
Мастер, водящий мастерской бондарного дела Невских ремесленных палат, Алексей Ерешко рассказывает о ремесле бондаря.
Даже не возьмусь сказать, когда зародилось бондарное дело. Я читал о найденных изделиях в древней Греции.
Если говорить о бондарных изделиях не только современных, как мы привыкли видеть — бочки или кадка на обручах, а, например, как о деревянной посуде или домашней утвари, то, наверняка, изготавливалась и раньше.
Наверное, и ступу Бабы Яги тоже можно отнести к бондарным изделиям, так что, когда зародилось это ремесло, это вопрос.
Молоток с деревянным бойком Анна Смирнова, CC BY-SA 3.0Конечно, мы встречаем и кадки, и бочки, и ушата для бань в своей жизни. Такие вещи продаются в магазинах. Я тоже встречал и даже покупал кое-что для дома.
Но однажды в Заповеднике народного быта, под Иваново, я увидел кадочку. Вначале даже не понял, смотрю и что-то странное в ней. Потом доходит — на ней деревянные обручи. У меня было потрясение! Я никогда в жизни не видел таких штуковин.
Стал разглядывать дальше, и так как люблю сам заниматься с деревом, быстро понял, что вся кадочка сделана ручным способом — полностью!
Это было второе потрясение, так как то, что я видел в своей жизни, даже довольно старые бочки, это были изделия из-под станка.
Здесь было маленькое чудо — каждая клепка прострогана и подогнана к другой просто идеально, ну а деревянные обручи, имеющие свой деревянный «замок», дают потрясающую красоту, которой не имеют изделия с металлическими обручами.
Я понял, что хочу научиться делать такие вещи, хочу освоить это ремесло!
В тогдашний Заповедник приезжал по приглашению мастер-бондарь из поселка Шилекша, Кинешимского района Ивановской области — Александр Петрович Романов. Вот у него я и стал учиться на ремесленных семинарах. Раз ездил к мастеру
ru.russianarts.online
При ремонте бочек ручным способом, а также на некоторых операциях механизированного ремонта широко применяют ручной бондарный инструмент, который изготовляет (в основном) инструментальный цех бондарного завода им. Дзержинского в г. Астрахани. В комплект инструмента входит: молоток бондарный, топор бондарный, осадка, фуганок бондарный (шмыга) с железками, циркуль бондарный металлический, натяг, рубанок бондарный с железками, струги бондарные, кривулька, зубило, уторник (гребень), бородок, шлифчик и крылатка. Назначение инструмента и его краткая характеристика даны ниже. Инструмент может быть изготовлен и в механической мастерской тароремонтного завода.[ …]
Молоток бондарный — для рубки обручной стальной ленты, пробивки отверстий для заклепок, расклепки стальных обручей на конце, склепки, набивки и осадки обручей. Молоток готовится из стали марки У7. Вес его от 1,1 до 1,3 кг, размер 125Х45Х Х45 мм, длина рукоятки (деревянной) — 340 мм.[ …]
Топор бондарный — для протесывания кромок и пластей клепок готовят из стали марки Ст. 3. Лезвие топора по высоте на 25—30 мм наварено из стали марки Ст. 5. Длина лезвия 200 мм, высота топора 160 мм, ширина в верхней части 35X80 мм. Общая длина с топорищем 360 мм.[ …]
Осадка — для набивки стальных обручей на бочки, наварная. Присадочная часть изготовляется из стали марки Ст. 3, рабочая часть наваривается на длину 20 мм из стали марки Ст. 5. Размер осадки 9x38x75 мм. Общая длина с деревянной рукояткой 220 мм. На торец рукоятки набивается стальное кольцо толщиной 5 мм и шириной 20 мм. Кольцо сажается в вырез, сделанный на поверхности рукоятки так, чтобы поверхность кольца была заподлицо с поверхностью рукоятки.[ …]
Фуганок бондарный (шмыга) — для фугования кромок клепки боковика и донника. Состоит из колодки, клина и железки. Колодку и клин фуганка изготовляют из древесины твердых пород. Клин подгоняют по пазам колодки без перекосов, видимых зазоров с тем, чтобы плотно и устойчиво зажимать железку в колодке.[ …]
Размеры фуганка 1200X110X90 мм, размеры клина — 175X80X25 мм. Щель для вставки железки расположена в центре, просвет для щели 80X12 мм. Железка размером 180X80 мм, толщиной с одного конца 3 мм, с другого — 6 мм, рабочая часть — лезвие 2 мм. Углы хвостовой части железки закруглены на 45°, фаска угла 20 мм.[ …]
Циркуль бондарный (металлический) — для вычерчивания круга на щитке, по которому вырезается дно бочки. Он состоит из двух ножек, установочной линейки, заклепки, двух шайб, винта, зажима. Детали циркуля готовят из стали: ножки — марки Ст. 5, Ст. 7, установочную линейку — Ст. 4, остальные детали — 1арки Ст. 3. Прокладка (шайба) в шарнире циркуля изготовляется из бронзы или латуни.[ …]
Все углы деталей циркуля, кроме концов ножек, закруглены. Раздвигание и сближение ножек циркуля должно происходить плавно, на всем диапазоне достаточно плотно и допускать устойчивую фиксацию любого радиуса в достижимых его пределах.[ …]
Натяг — для натягивания торцовых обручей на бочки. Он состоит из стальной карги с захватом и деревянной рукоятки. Карга вращается на болте, закрепленном в прорезе рукоятки. Рабочий конец рукоятки имеет металлическую накладку. Данный натяг имеет сходство с натягом для снятия обручей, указанного на рис. 1. Общая длина натяга 430 мм, карги — 175 мм. Карга, болт и оковка конца рукоятки изготовляются из стали марки Ст.З.[ …]
Струги бондарные — для строгания пластей клепки остова, снятия фасок на торцах остова, зачистки остова в месте выемки уторного паза. По форме лезвия струги разделяются на прямые (рис. 33, а) для строгания наружной пласти клепки остова, снятия фасок на торцах остова и на кромках доньев и кривые (рис. 33, б) для строгания внутренней пласти клепки остова и зачистки остова в месте выемки уторного паза.[ …]
Рисунки к данной главе: Вернуться к оглавлениюru-ecology.info
Некоторые ученые полагают, что бондарная посуда была известна еще в Древней Греции, но применение ее было довольно ограниченным.
Предполагается, что греческие мастера изготовляли в основном большие бочки, в которых перевозили и хранили растительное масло, вино и воду. Однако более или менее конкретные сведения о бондарной посуде относятся лишь к I-II векам нашей эры.
Полено для клёпок Olivier Colas, CC BY-SA 3.0Археологи на месте Старой Ладоги в культурных слоях, относящихся к VIII-X векам, обнаружили остатки бондарной посуды. По раскопкам древнего Новгорода можно делать выводы об уровне развития бондарного ремесла на Руси в X-XV века.
Посуда того времени была восстановлена по найденным деталям бондарной посуды: обручам, клепкам и донцам. После реконструкции стало очевидным, что новгородцы пользовались всеми основными видами бондарной посуды, которая получила широкое распространение во всех последующих веках.
Бондари,1905. Unknown photographer, CC BY-SA 3.0Стародавние ремесленники в совершенстве владели бондарным ремеслом, превратив изготовление жбанов и ведер, бочек и лоханей, шаек и ушатов, кружек, подойников и стаканов в настоящее искусство.
Бондарями испокон веков были только мужчины. Связано это с тем, что ремесло требует применение немалой физической силы.
Бондарное ремесло — в его исконном, истинном варианте — уникально тем, что для него не нужно ничего искусственного. Всё можно брать от природы — бондарная техника подразумевает только дерево.
Бондарь за работой Soerfm, CC BY-SA 2.0Деревянный остов стягивается деревянными же обручами. Безо всякого клея обручи надёжно сжимают клёпки остова и обеспечивают герметичность. Не требуется ничего металлического — ни гвоздей, ни шурупов. Любое соединение можно сделать на деревянных шкантах.
Под изделием, собранным по бондарной технике, можно понимать любое изделие, остов которого состоит из гладко прифугованных друг к другу дощечек-клёпочек, стянутых обручами.
Важным с бондарном деле было использование той иной древесины. Мастера учитывали породу дерева, влажность, условия роста, сезон заготовки и прочие условия. Одной из самых ценных пород считался дуб.
Бондари, в совершенстве владея инструментом, тонко понимали и чувствовали пластику древесины. Зная различные качества определенных пород, они умело использовали их при изготовлении разных видов деревянной посуды.
ru.russianarts.online
Какими должны быть параметры утора и фаски донышка? Этот вопрос возникает неизбежно перед каждым бондарем в начале его творческого пути. И каждый решает его по-своему, зачастую – методом проб и ошибок. Если под рукой есть старая бондарная посуда, то можно «срисовать» размеры с неё, сбив обручи и вынув донышко. Можно спросить у более опытного бондаря.
А если рядом нет такого мастера, и нет старых бочек?
В книге Г.Я. Федотова «Секреты бондарного ремесла» нет универсальных рекомендаций на этот счёт. Вместо них приведена одна лишь загадочная фраза: «Донце укрепляют в зажиме бондарной скамьи и прямым стругом снимают фаску, придерживаясь принятых пропорциональных отношений».
В своё время эта фраза, помнится, поставила меня в тупик. Какими же они должны быть, эти пропорциональные отношения?
Не так давно познакомился с одним мастером. Естественно, сразу стал расспрашивать, как да что, какая фаска, какой утор… «Утор 3 на 3»,- отвечает, — «А фаска – с одной стороны такая, а с другой – такая». То есть несимметричная. «А какой стороной куда ставишь?» – спрашиваю. – «Какой на расширение, какой на сужение?» — «Да без разницы, хоть так, хоть этак!» — отвечает. – «А если без разницы, тогда зачем делать разную фаску?» — «Ну не знаю, как привык, так и делаю».
Мастер этот очень хороший, изделия у него замечательные, надёжные, пользующиеся большим спросом в деревне, где он живёт, да и в соседних деревнях. Делает он кадки под воду и засолку. Производство механизировано под один типоразмер. Донышки у него тоже всегда имеют одну и ту же толщину. Может быть, ему и не нужно заморачиваться теорией фасок и уторов. Но если спектр ваших изделий достаточно широк, и вы хотите делать и кружки-ковшики, и большие купели, и бондарную мебель, то вам обязательно нужно выработать универсальный подход к определению тех самых пресловутых «пропорциональных отношений».
И даже если вы всё-таки делаете только один типоразмер, от знания универсального подхода будет только польза. Представьте себе – вы нарезаете утор, и вдруг уторник соскакивает, оставляя вертикальную борозду, примыкающую к утору. Что делать – торцевать заново, срезая сантиметров 5 клёпки и теряя в объёме? А ведь можно и расширить утор, нарезав второй паз рядом, и получив вместо 3х3, скажем, 6х4. Остаётся только определить новые параметры фаски донышка с одной и с другой стороны.
И проще всего это сделать – для любого утора и толщины донышка – геометрически.
1) Возьмём лист бумаги, разлинованный в клеточку, лучше большого формата. Проводим вдоль правого края вертикальную линию, длина которой соответствует толщине нашего донышка, в масштабе 2 клеточки – 1 мм. На рис. 1 толщина донышка равна 18 мм.
2) Отчерчиваем эту толщину двумя горизонтальными линиями. Получившаяся таким образом фигура ABCD – это сечение донышка, которое мы должны как бы вдвинуть в уторный паз.
Рис.1
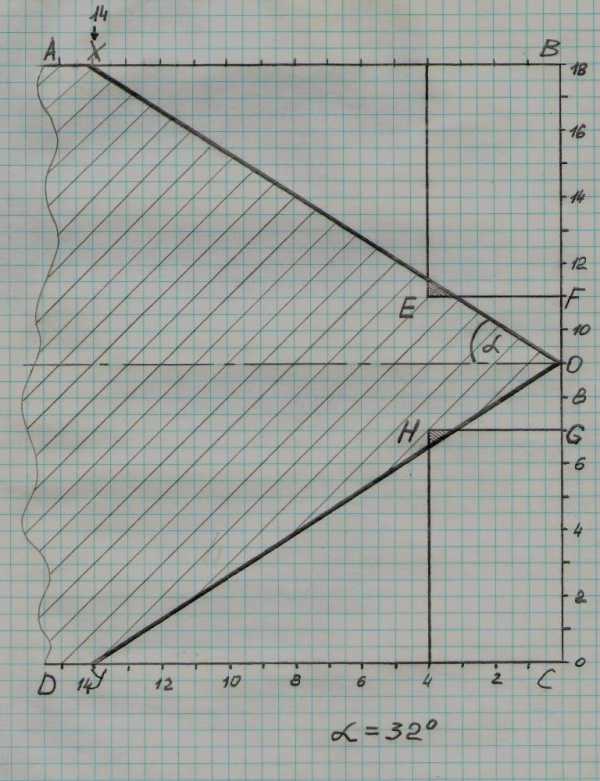
3) На линии BC ставим точки F и G, расстояние между которыми равняется ширине уторного паза. Для двусторонней симметричной фаски середина отрезка FG – точка O – должна совпадать с серединой отрезка BC. Под прямым углом проводим отрезки EF и HG, длина которых равна глубине уторного паза (на рис.1 показан утор 4х4 мм). На самом деле из-за конусности кадки отрезок FG должен иметь некоторое отклонение от вертикали, в ту или иную сторону, но мы этим отклонением в данном случае можем пренебречь.
4) Из точки O проводим две линии таким образом, чтобы они пересекли отрезки EF и HG на некотором расстоянии от точек E и H. На рис. 1 это расстояние равно 0,75 мм. Это т.н. обжим, обеспечивающий герметичность бондарного изделия. При вставке донышка, фаска которого снята с учётом обжима, т.е. чуть более круто, чем если бы мы просто соединяли точку O с точками E и H, уголок уторного паза с обеих сторон будет заминаться, впрессовываться в донышко по всему периметру кадки. Обжим мы можем задавать разный, меняя тем самым угол α. Перепробовав множество разных вариантов, мы рекомендуем стремиться к значению α около 30°. Такой угол обеспечивает наилучшее соединение донышка и остова. При двусторонней симметричной фаске «на ус» и квадратном уторе (3х3, 4х4, 5х5 и т.д.) такое значение достигается как раз обжимом 0,75 мм. Если угол α получается ближе к 40°, то обжим следует уменьшить до 0,5 мм.
5) Проведённые таким образом линии, пересекаясь с линиями AB и CD, отсекут на них отрезки XB и YC. Их длина и будет являться шириной фаски, которую необходимо срезать с донышка. А высота этой фаски – это отрезки OB и OC, для двусторонней симметричной фаски «на ус» их длина равна половине толщины донышка. Из нашего рисунка видно, что на донышке толщиной 18 мм для уторного паза 4х4 мм нужно срезать фаску 9х14 мм. 9 мм отчерчиваются рейсмусом на боковом срезе донышка, а 14 – на его плоскостях, после чего можно снимать фаску стругом на бондарной скамье.
Цифра в 0,75 мм, конечно же, условна. Она нам нужна прежде всего для того, чтобы задать правильно угол α. Чтобы максимально подстраховаться от неточностей обработки, а заодно и увеличить надёжность соединения, при определении диаметра донышка в случае, если фаска делается «на ус», нужно взять некоторый допуск в бóльшую сторону. Тогда острый угол фаски будет тоже впрессовываться в стенку уторного паза, а реальный обжим будет составлять 1-2 мм. Неровности обработки внутренней поверхности кадки нивелируются, и обеспечение герметичности нашего изделия станет уже тройным. Таким образом, двусторонняя симметричная фаска «на ус» является самым надёжным способом соединения донышка и остова бондарного изделия.
zharbond.ru
Всем, кто так или иначе интересуется бондарным делом, как сложившимся мастерам, так и начинающим, и даже тем, кто находится на распутье, ещё не выбрав для себя ремесло по душе: наша главная рекомендация, наш совет номер один: если вы ещё этого не сделали, то непременно найдите возможность погрузиться в волшебный мир бондарного искусства, созданный мастером, писателем и замечательным человеком Геннадием Яковлевичем Федотовым. Его книга «Секреты бондарного ремела» — это не только кладезь ценнейшей информации о полузабытом в наше время виде ремесленного творчества, но и неисчерпаемый источник вдохновения и полёта души.
Написанная на удивление простым, понятным и доступным, но в то же время невероятно поэтичным языком, эта книга незаменима для каждого мастера-бондаря. Собранные по крупицам в разных уголках нашей огромной страны секреты старых мастеров помогут каждому желающему овладеть бондарным ремеслом от «А» до «Я». Книга научит вас, как правильно выбрать и заготовить материал и как самостоятельно изготовить необходимый инструмент; познакомит вас в подробностях с процессом сотворения разнообразнейших бондарных изделий, покажет многочисленные способы их украшения и декорирования, а заодно и расскажет о том, как возникло и как развивалось бондарное дело в минувшие века.
Книга захватывает с первых же строк, увлекает, её хочется читать и днём и ночью. Читать — и тут же бежать в мастерскую, чтобы попытаться воплотить в жизнь чудеса ремесленного творчества, описанные автором. Зачитывается буквально до дыр, впоследствии занимая центральное место на книжной полке домашней мастерской. И через год, и через два, и через десять лет упорного труда на поприще бондаря в ней можно найти нечто, ещё не изученное, ещё не освоенное, ещё не прочувствованное руками и сердцем. И хотя за плечами у мастеров нашего проекта по 10-15, а то и более, лет, посвящённых бондарному ремеслу, все мы по-прежнему ощущаем себя мальчишками и учениками Геннадия Яковлевича.
Книга Г.Я. Федотова «Секреты бондарного ремесла» издавалась на нашей памяти дважды — в 1991 году в Москве издательством «Экология» и в 2000 году, тоже в Москве издательством «Культура и традиции» (под названием «Бондарное дело»). Издание 1991 года, на наш взгляд, предпочтительнее, т.к. снабжено цветными иллюстрациями.
У нас вы можете скачать эту книгу в формате djvu (8,86 МБ) — для ознакомления, конечно же, поскольку в бондарной мастерской необходимо постоянно иметь её под рукой в бумажном варианте.
Скачать
zharbond.ru
Бондарный фуганок — пожалуй, главный инструмент бондаря, без которого изготовление кадушек, кроме самых маленьких, просто невозможно. В замечательной книге Г. Я. Федотова «Секреты бондарного ремесла» можно найти некоторые рекомендации по устройству бондарного фуганка, которые здесь я лишь немного дополню.
В идеале длина бондарного фуганка должна быть такой, чтобы ваши клёпки при фуговании полностью бы лежали на рабочей плоскости как до ножа, так и после него. То есть если длина ваших заготовок не превышает 80 см, то оптимальная длина фуганка составит около 170 см.
Но это в идеале. В реальности изготовить инструмент такой длины с ровной поверхностью довольно-таки сложно, да и места он занимает немало. Немного попрактиковавшись, можно с лёгкостью освоить фугование кромок длинных клёпок на более коротком инструменте. Так, мой фуганок длиной всего 105 см, и я без проблем фугую на нём клёпки до 90 см длиной.
А вот на ширине экономить не стоит, чем шире рабочая плоскость фуганка, тем лучше. И ширина ножа тоже имеет значение.
В качестве материала можно использовать гладко отфрезерованный швеллер. Металлический фуганок не будет зависеть от условий среды, от влажности, его плоскость не поведёт со временем. Но если у вас нет возможности изготовить или заказать такой инструмент, то вполне возможно сделать его из твёрдых пород дерева.
И в том и в другом случае рабочая плоскость фуганка должна быть идеально ровной по длине. Если это условие не соблюсти, то гладко прифуговать кромки не получится.
Мой бондарный фуганок сделан из массива берёзы. Длина у него, как я уже упомянул, 105 см, ширина — 20 см, толщина — 8 см. Ширина ножа — 14 см. Нож вырублен из дисковой пилорамной пилы, снизу к нему для удобства пользования приварена обычна печная заслонка. Ширина прорези на рабочей плоскости — 2,5 см.



Лучше не делать фуганок на ножках, удобнее, если он будет съёмным, устанавливающимся на специальную опору, с небольшим наклоном вперёд.
Угол наклона ножа нужно делать как можно более пологим к плоскости фуганка. Или же, используя толщину ножа, наводить на нём дополнительную фаску.
Деревянный фуганок нуждается в определённом уходе. Он должен содержаться постоянно в атмосфере примерно одной и той же влажности. То есть его будет нельзя выносить из мастерской на улицу даже на несколько часов, во избежание коробления рабочей поверхности.
Но нет худа без добра! Лично мне это свойство древесины очень даже помогло. Мастер, сделавший для меня этот фуганок, идеально вывел его плоскость. Но в моей мастерской, где всегда более сухо и жарко, её всё же чуть-чуть повело. К счастью — не по длине, а по ширине, «лодочкой», примерно на 1 мм всего (на фото просвет выглядит шире, но это оптический обман). Получилось, что лезвие ножа по центру выступает больше, чем по краям, и, соответственно, в центре снимается более толстая стружка. В результате при фуговании я получил возможность при каждом движении слегка менять угол скоса кромки клёпки! Это оказалось невероятно удобно. Фугуя строго по центру, я оставляю угол таким, каким он был подготовлен. Фугуя с краёв, я исправляю угол в одну или в другую сторону.
К счастью — не по длине, а по ширине, «лодочкой», примерно на 1 мм всего (на фото просвет выглядит шире, но это оптический обман). Получилось, что лезвие ножа по центру выступает больше, чем по краям, и, соответственно, в центре снимается более толстая стружка. В результате при фуговании я получил возможность при каждом движении слегка менять угол скоса кромки клёпки! Это оказалось невероятно удобно. Фугуя строго по центру, я оставляю угол таким, каким он был подготовлен. Фугуя с краёв, я исправляю угол в одну или в другую сторону.
Однажды, будучи в гостях у одного бондаря, я увидел у него идеально ровный фуганок из швеллера. К нему был приварен уголок под прямым углом, этакая направляющая, по которой ведётся клёпка. Привыкший к особенностям своего фуганка, я не смог быстро фуговать на нём именно из-за невозможности коррекции угла. Ведь получилось, что идеальный угол нужно выводить ещё на стадии подготовки кромки, обычным рубанком. Ошибся — фугованием уже не исправишь.
Так что теперь я рекомендую всем делать такую «лодочку» на рабочей плоскости, даже на металлическом фуганке.
Назад
zharbond.ru

Считается, что свое название этот бондарный сосуд получил по выпуклой форме боковых стенок — боков или бочков. В некоторых районах Калининской области и по сей день бочку называют бокурой. Параболические стенки-бока не только делают бондарную посуду более вместительной, но, что самое главное, увеличивают ее прочность. В такой посуде не только можно долгое время хранить различные продукты, но и смело перевозить их на большие расстояния.
В домашнем хозяйстве бочки и различные бочонки используются для хранения самых разнообразных продуктов: кваса, соков, всевозможных солений и мочений. Небольшие бочонки для сухих продуктов, например крупы, муки, сахара, неплохо смотрятся в интерьере современной кухни.
Для работы вам потребуются полукруглый и прямой скобели, специальные рубанки, скобелка, уторник, натяг, набойник или набойка, циркуль, линейка и рейсмус, ладило, бондарный фуганок, бондарная скамья, а также топор и пила.
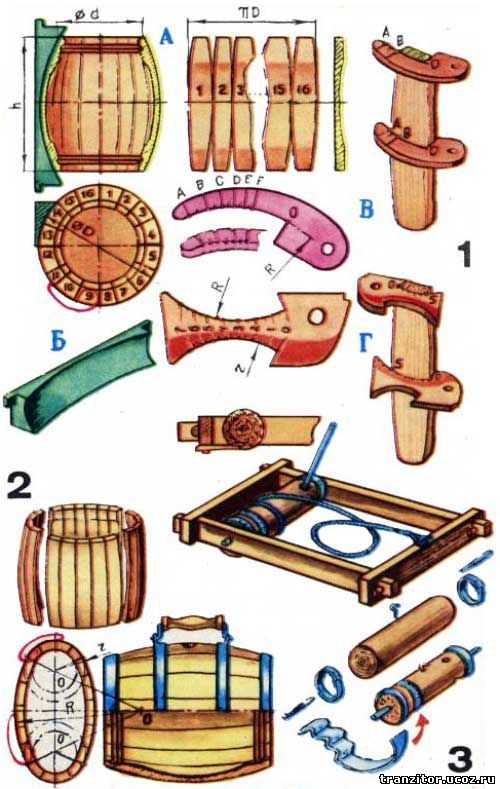
Для сборки бочки придется изготовить небольшой станок-ворот (см. рис. 2). Из четырех брусьев соберите основу станка — раму. Барабан ворота сделайте из подходящего по размерам березового кряжа. Чтобы он не растрескивался, с обоих торцов набейте железные обручи. Отступите 13— 15 см от одного из краев барабана и стамеской вырежьте на равном расстоянии друг от друга зубья. Укрепите деревянные зубья полоской жести (рис. 3, внизу). В торцы барабана вбейте оси-стержни, а в середину — стальную скобу для металлического троса или прочной толстой веревки. Другой конец троса наденьте на вбитый в раму крюк. В барабане просверлите три-четыре отверстия для рычага.
Клепки-дощечки имеют довольно сложную форму: с внутренней стороны они вогнутые, а с внешней — выпуклые. В середине клепка тоньше и шире, чем у торцов. Ширина их не обязательно должна быть одинаковой, поэтому в дело могут идти как широкие, так и узкие дощечки (рис. 1). Важно, чтобы они имели одинаковую толщину, скосы и пропорциональное соотношение ширины средней части и у торцов. Кроме того, каждую клепку выстругивают так, чтобы в средней части она была примерно на 1/5 часть тоньше, чем у торцов. Утоньшение это облегчает гнутье клепок при сборке остова бочки.
Чтобы определить количество клепок, нужно знать наибольший периметр окружности бочки. Предполагаемый диаметр ее умножаем на число Пи (3,14), получаем величину, которая равна сумме ширины всех клепок. По ширине, как вы уже знаете, клепки могут быть разными. Чтобы определить их количество уже в заданном диаметре, поступают так. Размер, полученный от умножения числа Пи на диаметр, то есть периметр, откладывают на линии, проведенной мелом, скажем, на верстаке или полу. А потом готовые клепки укладывают поперек этой линии (рис. 1А). Теперь о шаблонах. С их помощью бондарь контролирует кривизну выпуклой поверхности клепки, определяет скосы боковых кромок и ширину клепок у торцов. Самый распространенный шаблон — бондарная скоба (рис. 1В). Для каждого вида бочек делается своя скоба. Чем разнообразнее бондарная посуда, изготавливаемая бочаром, тем обширнее у него набор скоб. Размеры их зависят от величины бочки, а деления на них от разницы отношений окружностей в средней части и на торцах. Наиболее распространены бочки, у которых наружные диаметры на торцах меньше диаметра в середине на 1/5, 1/6 и 1/7 части.
Для изготовления бочки возьмем скобу, у которой диаметры на торцах на 1/5 меньше диаметра в середине (рис. 1В). Сначала вычертите шаблон на бумаге, а уже затем вырежьте и наклейте на тонкую дощечку или фанеру. На листе бумаги проведите дугу радиусом, соответствующим наибольшей окружности бочки (длина дуги равна примерно 1/10 части окружности). Это рабочая часть шаблона, остальную часть его контура можно нарисовать от руки, произвольно (рис. 1В, в середине). Вырезанный бумажный силуэт наклейте на дощечку или фанеру и выпилите по контуру лобзиком. Таким шаблоном можно определять направление скоса боковой кромки и кривизну выпуклой поверхности клепки. Но для работы этого недостаточно — нужно на шаблон нанести деления, которые позволили бы точно определять ширину клепки у торцов. На одном конце дуги отметьте точку А, на другом — точку 0. Отрезок дуги А0 будет соответствовать ширине средней части самой широкой клепки. Ширина же ее у торцов будет на 1/5 меньше. Циркулем разделите дугу А0 на пять частей, затем от точки А отложите 1/5 часть — получим точку В. Потом отрезок В0 разделите тоже на 5 частей — получите точку С. Остальные деления получают аналогично. Как вы уже поняли, каждая последующая дуга на 1/5 меньше предыдущей. Теперь запомните еще одну закономерность: если ширина средней части клепки равна отрезку А0, то ширина ее на торцах будет равна отрезку В0 — и так для каждой клепки.
Бондари обычно буквенные обозначения на шаблоне не ставят, вместо них они ножом делают тонкие зарубки, а наклеенную бумагу снимают с поверхности дерева шлифовальной шкуркой. Определяя ширину узких частей клепки, каждый раз отступают вправо на одно деление. Но не всегда ширина измеряемой клепки соответствует какой-либо зарубке. Ее размер может оказаться и между зарубками, поэтому, чтобы сделать шкалу более точной, между длинными зарубками наносят еще и короткие. Шаблон станет более удобным, если зарубки нанести и с обратной стороны.
Есть еще более точный шаблон (рис. 1Г). Им можно определять ширину клепки в сантиметрах. На одной стороне этого шаблона дугообразный вырез соответствует большему диаметру, на другом — меньшему. Большую дугу разделите на сантиметры, например на 7 см, как на нашем рисунке. На малой дуге отложите отрезок на 1/5 часть меньше, то есть 5 см 6 мм, и разбейте его на 7 частей. Таким образом, каждая седьмая часть на малой дуге будет равна 8 мм, то есть на 1/5 меньше соответствующего деления на большой дуге. Как пользоваться таким шаблоном, показано на рисунке. При изготовлении плоских бочонков применяют те же станки и инструменты, как и при работе над обычной круглой бочкой. Только при выстругивании клепок используют два шаблона. На рисунке 2 мы показали, как это делается.
Если при изготовлении клепок вы будете пользоваться ла-дилом (рис. 6Б), вам потребуется лекало (рис. 1Б). Для каждого вида клепок изготавливают свое лекало. Рабочая поверхность его должна повторять выпуклую пласть клепки готовой бочки. К ней прижимается клепка при строгании кромок. Лекало делают из твердого дерева— дуба, березы, клена, бука.
» alt=»» />
Перейдем к изготовлению клепок. Для них используют хорошо просушенную древесину дуба, осины, бука, ели, тополя, ивы, сосны, кедра, лиственницы и других деревьев. Клепку ставят на бочарный чурбан и обтесывают топором с полукруглым лезвием. Придав клепке форму призмы, на 1/5 часть уменьшают ее толщину в середине (см. рис. 1). Если заготовлены клепки радиальной выполки (см. изготовление кадки), у которых годичные слои идут параллельно узкой грани, то их сразу же можно обрабатывать. У клепок тангентальной выколки годичные слои идут почти параллельно широким пластям клепки. Поэтому, прежде чем обрабатывать их, разберитесь, в какую сторону изогнуты годичные слои. Древесину стесывают с той стороны, куда годичные слои обращены вогнутыми частями концентрических кругов или в направлении, близком к этому (рис. 10).
Затем приступают к скруглению наружной пласти. Сначала топором вчерне стешите боковые кромки (рис. 2). Измерьте шаблоном ширину клепки в середине и определите ее размеры у торцов. Затем по слегка изогнутой дуге скосите клепку к торцам, с боковых кромок снимите фаску (рис. 3). Чистовую обработку ведут прямыми и вогнутыми скобелями на бондарной скамье или же рубанком на верстаке. Прямым скобелем (рис. 4А) и рубанком с прямым лезвием (рис. 4Б) строгают наружную пласть клепки.
Правильность всех этих операций проверяют шаблоном. Внутреннюю пласть клепки обрабатывают полукруглым скобелем или рубанком-горбачом (рис. 5А, Б). В последнюю очередь строгают кромки. От этой операции зависит герметичность бочки. Кромки строгают на бондарном фуганке, постоянно сверяя правильность их скосов по шаблону (рис. 6А). Если же операцию выполняют в ладиле, то пользуются лекалом. Вставленное в ладило, оно обеспечивает правильность фуговки кромок (рис. 6Б).
Теперь поговорим о сборке остова бочки. Стянутые обручами клепки называют в бондарном деле остовом. Сначала собирают его с помощью рабочих металлических обручей. Чтобы при необходимости бочку можно было разобрать и снова собрать, клепки помечают порядковыми номерами на внешней и внутренней пластях.
Уторный обруч прикрепляют зажимами к трем клепкам (рис. 7). Между ними по порядку вставляют промежуточные клепки, как можно плотнее прижимая их друг к другу. Вставка последней замыкающей клепки требует особой внимательности и осторожности. Она может оказаться слишком широкой и не будет входить в набор. Тогда соседние клепки временно прикрепляют зажимами к обручу (рис. 8). Клепку подстругивают и устанавливают на место, а зажимы убирают. Для надежности сборки на остов набивают набойкой еще один так называемый шейный обруч (рис. 9).
Чтобы стянуть обручами распущенную половину остова, ее необходимо хорошенько пропарить в кипящей воде в течение 15—30 минут (рис. 10). Древесину липы, осины, ели, сосны, тополя пропаривают меньше, чем дуб, бук, клен. Время это зависит также от длины и толщины клепок, от степени крутизны боковой поверхности остова. Например, тонкие клепки с незначительным изгибом распаривать вовсе не нужно.
Распаренные клепки стягивают бондарным воротом. Известно множество конструкций воротов. Самый простой состоит из вертикального вращающегося бревнышка, которое закрепляют в мастерской между потолком и полом. К бревнышку привязывают толстую веревку, обвивают ею распущенную часть остова, свободный конец веревки закрепляют на скобе, вбитой в стену. В отверстие, просверленное в бревнышке, вставляют лом. Работает ворот так. На вращаемое ломом бревнышко наматывается веревка, петля вокруг бочки уменьшается и прочно стягивает концы клепок (рис. 11). Затем на них надевают уторный рабочий обруч (рис. 12).
Чтобы закрепить клепки в изогнутом состоянии, а также увеличить плотность и прочность древесины, остов закаливают и просушивают. Существует множество способов закалки. Так старые мастера клали в остов стружки и поджигали их. Затем остов медленно перекатывали, следя за тем, чтобы древесина не обуглилась, а лишь слегка подпалилась, приобрела золотистый оттенок. Проще всего клепки опаливать паяльной лампой или горелкой для просмолки лыж. Разумеется, делать это нужно в стороне от жилых и хозяйственных построек. Небольшие бочонки можно не обжигать, а высушивать при достаточно высокой температуре, например, в духовке или русской печи.
После закалки и сушки с бочкой проделывают те же операции, что и с кадушкой: торцуют, обрабатывают внутри скобелкой, зачищают горбачом внутренние поверхности клепок и нарезают в них уторы. В самой широкой клепке сверлят коловоротом отверстие под пробку (рис. 13). В бондарном деле пробку называют гвоздем. Гвоздь вытачивают на токарном станке или же вырезают вручную из древесины липы.
Сколоченные заранее донышки вставляют поочередно в уторы, сняв предварительно уторный обруч и ослабив шейный (рис. 14). Как только скосы донышка войдут в утор, шейный обруч равномерно осаживают и надевают вновь с помощью натяга уторный обруч (рис. 15). В той же последовательности вставляют второе донышко. Убедившись, что бочка собрана правильно, рабочие обручи поочередно снимают, зачищают поверхность клепок скребками и шлифуют наждачной бумагой. Затем вместо рабочих обручей надевают постоянные — металлические или деревянные.
Готовую бочку нужно проверить — не течет ли. Если щели небольшие — не страшно. Вода из них будет сочиться только в первые минуты, пока древесина не набухнет. Если же бочка будет течь и через полчаса, принимайте меры.
Чаще всего бочка или кадка, как говорят, течет уторами — жидкость просачивается между донышком и клепками. Вот тут-то на выручку бондарю лриходит так называемая бочарная трава. Связанная пучками, висит она где-нибудь в сухом месте под крышей или под потолком мастерской. Бочарной травой называют всем известные листья рогоза и стебли камыша. Эти растения растут в сырых местах и по берегам прудов, рек. Если щель обнаружена между клепками, в нее вставляют высушенный плоский лист рогоза, а если в уторах — стебель камыша. Перед тем как вставить траву между клепками, обручи ослабляют, чтобы щель увеличилась. Вставив рогоз, обручи ставят на место. Обнаружив течь в уторах, снимают уторный обруч и вынимают донышко. Вложив бочарную траву, донышко вставляют вновь и стягивают уторным обручем.

Готовые бочки, изготовленные из липы, осины, ольхи, тополя, ели, достаточно пропарить кипятком. А вот дубовые требуют специальной обработки. Сначала их на две-три недели заливают холодной водой. Через день воду меняют, наблюдая за ее окраской. В первые дни вода будет окрашиваться в светло-коричневый цвет, затем она будет постепенно светлеть. Как только слитая из бочки вода станет совершенно чистой, ее заменяют теплым водным раствором питьевой соды (20 г на 1 литр). Через полчаса бочку промывают сначала горячей, а затем холодной водой. Только после этого дубовую бочку можно использовать для хранения пищевых продуктов.
Вконтакте
Google+
LiveJournal
Мой мир
svoya-izba.ru