
Фото эскизов художественной ковки — лучшая ковка, какую можно придумать. Реализуем любую Вашу фантазию, подкрепленную нашими технологиями. ФОТО ВЫПОЛНЕННЫХ РАБОТ>> (Москва, Московская область, Тула, Тульская область, — много выполненных объектов и изделий)
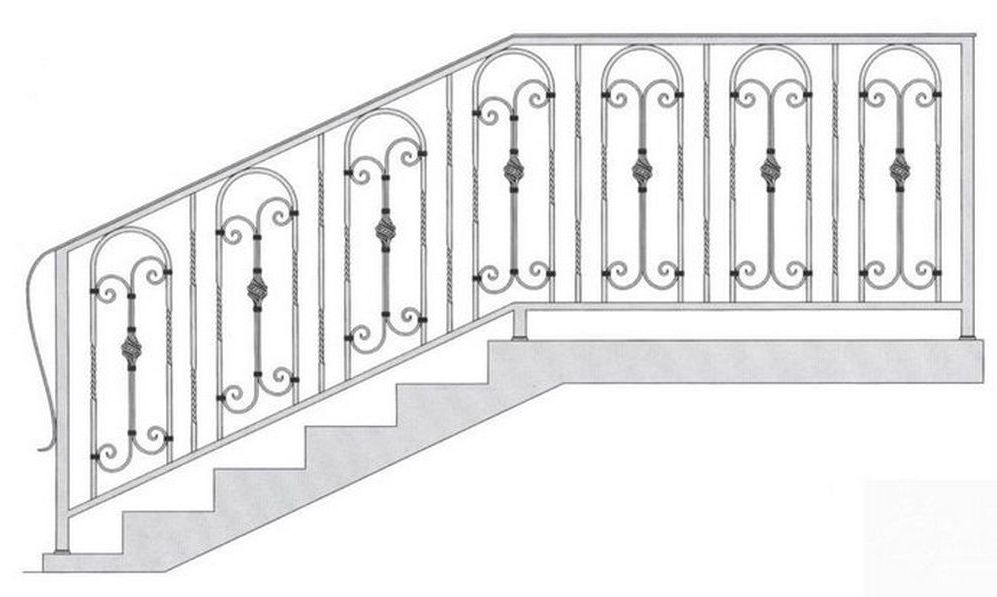
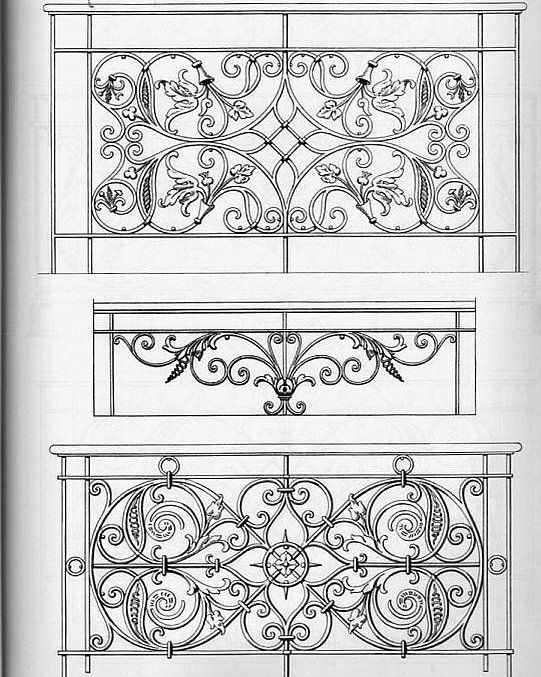
Узоры ковки для лестниц и ограждений представлены различными стилями и типом исполнения (прямые, радиальные, наклонные). Эскизы пополняются, на сайте представлены основные типы, вариации рисунков ковки подбираются по ходу работ над заказом.
ГОТОВЫЕ ЭСКИЗЫ КОВКИ: беседки, балконы, ворота, забор, перила, калитки, лестницы. Послужат для определения того, что Вам нравится или будут основой для разработки нами индивидуального рисунка ковки для Вашего дома…
Наш полный ассортимент художественной ковки металла! >>
ЛЮБОЙ ПОНРАВИВШИЙСЯ ЭСКИЗ, мы можем адаптировать для Вашего кованого изделия — к примеру, рисунок из красивой лестницы гармонично впишется в Вашу калитку.
— Узнайте больше, задав вопрос: VIBER, WhatsApp +79307910041 (можно прислать выбранный рисунок)
Кованые лестницы, перила и ограждения — как и фасады домов и интерьеров создаются сообразно стилю и назначению. Рисунки ковки направлений — классика, этника, модерн, арт-деко и др. идеально подчеркивают образ дома соответствующего стиля и проекта.
Кованый забор, ворота и уютная кованая калитка, которую Вы ежедневно открываете — придадут Вашему дому завершенный архитектурный вид.
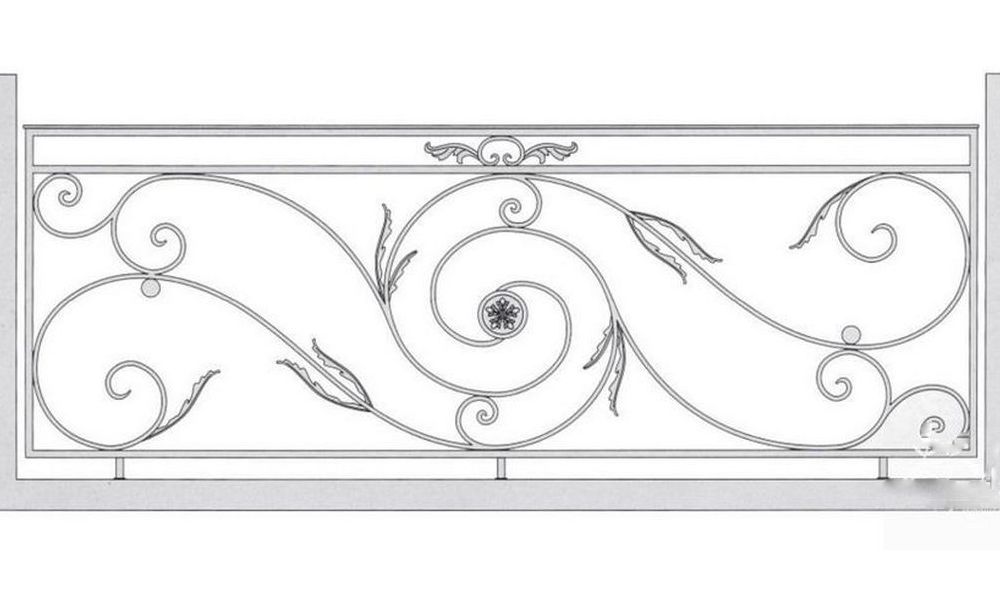
Кованые балконы, французские и обычные, маленькие и большие — для любого дома станут украшением фасада и подчеркнут красоту стильного проекта.
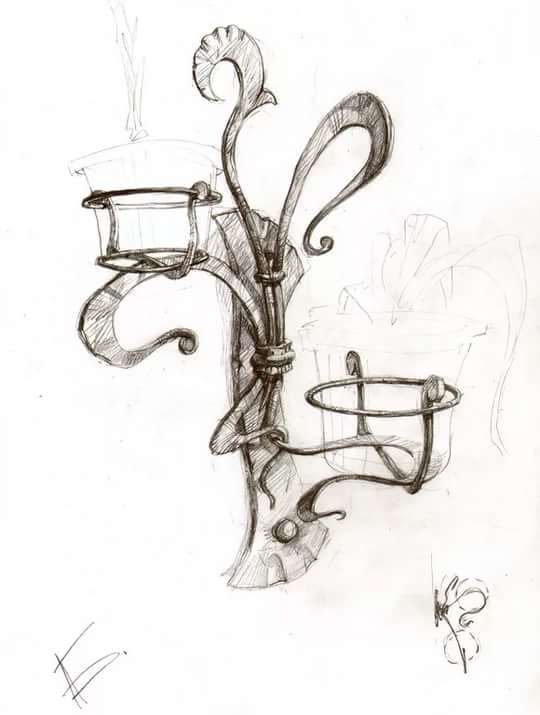
Кованые светильники и люстры различных размеров — от настенных до больших высоких с 3 по 1 этаж.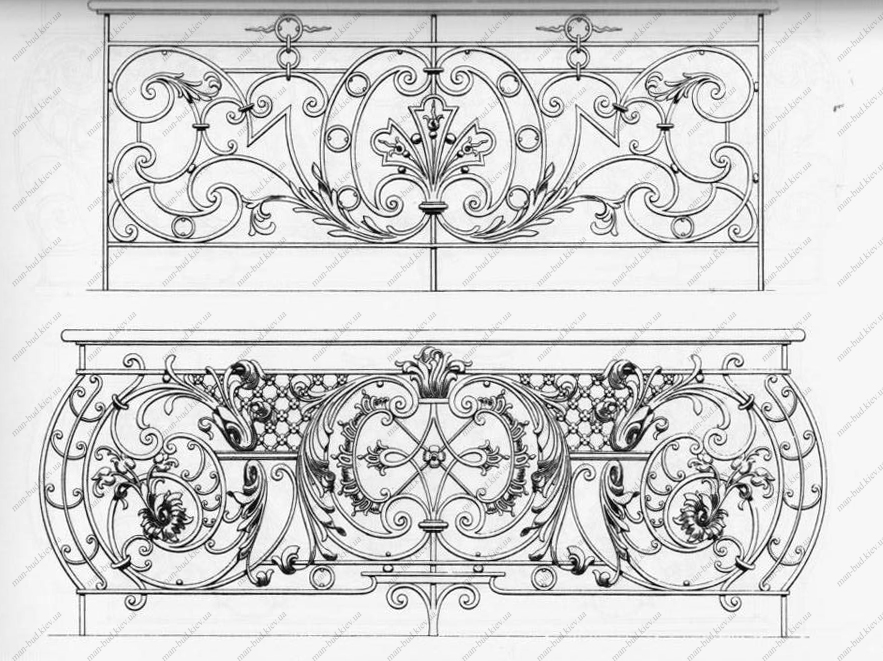 Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
Кованые входные группы, входные лестницы и перила являются основным украшением главного фасада Вашего дома, живыми линиями художественной ковки приглашая войти к себе домой.
Кованые элементы интерьера изящно подчеркивают общий стиль дома и во многих случаях служат гармонизирующим элементом для больших залов, гостинных, каминных, винных погребов или незаполненных пространств арок, проемов, зимних садов.
Выше приведены эскизы и рисунки ковки различных стилей, позволяющих наиболее полно охватить различную реализацию кованых изделий.
Детальные и подробные чертежи проектов прорабатываются под реальные размеры, немного видоизменяясь или дополняя исходный рисунок новыми линиями и элементами.
Только истинный ценитель понимает, как наполняет жизнью любой интерьер ставшая символом роскоши и процветания ковка. Она чудесно вписывается как в классический стиль, так и в современные дизайнерские направления. Как ни странно, металлические предметы могут добавить любому помещению прозрачности, легкости и даже романтики.
Кованые изделия вписываются в убранство любого характера, но должны точно гармонировать с выбранным образом.
Не теряющему актуальности классическому стилю подойдет рисунок с простыми симметричными формами.
В готическом интерьере уместны сложные узоры и переплетения в той же симметрии.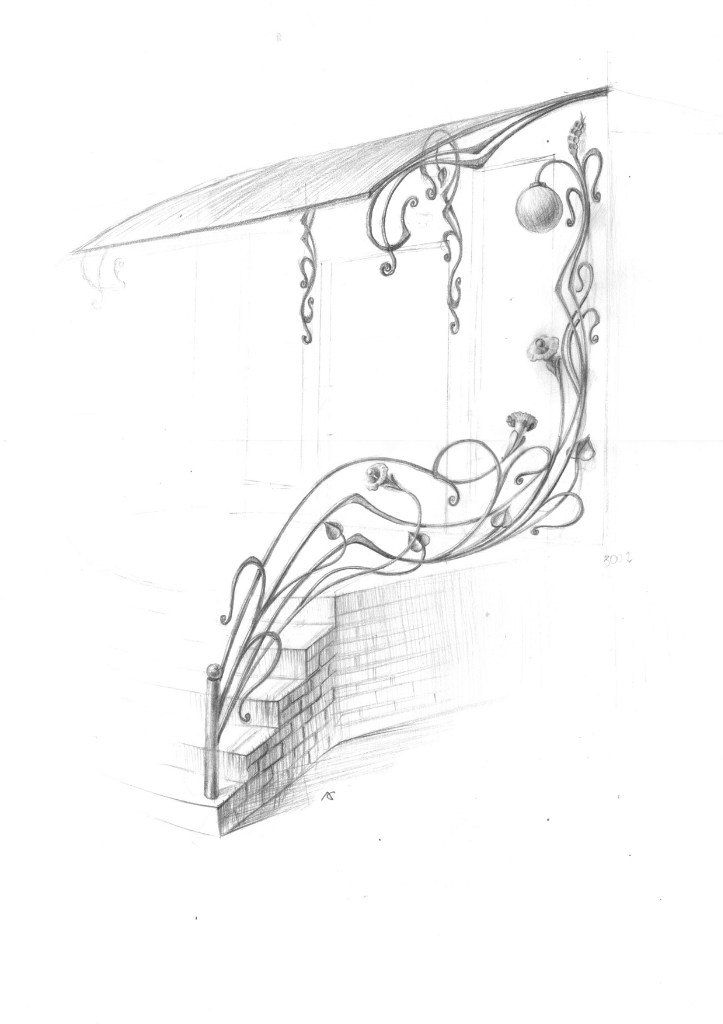
Романский стиль – это массивность и основательность. Здесь применяются толстые линии, словно корни, из которых вырастают крупные завитки или симметричные спирали.
С барокко, пышущим величием и богатой отделкой, сочетаются замысловатые, вычурные узоры.
Ренессанс орнаментируют природные рисунки в виде плодов и листьев, различных спиралей, ягод, собранных в гирлянды.
Рококо наполнят богатством невесомые тонкие линии. Неотъемлемой частью данного стиля являются игривые формы и элегантные объемные цветы.
Модерн декорируют ассиметричные, необыкновенные украшения. Причудливые очертания, лишенные углов, и экзотические цветы отличают этот стиль от остальных.
Ар-деко – вариант модерна, в котором доминируют геометрические формы, мотивы Египта и Древнего востока.
Ампир – это плавные линии, растительные орнаменты, волюты, концы которых скручены в улитку.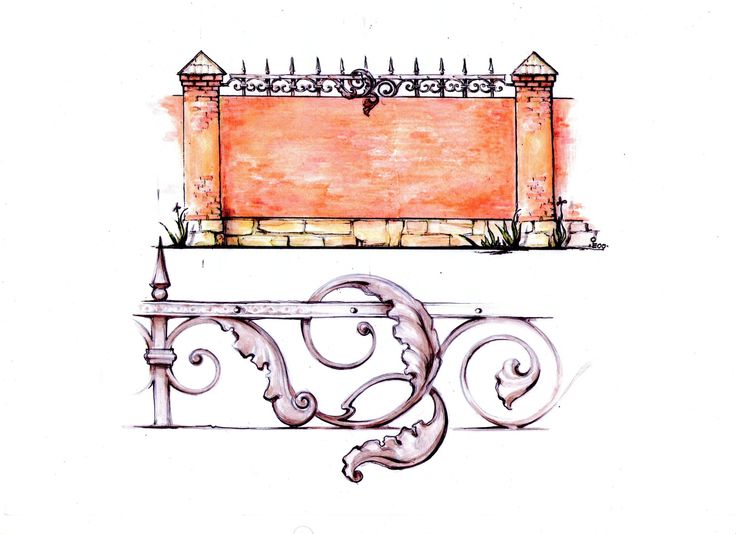 В центре завитка может располагаться цветочный фестон.
В центре завитка может располагаться цветочный фестон.
Русский стиль, отличающийся особой энергетикой, резными орнаментами, характерной натуральностью и простотой, украсят кованые растительные рисунки с цветами по центру.
В хай-тек, выделяющийся своей функциональностью и конструктивизмом, идеально вписываются прямые геометрические линии.
Элементы ковки можно встретить в различных предметах обстановки. От наружной части дома до мебели, используемой в интерьере, и функциональных предметов. Кованые мостики в саду создадут комфорт и уют. Забор с металлическими коваными вставками не просто станет элегантным украшением вашего участка, но и послужит защитой на несколько десятилетий. Ворота, уличные фонари, мангалы, перила, калитки, решетки для растений…
Не каждый мастер ковки может внести волшебную нотку в дизайн помещения. Тут нужен опытный профессионал-художник. Ковка является завершающим этапом украшения интерьера, последним штрихом.
Уже с древних времен сталь признана самым лучшим материалом для ковки, благодаря своему химическому составу. Применяется и более податливые материалы, например, чугун или медь.
Существует два вида ковки: горячая и холодная. Отличаются они как стоимостью, так и художественной ценностью. Горячая ковка – процесс, требующий огромных усилий и специальных навыков. Заготовка нагревается до высоких температур. Затем с помощью молота ей придают задуманную форму. Для соединения деталей используются клепки и хомуты. Работа дорогая, но подобных узоров можно встретить лишь единицы.
С холодной ковкой дела обстоят немного проще. Здесь за мастера работает матрица и пресс. Выглядят исходные детали, тоже красиво и богато, но весь рисунок ковки создается опираясь на видоизмененные, но одинаковые детали — вензеля, завитки, листья. Такие узоры имеют более частое применение.
За долгие годы работы получен бесценный опыт и мастерство. Уверены, что Вы обратитесь к нам.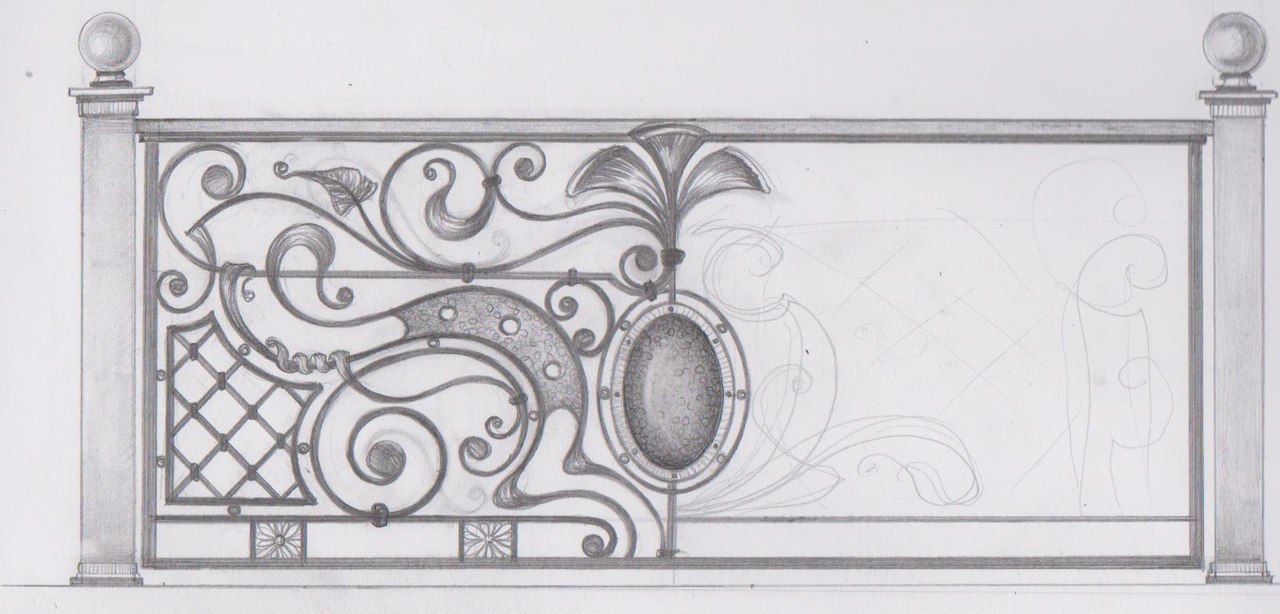
Выполняем работы по Туле, Москве и областям этих городов.
КУЗНЯ «ГЕРОНА»
по адресу: 300041 г. Тула, ул. Ленина д. 12/1
ООО “ГЕРОНА” ИНН 7103518118
официальный сайт: www.tula-kovka.ru
8 (930) 791-00-41
тел. в Туле: (4872) 79-00-41
Часы работы: с 8-00 до 18-00. Выходной — воскресенье.
email: [email protected]
Выбор цвета и патины для ковки >>
Кованые оконные решетки и цветочницы
Кованые заборы, ворота и калитки
Французские балконы и обычные
Кованые козырьки
В вашем браузере отключена поддержка JavaScript. Для просмотра этой страницы нужно включить JavaScript. Чтобы узнать, как это сделать, нажмите здесь.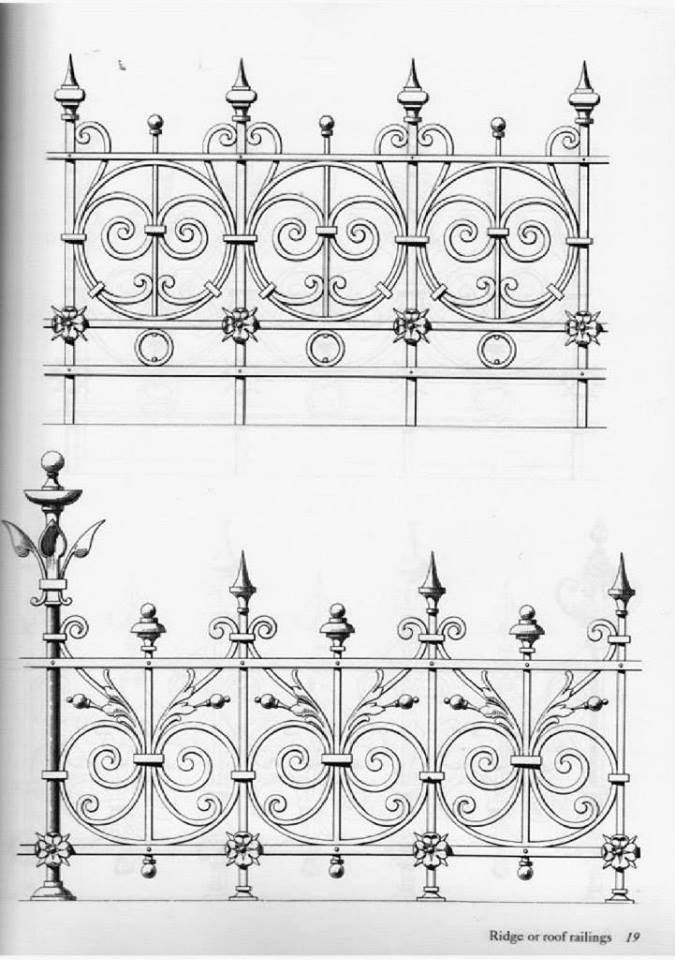
В вашем браузере отключена поддержка JavaScript. Для просмотра этой страницы нужно включить JavaScript. Чтобы узнать, как это сделать, нажмите здесь.
Один из самых главных этапов создания любой вещи является создание ее эскиза, и кованые изделия не исключение. Эскиз – это рисунок изделия, выполненный без соблюдения масштабности размеров, но с соблюдением пропорций изделия. Выполняется такой рисунок для того, чтобы клиент и мастер могли четко представлять объем и вид работы. На основе эскиза в дальнейшем будут изготовлены чертежи, в которых отображаются все необходимые размеры.
Ковка очень красивый способ изготовления металлических изделий. Однако изготовление кованых украшений по четкому чертежу практически невозможно, так как сам процесс выполнения работ, не дает возможности обеспечить достаточную точность.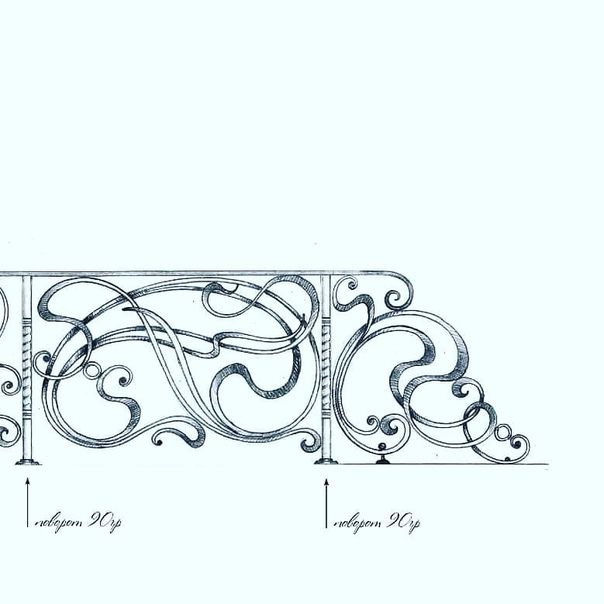 Поэтому при изготовлении применяются эскизы кованых изделий (в дальнейшем кованые эскизы).
Поэтому при изготовлении применяются эскизы кованых изделий (в дальнейшем кованые эскизы).
Причины изготовления эскизов:
Именно по этим причинам перед началом выполнения работ, всегда рисуется эскиз.
В отличии от рисунка любой другой вещи, кованные эскизы являются уже готовым вариантом, и в дальнейшем не будет переделываться. Поэтому они имеют несколько особенностей:
Учитывая все эти особенности, мастер с большой тщательностью выполняет рисунок.
Для чего рисовать эскиз. Если можно сделать фотографию? Если, вы заказываете изделие серийного производства, то в принципе достаточно будет и фотографии. Но, в случае изготовления индивидуального заказа, кованые эскизы обязательны. Они могут быть:
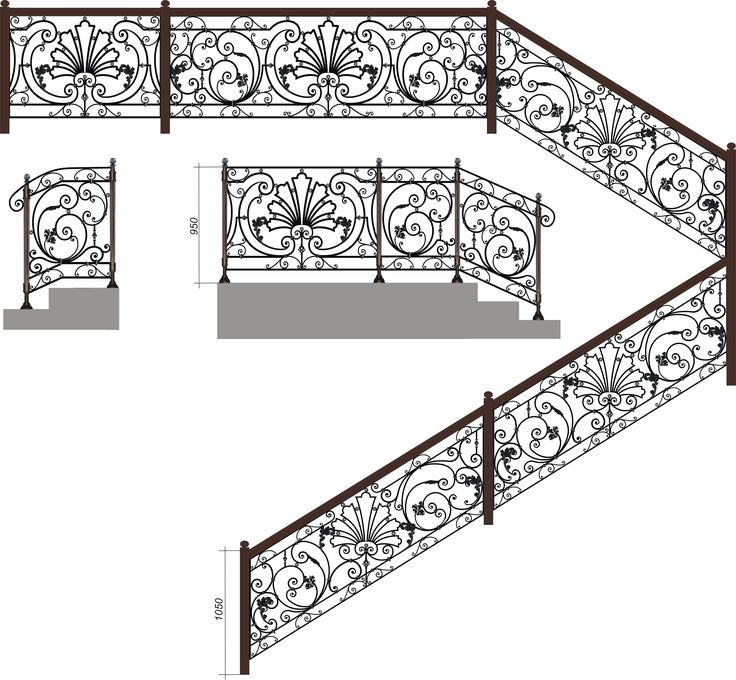
 В случае изготовление украшений для других изделий, или изготовления всевозможных секций оград, ворот и т.д., эскизы кованых изделий могут входить в состав других чертежей, или общего вида объекта. Таким образом, определяется внешний вид и полные размеры будущего изделия.
В случае изготовление украшений для других изделий, или изготовления всевозможных секций оград, ворот и т.д., эскизы кованых изделий могут входить в состав других чертежей, или общего вида объекта. Таким образом, определяется внешний вид и полные размеры будущего изделия.Изготовление элементов и деталей при помощи ручной ковки, практически искусство, сродни живописи. Именно поэтому кованые эскизы не потеряли популярности в настоящее время. И многие мастерские нанимают отдельных людей, с талантом художника, для работы над такими проектами.
Для того, что бы правильно выполнить эскиз, художник должен иметь некоторые навыки:
Этапы выполнения эскиза:
Изготовление эскизов кованых изделий – трудоемкий и сложный процесс, требующий от художника определенных навыков и строго соблюдения правил, как чертежного дела, так и художественного рисования. Правильное изготовление эскиза – гарантия соблюдения всех пожеланий заказчика и размеров изделия. Изготовление кованых элементов слишком трудоемкий процесс, что переделывать его заново. Поэтому, если вам предлагают сделать работу без эскиза «на глаз» не соглашайтесь, пожалейте ваше время и деньги. Четкое соблюдение всех элементов и размеров эскиза – гарантия качественного изготовления детали.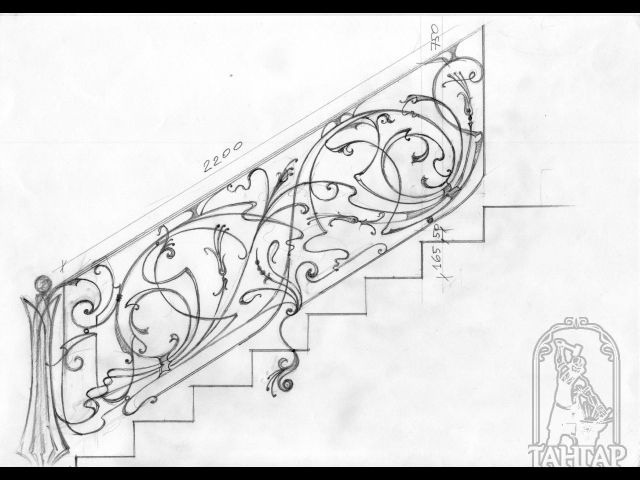
Операции ковки — это задачи, которые должны выполняться в процессе ковки, прежде чем объект можно будет идеально выковать, эти операции бывают разных типов. Я думаю, это наша цель здесь, так что давайте приступим к делу!
Содержание
Ниже описаны операции, выполняемые при ковке:
Эти операции ковки выполняются для увеличения площади поперечного сечения заготовки для увеличения длины. Сила приложена в направлении, параллельном длинной оси. Хорошим примером операции высадки является головка болта.
Подробнее: Что такое процесс ковки?, его преимущества и недостатки
Эти виды кузнечных операций выполняются для удлинения металла за счет вытягивания и растяжения в поперечном сечении.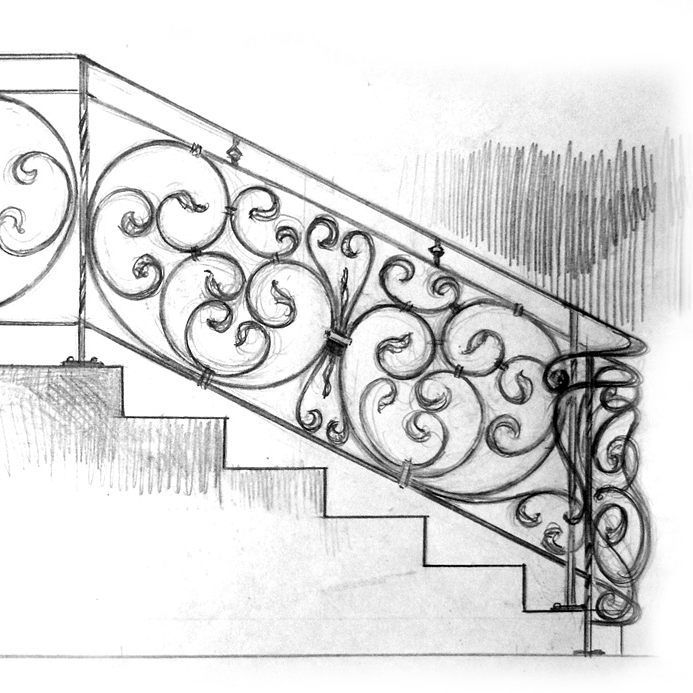 Сила приложена перпендикулярно оси длины.
Сила приложена перпендикулярно оси длины.
Гибка :
Операция гибки является наиболее распространенной и простой ковкой. Это делается для придания витку формы металлическому стержню или пластине.
Читать далее: Различные виды кузнечных инструментов и оборудования
дол — это операции ковки, при которых нижний дол помещается в угловое отверстие с нагретым металлом, а верхний наполнитель помещается над долом. металл, усилие прикладывается через верхний наполнитель с помощью кувалды.
Эта операция ковки выполняется путем штамповки или принудительного придания металлической пластине желаемой формы. Заготовка вдавливается между двумя кромками штампа.
Подробнее: Различные виды дефектов ковки, причины и меры по их устранению
Резка – операция ковки, выполняемая, когда металл необходимо разрезать на части. Операция выполняется, когда металл находится в раскаленном состоянии, с помощью зубила и молотка.
Эта операция ковки выполняется для уменьшения готовой работы до желаемого размера и формы, обычно круглой или шестиугольной. Нижний обжим используется для небольших работ, в то время как большие работы выполняются обжимным блоком.
Подробнее: Различные типы процесса ковки
Эти типы операций ковки выполняются, когда необходимо соединить два куска металла для увеличения длины. Операция выполняется путем нажатия или удара молотком по заготовке край за краем, пока она не приклеится.
Эта операция ковки выполняется для получения отверстий в заготовке. Заготовку помещают на полую цилиндрическую матрицу, помещая пуансон в область, где требуется отверстие.
Подробнее: Разница между ковкой и литьем
Правка и установка выполняются для получения гладкой поверхности с помощью плоского или молотка. Эта операция выполняется после того, как долбление оставляет рифленую поверхность металла или после того, как заготовке придается форма с помощью молота.
Эта операция выполняется после того, как долбление оставляет рифленую поверхность металла или после того, как заготовке придается форма с помощью молота.
Подробнее: Различные виды работы на токарных станках
На этом все, разные виды кузнечных операций. Я надеюсь, что вы многое почерпнули из этого поста, если да, поделитесь им с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Главная Типы процессов ковки
Существует три основных метода (или процесса) изготовления кованой детали.
Штамповка штампом фунтов или прессует металл между двумя штампами (называемыми оснасткой), которые содержат предварительно вырезанный профиль нужной детали. Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле выкованы в холодном состоянии.
Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле выкованы в холодном состоянии.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
Технологические возможности
Обычно называемая ковкой в штампах, штамповка стальных, алюминиевых, титановых и других сплавов позволяет получить практически безграничное разнообразие трехмерных форм весом от нескольких унций до более 25 тонн. Штампованные поковки обычно производятся на гидравлических прессах, механических прессах и молотах с усилием до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих оттиски формы детали, соединяются вместе, когда поковочная заготовка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы свободной ковки. Дополнительную гибкость при формовании как симметричных, так и несимметричных форм обеспечивают различные операции предварительной формовки (иногда гибки) перед ковкой в штампах чистовой обработки.
Дополнительную гибкость при формовании как симметричных, так и несимметричных форм обеспечивают различные операции предварительной формовки (иногда гибки) перед ковкой в штампах чистовой обработки.
Геометрия деталей варьируется от самых простых для ковки простых сферических форм, блочных прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие стенки и относительно высокие вертикальные выступы, такие как ребра и бобышки. . Хотя многие детали в целом симметричны, другие включают в себя всевозможные конструктивные элементы (фланцы, выступы, отверстия, полости, карманы и т. д.), которые в совокупности делают поковку очень несимметричной. Кроме того, детали могут быть согнуты или изогнуты в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равномерными или плоскими.
Большинство технических металлов и сплавов могут быть кованы с помощью обычных штамповочных процессов, среди них: углеродистые и легированные стали, инструментальные стали, нержавеющие, алюминиевые и медные сплавы, а также некоторые титановые сплавы. Материалы, чувствительные к скорости деформации и температуре (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребовать более сложных процессов ковки и/или специального оборудования для ковки в штампах.
Материалы, чувствительные к скорости деформации и температуре (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребовать более сложных процессов ковки и/или специального оборудования для ковки в штампах.
Вернуться к началу
Большая часть ковки выполняется в виде горячей обработки при температуре до 2300 градусов по Фаренгейту, однако одним из вариантов штамповки является холодная ковка. Холодная ковка включает в себя множество процессов: гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, что позволяет получать детали самых разных форм. Температура металлов, подвергаемых холодной ковке, может колебаться от комнатной до нескольких сотен градусов.
Технологические операции
Графическое изображение этапов процесса.
Возможности процесса
Холодная ковка включает в себя множество процессов гибки, холодной вытяжки, холодной высадки, чеканки, экструзии, штамповки, накатки резьбы и т. д., что позволяет получать детали различных форм. К ним относятся различные валообразные элементы, чашеобразные геометрические формы, полые детали со штоками и валами, всевозможные высаженные (головчатые) и изогнутые конфигурации, а также их комбинации.
д., что позволяет получать детали различных форм. К ним относятся различные валообразные элементы, чашеобразные геометрические формы, полые детали со штоками и валами, всевозможные высаженные (головчатые) и изогнутые конфигурации, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, были изготовлены методом горячей экструзии. При холодной ковке стального прутка, проволоки или прутка нередки валообразные детали с изгибами в 3-х плоскостях и головками.
Типичные детали наиболее рентабельны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматической обработке. Варианты материалов варьируются от низколегированных и углеродистых сталей до нержавеющей стали серий 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда горячая ковка предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода, или когда можно исключить отжиг в процессе.
Холодная штамповка, часто выбираемая для интегральных конструктивных элементов, таких как встроенные фланцы и бобышки, часто используется в деталях автомобильного рулевого управления и подвески, антиблокировочных тормозных системах, скобяных изделиях, компонентах защиты и других приложениях, где требуется высокая прочность, жесткие допуски и объем. производство делает их экономичным выбором.
При этом химически смазанная заготовка прутка вдавливается в закрытую матрицу под экстремальным давлением. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямое выдавливание включает поток стали в направлении силы ползуна. Применяется, когда необходимо уменьшить диаметр стержня и увеличить длину. Экструзия в обратном направлении, когда металл течет против силы ползуна, создает полые детали. При осадке металл течет под прямым углом к силе ползуна, увеличивая диаметр и уменьшая длину.
Наверх
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение заготовки является ключом к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть выкованы или спрессованы таким образом.
Движение заготовки является ключом к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть выкованы или спрессованы таким образом.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
Возможности процесса
Ковка в открытых штампах позволяет производить поковки весом от нескольких фунтов до более чем 150 тонн. Этот процесс, называемый открытым штампом, потому что металл не ограничивается сбоку штампами во время ковки, постепенно придает исходной заготовке желаемую форму, чаще всего между штампами с плоской поверхностью. На практике ковка в открытых штампах включает в себя множество вариантов процесса, позволяющих производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную структурную целостность для огромного металлического компонента, возможности свободной ковки в огромных размерах делают ее очевидным выбором по сравнению с альтернативами, не связанными с ковкой.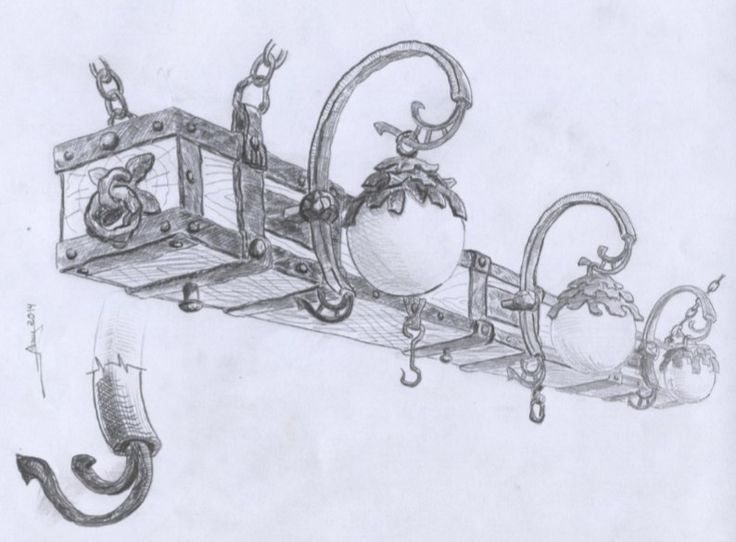 В верхней части диапазона размеров поковки в открытых штампах ограничены только размером исходной заготовки, а именно, самым большим слитком, который можно отлить.
В верхней части диапазона размеров поковки в открытых штампах ограничены только размером исходной заготовки, а именно, самым большим слитком, который можно отлить.
Практически все поддающиеся ковке сплавы черных и цветных металлов могут быть кованы в свободном штампе, включая некоторые экзотические материалы, такие как упрочняющиеся при старении суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Возможности открытой формы матрицы действительно широки. В дополнение к круглым, квадратным, прямоугольным, шестиугольным и другим основным формам прутки с открытым штампом могут производить:
В отличие от последовательных операций ковки в последовательности штампов, несколько операций свободной ковки могут быть объединены для получения требуемой формы. В то же время эти методы ковки могут быть адаптированы для достижения надлежащей общей деформации и оптимальной структуры потока зерен, тем самым максимально улучшая свойства и предельные характеристики для конкретного применения. Ковка цельной заготовки зубчатого колеса и ступицы, например, может повлечь за собой несколько операций волочения или объемной ковки с последующей осадкой. Точно так же заготовки для колец могут быть изготовлены путем осадки слитка с последующим прокалыванием центра перед ковкой кольца.
Вернуться к началу
Ковка бесшовных катаных колец обычно выполняется путем пробивки отверстия в толстом круглом куске металла (создание отверстия в толстом круглом куске металла).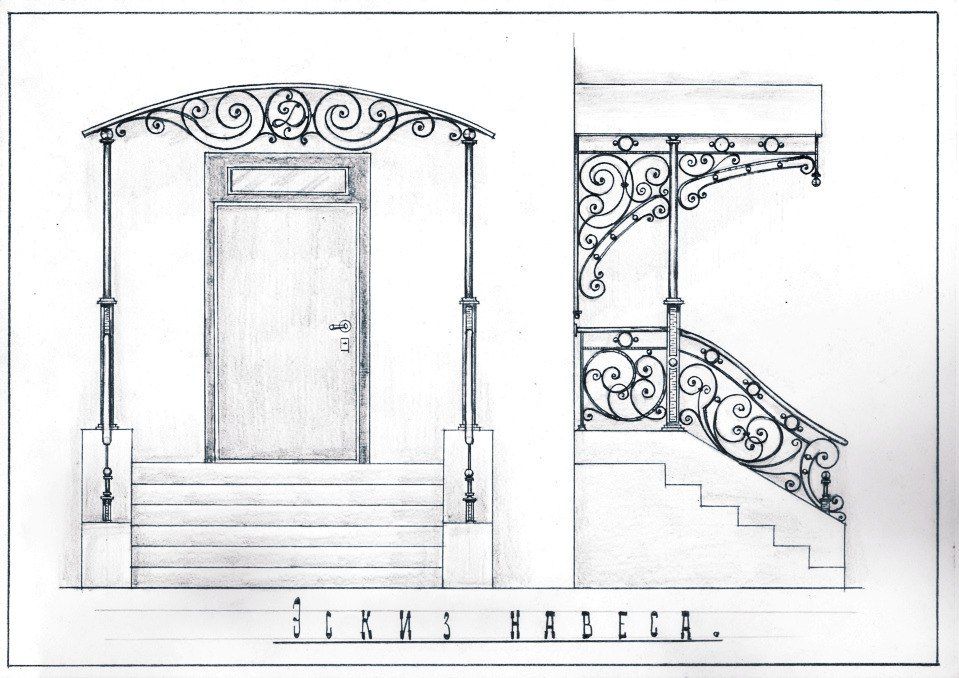 затем скатывание и сжимание (или, в некоторых случаях, растирание) пончика в тонкое кольцо. Диаметр кольца может быть от нескольких дюймов до 30 футов.
затем скатывание и сжимание (или, в некоторых случаях, растирание) пончика в тонкое кольцо. Диаметр кольца может быть от нескольких дюймов до 30 футов.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
Возможности процесса
Кольца, выкованные методом прокатки бесшовных колец, могут весить от < 1 фунта до 350 000 фунтов, а наружный диаметр варьируется от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, аэрокосмической промышленности, внедорожном оборудовании и других критических областях применения.
Конфигурации бесшовных колец могут быть плоскими (как шайба) или иметь более высокие вертикальные стенки (приближающиеся к полому цилиндрическому сечению). Высота катаных колец варьируется от менее дюйма до более 9футов..jpg) В зависимости от используемого оборудования соотношение толщины стенок и высоты колец обычно колеблется от 1:16 до 16:1, хотя при специальной обработке достигаются и большие пропорции. На самом деле, бесшовные трубы до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах усилием от 20 до 30 000 тонн.
В зависимости от используемого оборудования соотношение толщины стенок и высоты колец обычно колеблется от 1:16 до 16:1, хотя при специальной обработке достигаются и большие пропорции. На самом деле, бесшовные трубы до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах усилием от 20 до 30 000 тонн.
Несмотря на то, что базовые формы с прямоугольным поперечным сечением являются нормой, кольца со сложными функциональными поперечными сечениями могут быть изготовлены практически для любых конструктивных требований. Удачно названные, эти контурные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и/или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций механической обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичной консолидации деталей. По сравнению с бесшовными катанными кольцами с плоской поверхностью максимальные размеры (высота поверхности и наружный диаметр) профильных катаных колец несколько ниже, но все же имеют очень внушительные размеры.