестве очага что угодно, от банки для супа до гриля для барбекю. Кузницы, работающие на пропане, — отличный вариант для начинающих кузнецов, которые только начинают работать и могут быть портативными.
Вы можете построить свою собственную кузницу для хобби на заднем дворе всего за 20 долларов в виде расходных материалов, следуя модели «сделай сам», которую мы описали выше. Если вы заинтересованы в создании более постоянного магазина, новая газовая кузница стоит от 500 до 800 долларов, а новая кузница на твердом топливе будет стоить от 800 до 1600 долларов. Centaur Forge — отличный ресурс для кузниц и кузнечных инструментов.
В зависимости от типа кузницы, в которую вы отправитесь, освещение будет разным для каждой кузницы. Угольная кузница разжигается аналогично грилю для барбекю. Для газовых кузниц требуется осветительный механизм. В зависимости от того, к чему у вас есть доступ, вы можете использовать сварочную кремневую зажигалку или пропановую сантехнику.
Продолжить знакомство с направляющими в металлеУзнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру. …
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к литью из бронзы….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственную кузницу и стать кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов из различных типов формы для различных методов литья….
Подробнее →
Джефф Прингл, факультет кузнечного дела, кузнечное дело
Джефф Прингл изготавливает ножи от самостоятельного сбора железной железо, чтобы выковать лезвие. Следуя этому процессу от начала до конца, Джефф стремится воссоединиться с процессами прошлых кузнецов, чьи традиции насчитывают тысячи лет.
Сообщите мне о кузнечном деле
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа, чаще всего она использовалась для сварки лезвий и ножей по шаблону. Теперь вы можете углубить свои навыки кузнечного дела…
Узнать больше и зарегистрироваться →
Занятия в лаборатории — это большое преимущество, эксклюзивно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления с ковкой стали и использованием кузнечных инструментов,. ..
Узнать больше и зарегистрироваться →
Изучите основы кузнечного дела! Этот курс обучает основным навыкам, необходимым для ковки стали и понимания кузнечных инструментов. Мы представим сужение, осадку,…
Узнать больше и зарегистрироваться →
Поднимите свои навыки на новый уровень и начните производить работы, которые продаются! Этот класс охватывает традиционные методы декоративной обработки металла и знакомит с механическим молотом. Вы изучите…
Узнать больше и зарегистрироваться →
Мы сосредоточимся на технике силового молота, поскольку мы создаем набор основных молотковых инструментов, боковые наборы и круглую плоскую пластину. К тому времени, когда эти новые инструменты будут подвергнуты термической обработке, учащиеся будут…
Узнать больше и зарегистрироваться →
Этот специализированный курс посвящен методам ковки, необходимым для изготовления инструментов с острыми краями из высокоуглеродистой стали. Мы рассмотрим конструкцию лезвия, контроль структуры зерна стали,…
Узнать больше и зарегистрироваться →
Углубите свои знания в этом продолжении кузнечного дела I. Этот класс предназначен для развития ваших базовых навыков наряду с техники, включая изготовление завитков, создание воротников, базовые…
Узнать больше и зарегистрироваться →
Научитесь гнуть и придавать форму стали в кузнице Горнила, практикуя традиционные кузнечные приемы, такие как рисование, гибка, скручивание, штамповка, резка и высверливание…
Узнать больше и зарегистрироваться →
Создай свои собственные кузнечные инструменты! Вы сделаете удар и научитесь использовать его, чтобы пробить глаз на головке молота. Вы научитесь методам двойной штамповки и термообработки,…
Узнать больше и зарегистрироваться →
Научитесь кузнечному делу, которому обучают женщины и для женщин! Этот класс охватывает основы, необходимые для ковки стали и понимания кузнечных инструментов. Мы познакомим вас с конусностью, осадкой,…
Узнать больше и зарегистрироваться →
Погрузитесь глубже в этот молодежный семинар начального и продолжающего уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Научитесь сгибать и формировать…
Узнать больше и зарегистрироваться →
КУЗНЕЧНЫЙ МАГАЗИН
2022-03-16T12:51:18-07:00 Ссылка для загрузки страницыПерейти к началу
Спасибо Марко Гульдиманну, Даррину Томасу, Джейсону Тиллоссону, Доминику Паолантонио, Кену, Бенедикту Питерсу и Стиву Грейнеру за то, что они стали сторонниками Knife Steel Nerds на Patreon!
Холодная ковка
Холодная ковка очень похожа на горячую ковку, за исключением того, что она производится при комнатной температуре или близкой к ней. Более низкая температура означает, что сталь намного прочнее и ее гораздо труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Однако внутри стали много зерен, и границы между этими зернами проходят там, где встречаются плоскости атомов. Каждое зерно имеет различную «ориентацию» относительно других, что представлено линиями сетки в зернах на схеме ниже:
Во время холодной прокатки мы спекаем эти зерна и удлиняем их. При ковке куска стали деформация, конечно, не такая равномерная, но принципы в основном те же.
Одновременно сталь упрочняется в процессе холодной обработки давлением. По мере обработки стали образуются «дислокации». Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же самая статья об очистке зерна, на которую я ссылался ранее, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. В стали всегда есть дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео микроскопии высокого разрешения, показывающее движение дислокаций:
Прочность металлов зависит от того, насколько легко могут двигаться дислокации. Различные функции могут предотвратить движение дислокаций, таких как границы зерен. Таким образом, мелкое зерно с большим количеством границ зерен приводит к более высокой прочности, поскольку дислокации блокируются этими границами. Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что блокирует движение других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье. По мере холодной обработки стали образуется все больше и больше крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации не плохи, они присущи металлам, так как атомная структура никогда не будет идеальной. Возможно, лучше рассматривать это как увеличение степени несовершенства кристаллической структуры за счет холодной обработки. Холодная обработка обычно указывается в процентах, т.е. 10 % холодной обжатия означает, что толщина была уменьшена на 10 %, а 50 % означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно. Вот увеличение твердости отожженной модстали А8 после холодной обработки деформацией до 50 % [1]:
Когда мы начинаем с отожженной стали с мягким ферритом и карбидами, структура выглядит примерно так, как показано ниже, с относительно круглыми ферритными зернами вместе с более мелкими карбидами (карбиды разных цветов, чтобы различать):
Отожженная нержавеющая сталь 13C26 [2], черная полоса 5 микрон
Приведенное выше изображение было получено с помощью «дифракции обратного рассеяния электронов» (EBSD), которая позволяет различать различные фазы (аустенит, феррит, карбиды) и ориентацию зерен. Также видна относительная плотность дислокаций, поскольку зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
При холодной прокатке стали карбиды более или менее не изменяются, но зерна удлиняются и плотность дислокаций увеличивается, что видно на изображении ниже, поскольку «качество изображения» зерен хуже:
13C26 после небольшого холодного обжатия [2], на этом изображении карбиды не окрашены, черная полоса 2 микрона
13C26 после большого холодного обжатия [2], черная полоса 5 микрон
При нагревании до достаточно высокой температуры сталь «перекристаллизуется», то есть образует новые зерна. Чем больше энергии вкладывается в сталь (большее холодное обжатие), тем выше движущая сила рекристаллизации. Эта энергия накапливается в стали в основном за счет образования дислокаций. Таким образом, энергия высвобождается из стали за счет образования новых зерен с низкой плотностью дислокаций. Процесс перекристаллизации вы можете увидеть на видео ниже:
Вы можете видеть, что металл в начале видео имеет большую структуру, затем начинают формироваться новые «чистые» зерна. Если вы внимательно посмотрите, то увидите, что на белых частицах образуются новые зерна, которые ведут себя подобно карбидам в стали. Карбиды способствуют зарождению рекристаллизованных зерен, но они также могут закреплять рекристаллизующиеся зерна, поэтому взаимодействие карбидов и рекристаллизации является относительно сложным.
Рекристаллизация происходит посредством диффузии атомов железа, поэтому для достаточной диффузии требуется определенная температура. Вот почему холодная обработка имеет такой эффект, потому что температура настолько низка, что сталь не может «зафиксироваться» диффузией. Однако температура, при которой начинается рекристаллизация, также определяется степенью наклепа. Чем выше степень наклепа, тем ниже температура начала рекристаллизации [3]:
При холодной обработке в несколько процентов стали, показанной выше, для начала рекристаллизации требуется полная температура 700°C (1300°F), в то время как при 50-70% холодном обжатии требуется только 500°C (930°F). необходимые для рекристаллизации. Чем больше холодная обработка, тем больше энергии вложено в сталь в виде дислокаций, и эта энергия увеличивает «движущую силу» рекристаллизации. На скорость рекристаллизации также влияет температура: при более высоких температурах диффузия ускоряется, поэтому скорость рекристаллизации также увеличивается [4]:
Вы можете видеть, что для указанной выше стали рекристаллизация завершается в течение 20 секунд при 760°C, а при 650°C она занимает более 500 секунд. Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице в зависимости от температуры.
Холоднокатаная сталь
Вся эта информация актуальна, поскольку некоторые ножевые стали доступны в холоднокатаной форме, что может привести к некоторым отличиям от горячекатаной стали. Существует множество причин, по которым может быть желательна холоднокатаная сталь, например, улучшение состояния поверхности. Как правило, холоднокатаная сталь имеет яркую блестящую поверхность без окалины. Сталь сначала «протравливается», проходит через ванну с кислотой для удаления окалины перед холодной прокаткой, и сочетание этих двух процессов придает стали очень гладкую поверхность. Толщина стали обычно также более постоянна, и холоднокатаная сталь часто доступна в более тонких размерах. AEB-L обычно доступен в холоднокатаной форме, а некоторые 1095 стали, среди прочего.
Приводит ли холодная ковка к превосходным конечным свойствам?
После всех этих воздействий на сталь во время холодной обработки и рекристаллизации, как это влияет на окончательную термообработку аустенитизации и закалки, а затем на результирующие твердость и ударную вязкость? Процесс холодной ковки и рекристаллизации может привести к уменьшению размера зерна, что может улучшить баланс твердости и ударной вязкости.
Меньший размер зерна феррита приводит к большему количеству зародышей аустенита (синие кружки), поэтому, когда аустенит растет и замещает феррит, размер зерна становится меньше
В одном исследовании стали 52100 [5] они обнаружили, что 50%
В другом исследовании 52100 [6] они обнаружили, что холодная прокатка уменьшила конечный размер зерна, а также что энергия наклепа ускорила растворение карбидов:
Увеличение растворения карбида при высокой температуре означает, что в растворе больше углерода. Большее количество углерода в растворе перед закалкой приводит к более высокой твердости и меньшей ударной вязкости (подробнее см.
обработки, вот изображения границ зерен из вышеприведенных экспериментов:
В другом исследовании аустенитного отпуска стали 52100 [7] для бейнитной микроструктуры было обнаружено, что обжатие в холодном состоянии перед термической обработкой привело к улучшению ударной вязкости:
стали, а также 10% и 20% холодного обжатия перед термической обработкой. Они подвергались аустенизации при 1030°C (1885°F) в течение 20 минут перед закалкой, а затем измеряли твердость и наблюдали за микроструктурой. Они обнаружили, что холодная обработка ускоряет растворение карбида и уменьшает размер зерна, как в исследовании 52100. Однако твердость снизилась, поскольку образовалось больше остаточного аустенита. Больше углерода и сплава в растворе от растворения карбида может увеличить остаточный аустенит, вы можете узнать, почему в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].]. Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие избыточного остаточного аустенита после термической обработки.
Испытания на ударную вязкость не проводились, но вы можете видеть уменьшение размера зерна на этих микрофотографиях:
Опасность холодной прокатки вероятность растрескивания при холодной прокатке. Это часто происходит из-за растрескивания краев и, в некоторых случаях, «аллигаторизации», когда сталь откалывается от центра:
Это изображение из [9]
Аллигаторная обработка начинается с образования пустот вблизи центра стали, которые в конечном итоге соединяются, пока сталь не расколется:
Эти изображения из [9]
Инструментальные стали с их высокой долей карбидов может привести к продвижению этих пустот, так что с большей вероятностью произойдет аллигаторное образование. Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно низка. В случае A8 мод наблюдалось образование трещин по центральной линии с уменьшением до 20% [9].]. Следовательно, стали с небольшим содержанием мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим содержанием карбидов, такие как стали D2 или 10V.
Другим распространенным дефектом холодной прокатки стали является растрескивание кромок [10]:
Ножевики Who Cold Forge Steel
Я не знаю многих производителей ножей, которые намеренно ковали сталь холодным способом. Мюррей Картер, вероятно, самый известный пример того, кто это делает. Холодная ковка — традиционный процесс для японских кузнецов, где он и изучил эту технику. Картер утверждает [11], что он использует холодную ковку для улучшения чистоты поверхности и уточнения окончательной формы и плоскостности в большей степени, чем это возможно при высокотемпературной ковке. Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, сохранением кромки и простотой заточки». В видеодемонстрации он сказал, что холодная ковка улучшила окончательную структуру зерна. Поскольку это традиционная техника, может быть трудно понять, каковы были первоначальные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Carter ламинированы более мягкой сталью или железом (сан-май), что может сделать сталь менее восприимчивой к растрескиванию. Чтобы попрактиковаться в холодной ковке перед изготовлением готовых ножей, он рекомендует намеренно холодную ковку стали до тех пор, пока она не треснет, чтобы лучше понять, сколько сталь может выдержать.
Резюме и выводы
Холодное обжатие приводит к увеличению твердости стали за счет увеличения плотности дислокаций. При нагревании сталь рекристаллизуется, образуя новые зерна, и эти зерна часто меньше, чем первоначальный размер зерна. Измельчение размера зерна сохраняется за счет окончательной термообработки до мартенсита. Уточнение размера зерна может привести к улучшению ударной вязкости. Холодное обжатие также приводит к ускорению растворения карбида, а это означает, что может потребоваться снижение температуры аустенитизации для сохранения той же твердости. Инструментальные стали имеют относительно низкую пластичность при комнатной температуре, поэтому холодное обжатие должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
[1] Гасеми-Нанеса, Хади, Мохаммад Джахази, Маджид Хейдари и Том Левассер. «Влияние вызванных деформацией микропустот на механическое разрушение мартенситной инструментальной стали AISI A8-Mod». В материалах конференции AIP , vol. 1896, нет. 1, с. 020021. Издательство AIP, 2017.
[2] Ионеску-Габор, Сорин. «Исследование и эмпирическое моделирование рекристаллизационного отжига полосы мартенситной хромистой стали с помощью EBSD». Докторская диссертация, KTH, 2009.
[3] Х. Ф. Кайзер и Х. Ф. Тейлор, Транзакции Американского общества металлов, том. 27, с. 256 (1939).
[4] Ян, Дза, Э. Л. Браун, Д. К. Мэтлок и Г. Б. Краусс. «Рекристаллизация феррита и образование аустенита в холоднокатаной стали с межкритическим отжигом». Металлургические операции А 16, вып. 8 (1985): 1385-1392.
[5] Бесвик, Дж. М. «Свойства разрушения и распространения усталостных трещин в закаленной стали 52100». Металлургические операции А 20, вып. 10 (1989): 1961-1973.
[6] Ли, Чжэнь-син, Чан-шэн Ли, Цзинь-и Жэнь, Бин-чжоу Ли, Цзянь Чжан и Юн-цян Ма. «Влияние холодной деформации на микроструктуру и ударную вязкость в процессе аустенизации подшипниковой стали 1,0 C–1,5 Cr». Материаловедение и инженерия: A 674 (2016): 262–269.
[7] Чакраборти, Дж., П. П. Чаттопадхьяй, Д. Бхаттачарджи и И. Манна. «Микроструктурное усовершенствование бейнита и мартенсита для повышения прочности и ударной вязкости высокоуглеродистой низколегированной стали».