Время чтения: 9 минут
Любой электрический прибор состоит из множества компонентов, обеспечивающих его стабильную работу. И сварочный аппарат не стал исключением. Если разобрать инвертор и внимательно его осмотреть, станет ясно, что электрических компонентов очень много и разобраться в них с первого взгляда просто невозможно.
В таких ситуациях выручает принципиальная электрическая схема инверторного аппарата. В этой статье мы расскажем, что такое принципиальная схема сварочного инвертора. Вы также узнаете, каковы схемы четырех популярных инверторов от Ресанты: САИ 220, САИ 250ПРОФ, САИ 190 и САИ 160.
Содержание
В общем смысле, схема — это способ упрощенного представления какого-либо электронного прибора. Говоря о сварочных аппаратах, обычно используют термин «принципиальная схема». Принципиальная схема показывает расположение и взаимосвязь всех электронных компонентов инвертора. Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.
Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.
Электросхема инверторного сварочного аппарата содержит полную информацию не только о взаимосвязи всех компонентов, но и названия этих самых компонентов. С помощью схемы можно найти любой компонент в самом инверторе и, например, заменить его на новый. Проще говоря, схема — то список всех электронных компонентов сварочного инвертора и изображение их взаимосвязи.
Далее мы расскажем о четырех популярных китайских сварочных инверторах от бренда Ресанта. Именно китайских, а не латвийских, как многие путают.
Аппарат Ресанта САИ 220 — это один из самых популярных сварочных инверторов из всей линейки САИ. При этом один из самых дорогих среди своих «собратьев». Дороже разве что модель САИ 250ПРОФ, о которой мы расскажем позже.
Модель Ресанта САИ220 предназначена для сварки с использование покрытых электродов. Аппарат не подходит для профессионального применения, только для бытового использования. Тем не менее, этот сварочный инвертор успешно справляется с несложным ремонтом на даче или в гараже. Он также подойдет для изучения азов сварки.
Тем не менее, этот сварочный инвертор успешно справляется с несложным ремонтом на даче или в гараже. Он также подойдет для изучения азов сварки.
Теперь о характеристиках. Ресанта САИ 220 выдает до 220 Ампер сварочного тока чего более чем достаточно для новичка или практикующего сварщика. Кстати, взглянув на название аппаратов в линейке САИ несложно догадаться, какая сила тока у той или иной модели В нашем случае, САИ 220 обозначает «220 Ампер». И так со всеми аппаратами в линейке САИ.
Несомненное достоинство бытовых сварочных инверторов вроде САИ 220 — это простота их подключения. Достаточно включить сварочный инвертор в обычную розетку, выдающую плюс-минус 220В и приступить к работе. Не нужны генераторы, стабилизаторы напряжения и прочие агрегаты для подключения аппарата к сети. Кроме того, данная модель очень компактна и немного весит. Аппарат можно повесить на плечо с помощью ремня, идущего в комплекте, и без проблем перевозить. В том числе, в общественном транспорте.
Набор функций стандартен и ничем не отличается от функционала инверторов того же класса. Есть и форсаж дуги, и антизалипание. Словом, все, что упростит ваш труд. Тем не менее, мы рекомендуем почаще отключать эти функции и обучаться самостоятельному поджигу дуги и настройке режимов сварки.
Читайте также: Сварочный аппарат Ресанта. Модели для новичков
Ресанта САИ 220 предупредит вас о перегреве при слишком продолжительной сварке. А при нормальной работе защитит аппарат от перегрузок с помощью встроенной системы охлаждения.
Аппарат поставляется в картонной коробке вместе со сварочными комплектующими. С одной стороны, наличие в коробке сварочных кабелей, держака и зажима все упрощает. Не нужно ничего докупать. Но качество этих комплектующих оставляет желать лучшего. И после пары сварок все равно придется идти в магазин.
Ниже принципиальная электрическая схема сварочного инвертора Ресанта САИ 220.
Начнем с позиционирования. Производитель позиционирует аппарат как профессиональный, но мы с этим не согласны. САИ 250ПРОФ выдает до 250 Ампер сварочного тока, что в целом неплохо для бытовой сварки, но недостаточно для профессиональных работ. Также в инструкции к аппарату указано, что он способен варить электродами диаметром до 6 мм. На деле это сложно осуществимая задача, поскольку аппарату банально не хватает мощности для сварки толстого металла.
Производитель позиционирует аппарат как профессиональный, но мы с этим не согласны. САИ 250ПРОФ выдает до 250 Ампер сварочного тока, что в целом неплохо для бытовой сварки, но недостаточно для профессиональных работ. Также в инструкции к аппарату указано, что он способен варить электродами диаметром до 6 мм. На деле это сложно осуществимая задача, поскольку аппарату банально не хватает мощности для сварки толстого металла.
Мы начали не с самой позитивной ноты, но это не значит, что аппарат плох. Он отлично подойдет для тех, кому важна максимальная производительность при бытовом ремонте и при обучении. При этом данный аппарат так же без проблем подключается в обычную розетку, тогда как профессиональные инверторы требуют напряжения 380В. САИ 250ПРОФ все такой же компактный и удобный в применении, как и другие модели в линейке САИ. Но производитель немного лукавит, называя его профессиональным.
Ниже представлена схема инверторной сварки Ресанта САИ 250ПРОФ.
Теперь о моделях попроще. У Ресанты в линейке САИ есть более бюджетные аппараты, которые тоже заслуживают внимание. А именно, САИ 190 и САИ 160. О САИ 160 мы расскажем позже, а пока поговорим о САИ 190.
У Ресанты в линейке САИ есть более бюджетные аппараты, которые тоже заслуживают внимание. А именно, САИ 190 и САИ 160. О САИ 160 мы расскажем позже, а пока поговорим о САИ 190.
Ресанта САИ 190, как ни трудно догадаться, обеспечивает максимальную силу тока 190 Ампер. Производитель заявляет, что аппарату под силу электроды диаметром до 5 мм. Скажем так: с электродами 3 мм инвертор справляется хорошо, с 4 мм с натяжкой, а с 5 мм с трудом. Так что не стоит рассчитывать на сварку толстого металла. И связано это прежде всего с тем, что заявленная производителем сила тока всегда на практике оказывается немного заниженной. Аппарату просто не хватает мощности для сварки электродами 5 мм.
Начинка у аппарата скромнее, чем у моделей, о которых мы говорили выше. Поэтому и вес вместе с габаритами существенно меньше. САИ 190 весит около 5 кг, что очень удобно. Вы можете без проблем возить его с собой на дачу в электричке, а на зиму увозить в квартиру. Также отметим, что аппарат способен варить и при минусовой температуре, и при очень жаркой погоде. Так что вы сможете выполнять сварку в любое время года.
Так что вы сможете выполнять сварку в любое время года.
Аппарат так же поставляется вместе с дополнительными комплектующими. В коробке помимо инвертора можно найти сварочные кабели, зажим на массу и электрододержатель. Мы рекомендуем сразу заменить их на более качественные. Также при покупке производитель дает гарантию 2 года. Это важный плюс, поскольку Ресанта может похвастаться развитой сетью сервисных центров по всей России. Вам не придется чинить аппарат самому или искать мастера. Можно сразу обратиться к специалисту.
Инверторный сварочный аппарат Ресанта САИ 190 так же легко подключается, как и все модели из линейки САИ. Минимальное напряжение сети необходимое для работы аппарата — 200В. Если у вас напряжение ниже, то рекомендуем присмотреться к модификации САИ 190ПН. САИ 190ПН без проблем работает при нестабильном или пониженном напряжении, но стоит немного дороже, чем САИ 190.
Еще одна важная особенность — это «начинка» аппарата. Основа САИ 190 — это компактные IGBT транзисторы. Они очень маленькие и производительные. Поэтому удалось сделать такой небольшой аппарат, при этом сохранив весь функционал. Но учтите, что аппараты на IGBT транзисторах нуждаются в особом хранении, поскольку очень чувствительны к пыли и влаге. От неаккуратного хранения инвертор может выйти из строя, и ремонт окажется недешевым.
Они очень маленькие и производительные. Поэтому удалось сделать такой небольшой аппарат, при этом сохранив весь функционал. Но учтите, что аппараты на IGBT транзисторах нуждаются в особом хранении, поскольку очень чувствительны к пыли и влаге. От неаккуратного хранения инвертор может выйти из строя, и ремонт окажется недешевым.
Читайте также: Транзисторы для сварочного инвертора
Применение современных транзисторов позволило внедрить в аппарат дополнительные функции, упрощающие сварочный процесс. Они предотвращают залипание электрода, упрощают возбуждение дуги и, в целом, упрощают труд новичка.
Ниже электрическая схема инверторного сварочного аппарата Ресанта САИ 190.
Последний инвертор в нашем списке — это бюджетный аппарат Ресанта САИ 160. Он предназначен для изучения базовых основ сварки и простенького ремонта, вроде сварки теплицы. Это неплохой вариант для новичка или дачника, которому не нужна большая мощность и запредельные характеристики.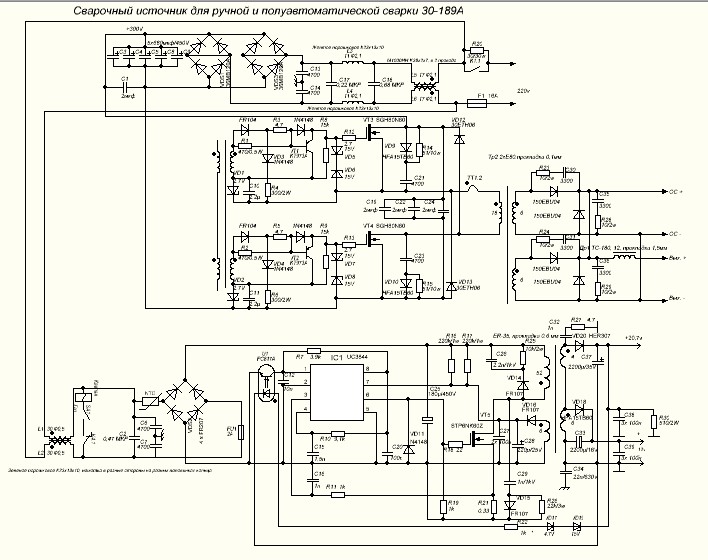
Из названия ясно, что сварщику доступно максимум 160 Ампер сварочного тока. Не сказать, что этого мало. Для домашних работ подойдет. Но не стоит ожидать от этого «малыша» слишком многого. Можно сварить забор или ворота, подлатать бочку. Но на большее не рассчитывайте.
Подключение такое же простое, как и в случае с другими моделями САИ. Просто вставляете вилку в розетку 220В и приступаете к работе. За счет малой мощности аппарат потребляет мало электроэнергии, так что вам не придется беспокоиться о счетах за электричество. Оптимальный диаметр электрода для сварки — 2-3 мм.
Несмотря на скромные характеристики и невысокую цену, аппарат все же оснащен функциями антизалипание и горячий старт. Они понравятся всем новичкам, поскольку избавляют сразу от многих проблем при сварке.
Теперь о комплекте. Здесь он ничем не отличается от остальных инверторов, о которых мы писали выше. Все те же сварочные кабели, держак и масса. Маску придется докупать отдельно, но это скорее плюс, чем минус. В магазине вы сможете подобрать маску под свой размер головы и под свои задачи. А в комплект производители обычно кладут простенькую маску-щиток, которая ломается через месяц применения.
В магазине вы сможете подобрать маску под свой размер головы и под свои задачи. А в комплект производители обычно кладут простенькую маску-щиток, которая ломается через месяц применения.
Также при покупке САИ 160 попросите, чтобы вам подобрали более качественные кабели. Штатные провода плохого качества и не прослужат долго.
Ниже электрическая схема сварочного аппарата Ресанта САИ 160.
Электрические приборы окружают нас повсюду. В любой квартире можно найти холодильник, утюг или микроволновку. Все они состоят из множества электронных элементов, позволяющих им стабильно функционировать. Сварочный инвертор является электроприбором, и в этом смысле не отличается от перечисленных выше предметов. Однако, электросхема сварочного инвертора существенно отличается от любого бытового прибора.
Схема необходима для понимания сути работы инвертора, а также для поиска нужных компонентов. Без схемы невозможен ремонт или изготовление сварочного аппарата своими руками. Поэтому рекомендуем вам разобраться в этой теме, чтобы улучшить свои профессиональные навыки. Желаем удачи в работе!
Поэтому рекомендуем вам разобраться в этой теме, чтобы улучшить свои профессиональные навыки. Желаем удачи в работе!
Как вам статья?
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
 …TIG400
…TIG400 обслуживанию
обслуживанию Чтобы понять полярность в цепи дуговой сварки, прежде всего важно понять конструкцию цепи дуговой сварки. В этой статье обсуждается несколько терминов, используемых в любой электрической цепи, таких как ЭДС, ток и сопротивление.
Компоненты электрической цепи
Нормальная электрическая цепь
Цепь дуговой сварки
Полярность в сварочной цепи
Как изменить полярность?
Другие аспекты сварочного контура
Компоненты электрической цепиЦепь дуговой сварки аналогична обычной электрической цепи. Обычная цепь состоит из движущей силы, которая в данном случае представляет собой электродвижущую силу (ЭДС) или напряжение (В), измеряемое в вольтах. Разность напряжений между любыми двумя точками в цепи определяет управляющий потенциал, необходимый для обеспечения протекания тока между этими двумя точками.
Второй поток. В электрической цепи поток электронов. Скорость потока электронов называется током (I). Это измеряется в амперах.
Это измеряется в амперах.
Третьим компонентом электрической цепи является сопротивление (R). Единицей измерения сопротивления является ом. Каждый компонент в цепи оказывает некоторое сопротивление протеканию тока.
Когда через компонент легко проходит ток, это означает, что его сопротивление низкое. Если он пропускает небольшой ток, это указывает на высокое сопротивление. Сопротивление, создаваемое компонентом, зависит от его собственного характера (то есть удельного сопротивления), его площади поперечного сечения и длины, по которой должен протекать ток.
Обычная электрическая цепь На рисунке ниже показана обычная электрическая цепь. На нем изображены один амперметр, измеряющий силу тока в амперах, вольтметр, измеряющий напряжение в цепи в вольтах, и батарея, обеспечивающая питание. Более длинная линия батареи указывает на положительную клемму. Ток, то есть электроны (будучи отрицательно заряженными) текут от отрицательного полюса к положительному.
Направление тока показано на рисунке. Сопротивление, оказываемое цепью току, обозначено зигзагообразным символом. Сопротивление можно измерить омметром.
Следует иметь в виду, что омметр не следует использовать для измерения сопротивления в цепи при протекании тока.
Цепь дуговой сваркиЭлектрическая цепь аппарата для дуговой сварки в общих чертах аналогична электрической цепи, описанной выше. Рассмотрим рисунок 2 ниже. Аккумулятор был заменен генератором или источником питания. Источник питания обеспечивает потенциал, необходимый для подачи тока по кабелям и к точке дугообразования.
Резистор заменен сварочной дугой, так как дуга является основным источником сопротивления. Большая длина дуги создает большее сопротивление протеканию тока.
Ток в этой цепи также течет от отрицательной клеммы источника питания к положительной клемме.
Полярность в сварочном контуре В первые дни дуговой сварки , сварка выполнялась оголенной проволокой. Провод будет подключен к отрицательной клемме и работать с положительной клеммой. Поскольку ток течет от отрицательного полюса к положительному, такое соединение будет давать 65-75% тепла на 9-м выводе.0057 заготовка (в отличие от электрода).
Провод будет подключен к отрицательной клемме и работать с положительной клеммой. Поскольку ток течет от отрицательного полюса к положительному, такое соединение будет давать 65-75% тепла на 9-м выводе.0057 заготовка (в отличие от электрода).
Большее количество тепла на заготовке означает более глубокое проплавление сварного шва.
Это соединение было названо прямой полярностью. При этом электрод подключается к отрицательной клемме, а заготовка – к положительной.
Со временем стало понятно, что такая концентрация тепла на заготовке не всегда хороша. При сварке цветных металлов и чугуна проблематично, если большая часть тепла направляется на заготовку. Это приводит к увеличению сварочной ванны, что способствует образованию твердых микроструктур в металлах, таких как чугун.
Поэтому для таких случаев, когда желательно минимизировать нагрев основного металла, стали практиковать подключение заготовки к отрицательной клемме, а электрода к положительной клемме. Эта полярность противоположна прежней практике; следовательно, он стал называться обратной полярностью .
Эта полярность противоположна прежней практике; следовательно, он стал называться обратной полярностью .
Более того, когда в моду вошли покрытые электроды, было обнаружено, что они дают наилучшие результаты при обратной полярности. Следовательно, постепенно обратная полярность стала приниматься как одинаково приемлемый вариант, исходя из необходимости основного металла и процесса.
При обратной полярности, как описано выше, электрод подключается к плюсу, а заготовка к минусу. Эта полярность также называется DCEP, сокращенно от положительного электрода постоянного тока.
Наоборот, при прямой полярности – электрод подключается к отрицательной полярности, а заготовка к положительной полярности. Следовательно, эту полярность иногда также называют DCEN, сокращенно от отрицательного электрода постоянного тока.
Как изменить полярность? Раньше у машины было две клеммы — одна положительная, а вторая отрицательная. Кабели, идущие к заготовке и электроду, подключаются к этим клеммам в соответствии с желаемой полярностью.
При изменении полярности кабели необходимо отсоединить и поменять местами на клеммах.
В современных машинах имеется переключатель полярности, который выполняет эту задачу простым нажатием переключателя. Этот переключатель называется переключателем полярности. С помощью этого переключателя сварщик может быстро изменить полярность тока.
Другие аспекты сварочного контураАмперметр в сварочном контуре подключается через сильноточный шунт в сварочном контуре. По сути, это милливольтметр, откалиброванный для получения показаний в амперах. Шунт представляет собой проводник с очень низким сопротивлением.
Вольтметр измеряет напряжение, подаваемое машиной. Это напряжение такое же, как и напряжение на сварочной дуге.
Когда сварка не ведется, вольтметр измеряет напряжение на машине при отсутствии тока. Это напряжение называется напряжением разомкнутой цепи или OCV. OCV выше, чем напряжение, наблюдаемое во время сварки.
Другим важным аспектом контура дуговой сварки является выходная мощность аппарата. Выходная мощность может быть вычислена путем умножения тока и напряжения. Результат будет получен в ваттах. Мощность можно измерить и напрямую, с помощью ваттметра. Ваттметр представляет собой комбинацию амперметра и вольтметра и выдает показания в ваттах.
Выходная мощность может быть вычислена путем умножения тока и напряжения. Результат будет получен в ваттах. Мощность можно измерить и напрямую, с помощью ваттметра. Ваттметр представляет собой комбинацию амперметра и вольтметра и выдает показания в ваттах.
Количество энергии или работы, произведенной машиной, также можно рассчитать путем умножения мощности на время, в течение которого мощность была предоставлена. Эта работа/энергия выражается в джоулях или киловатт-часах.
Речь шла об электрической цепи дуговой сварки. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
Общий —
1910.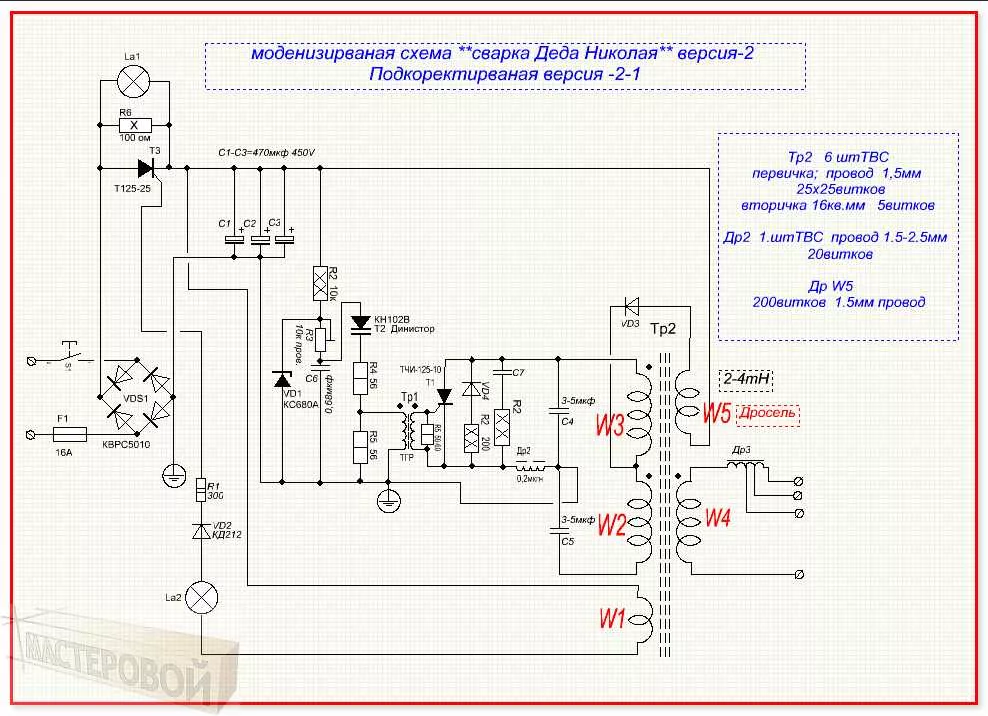 254(а)(1)
254(а)(1)Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
Применение оборудования для дуговой сварки —
1910.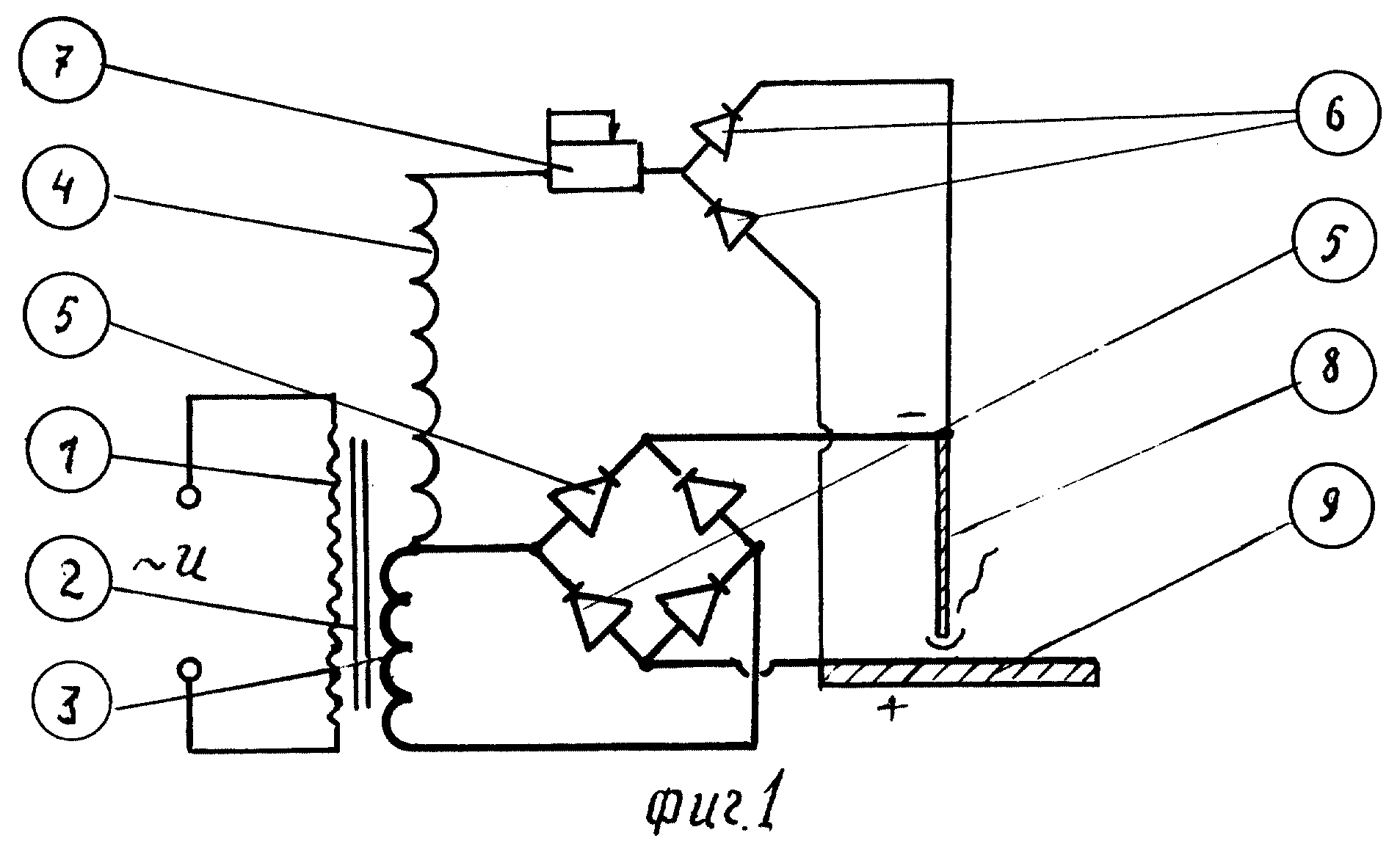 254(б)(1)
254(б)(1)Общий . Гарантия безопасности при проектировании достигается выбором оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910.254(б)(2)Условия окружающей среды .
1910.254(б)(2)(и) Стандартные машины для дуговой сварки должны быть спроектированы и сконструированы так, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
1910.254(б)(2)(ii)(А)Воздействие необычайно агрессивных паров.
1910.254(б)(2)(ii)(Б)Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)Воздействие горючих газов.
1910.254(б)(2)(ii)(Е)Воздействие ненормальной вибрации или ударов.
1910.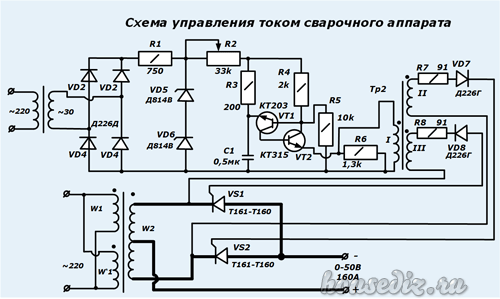 254(б)(2)(ii)(F)
254(б)(2)(ii)(F)Воздействие чрезмерного количества пыли.
1910.254(б)(2)(ii)(Г)Воздействие погодных условий.
1910.254(б)(2)(ii)(Н)Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)Машины переменного тока
1910.254(б)(3)(и)(А)Ручная дуговая сварка и резка — 80 вольт.
1910.254(б)(3)(и)(Б)Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910. 254(б)(3)(ii)
254(б)(3)(ii)Машины постоянного тока
1910.254(б)(3)(ii)(А)Ручная дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)(Б)Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(iii)Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910.254(б)(3)(iv) Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
Дизайн .
1910.254(б)(4)(и)Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать ток ротора двигателя при остановке и может служить в качестве устройства защиты от перегрузки по току, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910.254(б)(4)(ii)На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii) Клеммы ввода питания, устройства переключения ответвлений и металлические части под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.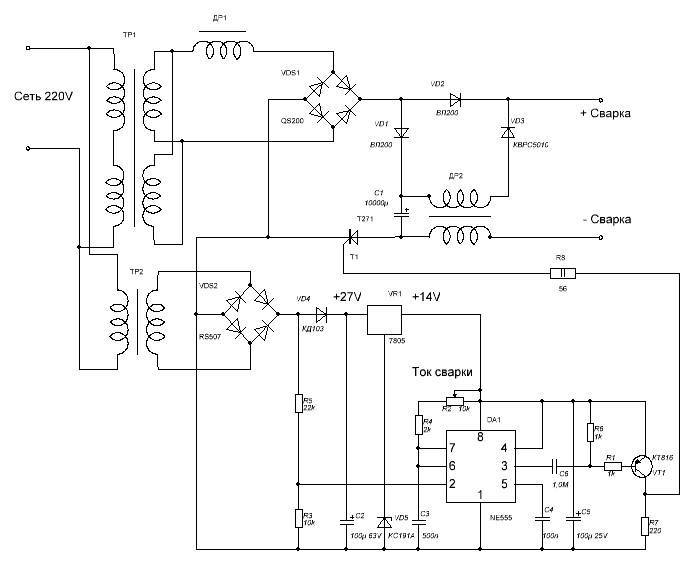
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена использованием: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, и клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в) Никакие соединения для переносных устройств управления, таких как кнопки, которые оператор должен иметь при себе, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
1910.254(с)Установка оборудования для дуговой сварки —
1910.254(с)(1)Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2) Заземление .
Рама или корпус сварочной машины (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910.254(с)(2)(ii)Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения под чеканку и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii) Цепи, тросы, краны, подъемники и подъемники не должны использоваться для подачи сварочного тока.
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)Все соединения заземления должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254(с)(3)Соединения и провода питания .
1910.254(с)(3)(я) На каждом сварочном аппарате или рядом с ним должен быть предусмотрен разъединитель или контроллер, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910.254(с)(3)(iii) Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводов может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
.
При работе нескольких сварщиков на одном сооружении, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В) Все переменного тока машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
Эксплуатация и техническое обслуживание —
1910.254(д)(1)Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(г)(2) Крепление машины . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель перед использованием должен быть расправлен во избежание серьезного перегрева и повреждения изоляции.
Заземление . Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910. 254(д)(7)
254(д)(7)Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)Техническое обслуживание .
1910.254(д)(9)(я) Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность.