Часто владельцы частных территорий и автомобилей сталкиваются с проблемами, подразумевающими сварочные работы. Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Контактная сварка необходима для соединения изделий невысокой плотности, имеющих небольшой диаметр. Рабочее действие производится разогревом металла, на который действует сила тока неоднородного происхождения.
Сваривание контактного типа в домашних условиях подразумевает наличие розетки с мощным выходом напряжения в тысячи Ампер. Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм.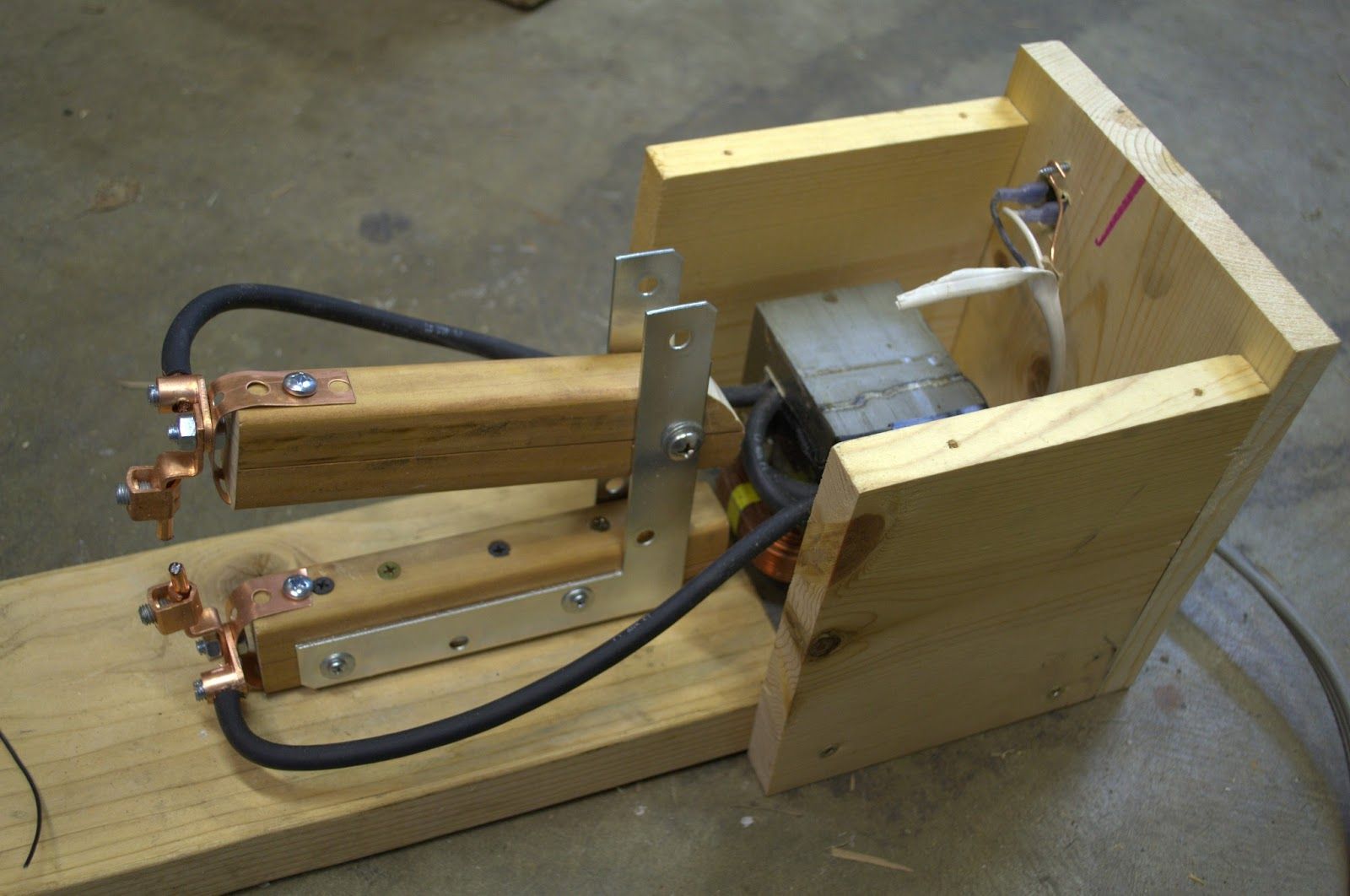
Контактная сварка — это процесс, при котором пайка соединительных участков производится по всей торцевой площади стыковки. Сварочный процесс выполняется методом сопротивления или плавления. В зависимости от значений этих данных, определяют два режима: жесткую и мягкую пайки. Также можно выделить главные типы сварок:
стыковая;
точечная;
шовная.

Технологический процесс контактной пайки производится точечным способом. Исходник зажимается электродом, через который проходит высокоамперное напряжение. Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Контактная точечная сварка проводиться путем прохождения тока через стык деталей для соединения с одинаковым химическим составом. После полноценного накала в сварочной области происходит осадка. Электроды, передающие ток на изделие, производят осадку, при шовном соединении образуя роликовую форму, которая катится по стыку. Из-за этого сварка такого типа получила название роликовая.
Обработанный участок изделий крепко смыкают друг с другом и подают сварочный ток. Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Сваркой сопротивлением можно паять элементы, содержащие низкоуглеродисту
Контактная сварка своими руками под действием непрерывного оплавления осуществляется по таким этапам:
Части изделий плотно зажимаются машинным крепежом и не спеша перемещают подвижный зажим на стыковочные места после запуска прибора.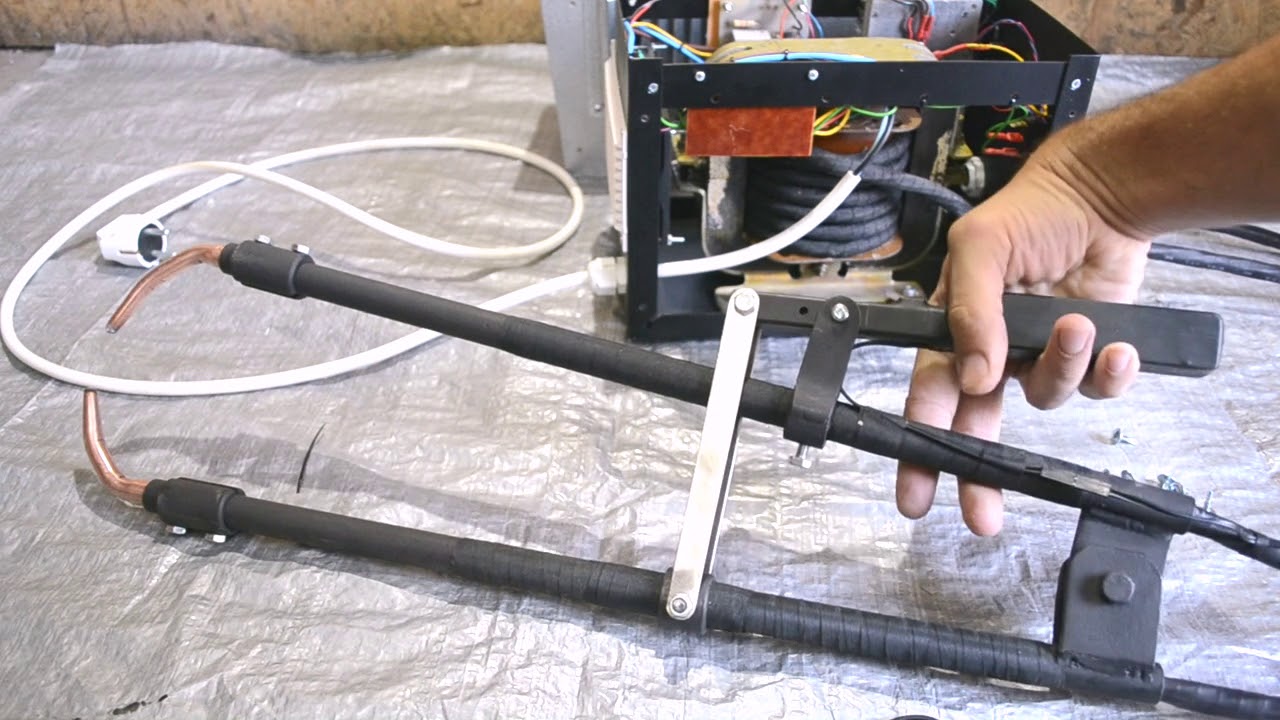
Накалившись до полноценной температуры, происходит оплавление торцевых краев изделия. По завершению проводится осадка необходимой величины, подачу тока отключают.
Самодельный контактный инвертор можно применять для пайки исходников, состоящих из стандартной нержавейки с диаметром 0,08-0,9 мм или для соединения стальной проволоки диаметром до 1,5 мм.
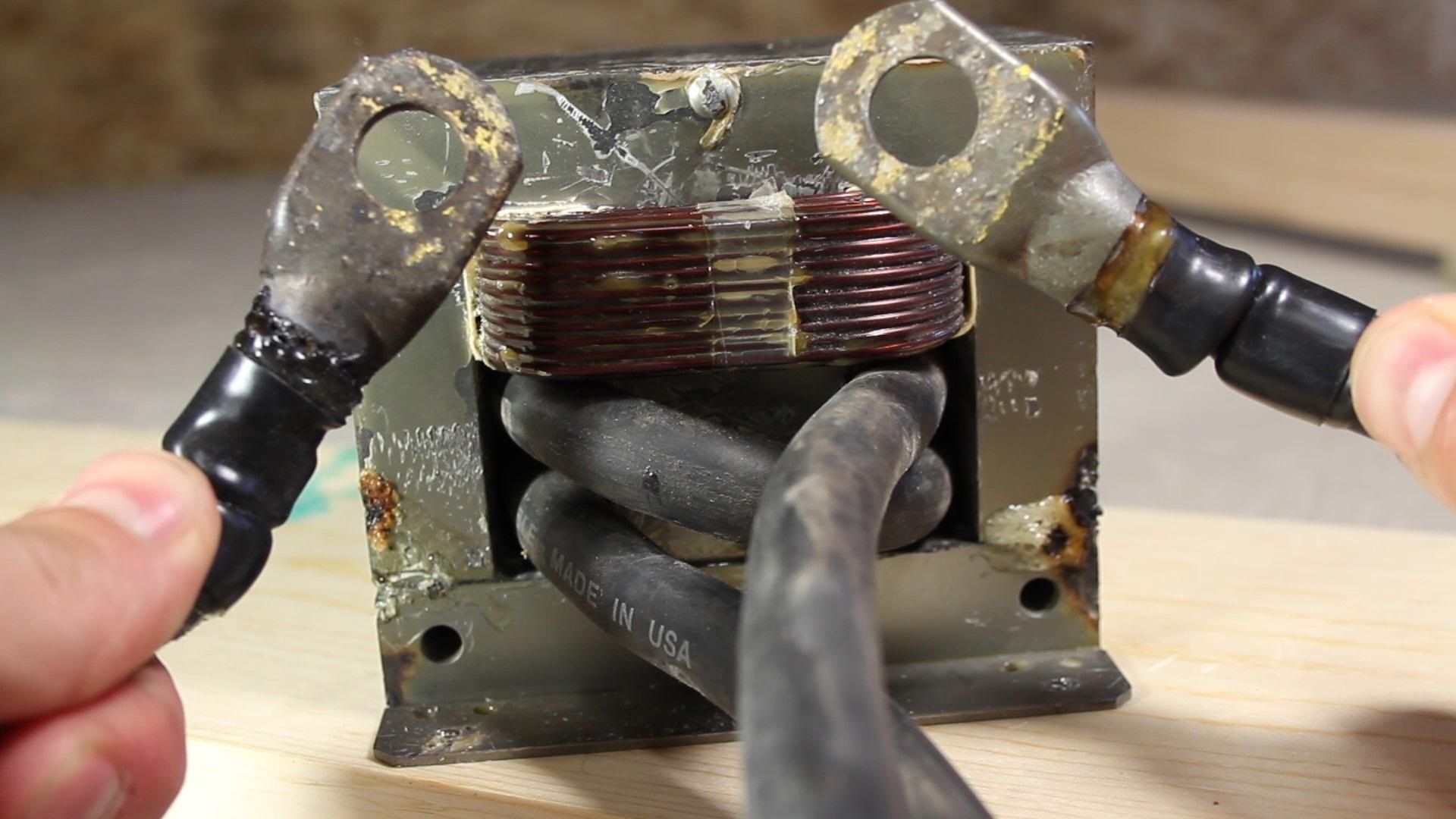
Инверторы контактного сварочного режима по своему составу имеют два узла, выполняющих определенные функции: выносное спаечное сопло и электроблок трансформатора с микроволновки. В блоке имеется реле, расположенное на панели сварочного трансформатора от микроволновки.
Один вывод обмотки с низковольтными частотами с помощью кабеля подсоединяется с электродным выходом. Во время соединения второй выводной шнур накрепко соединяют с самой надежной частью свариваемого изделия.
Обмотка первичного действия трансформаторног
Трансформатор от микроволновки вспомогательного питания с минимальной мощностью подает ток от блока регулировки тиристора от микроволновки к диодной подсветке. По итогам в местах стыков должны появиться зазоры, именуемые вырывами, приблизительной шириной в 0,5-0,8 мм.
Далее выставляют режим длительности сварочного импульса при возможных функциях благодаря построечному резистору. Проверочный этап стоит осуществлять в последовательнос
Работая методом контактной сварки, мастер должен использовать прорезиненный коврик для заземления, перчатки и каску с затемненным стеклом.
Похожие статьиВ домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Основными преимуществами точечной сварки являются:

Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:

Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
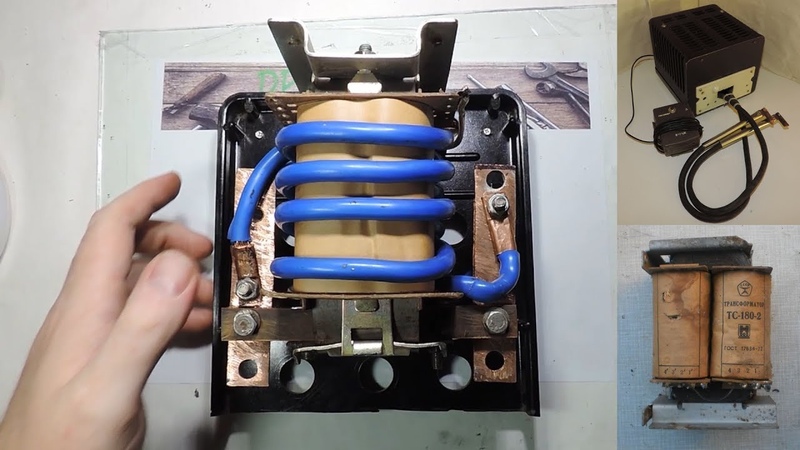
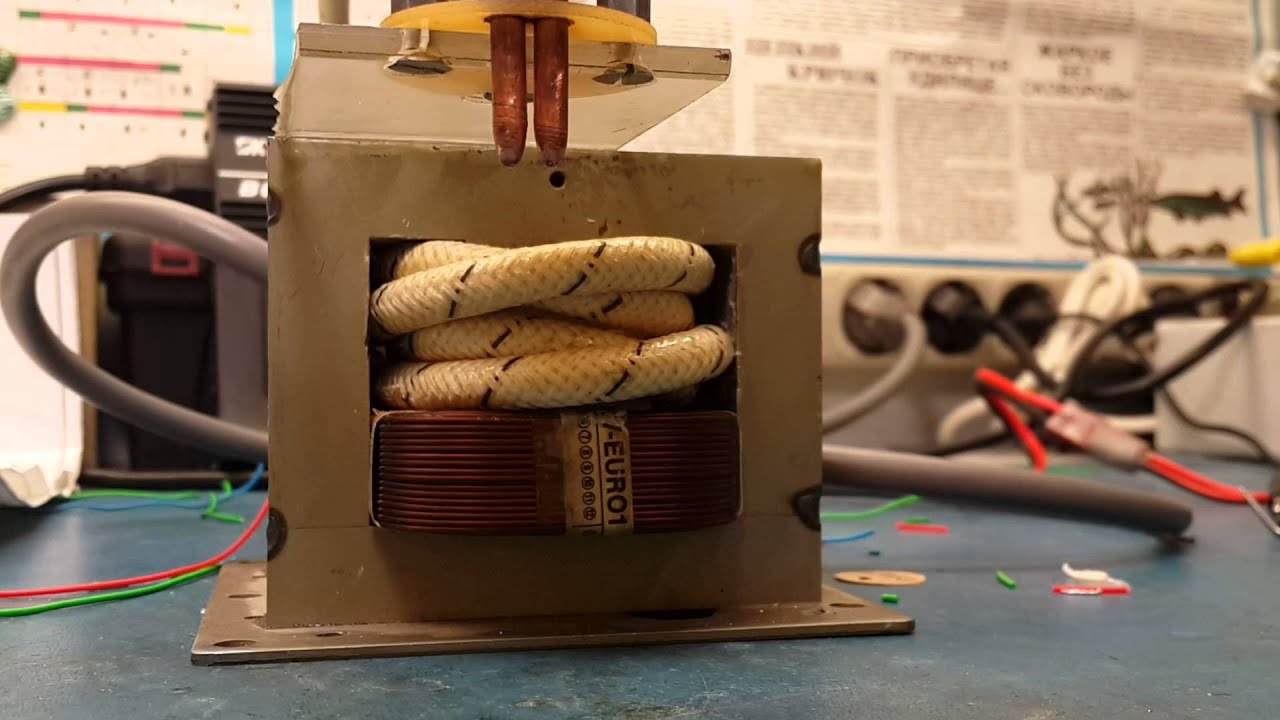
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
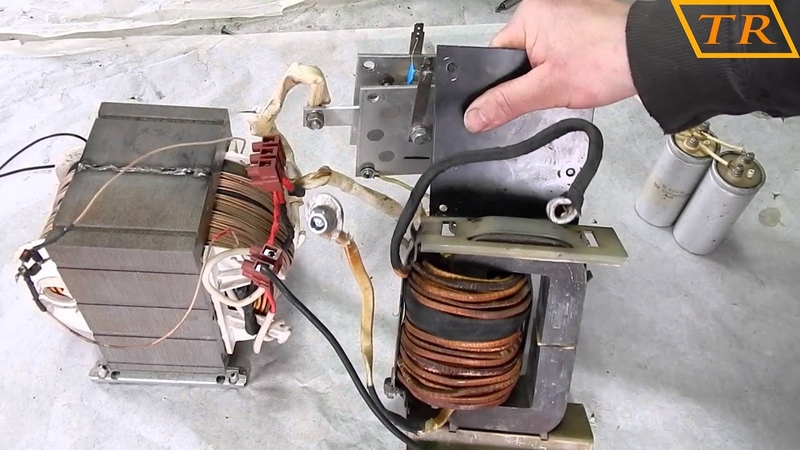
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Хомяки приветствуют вас, друзья!
Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0. 15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
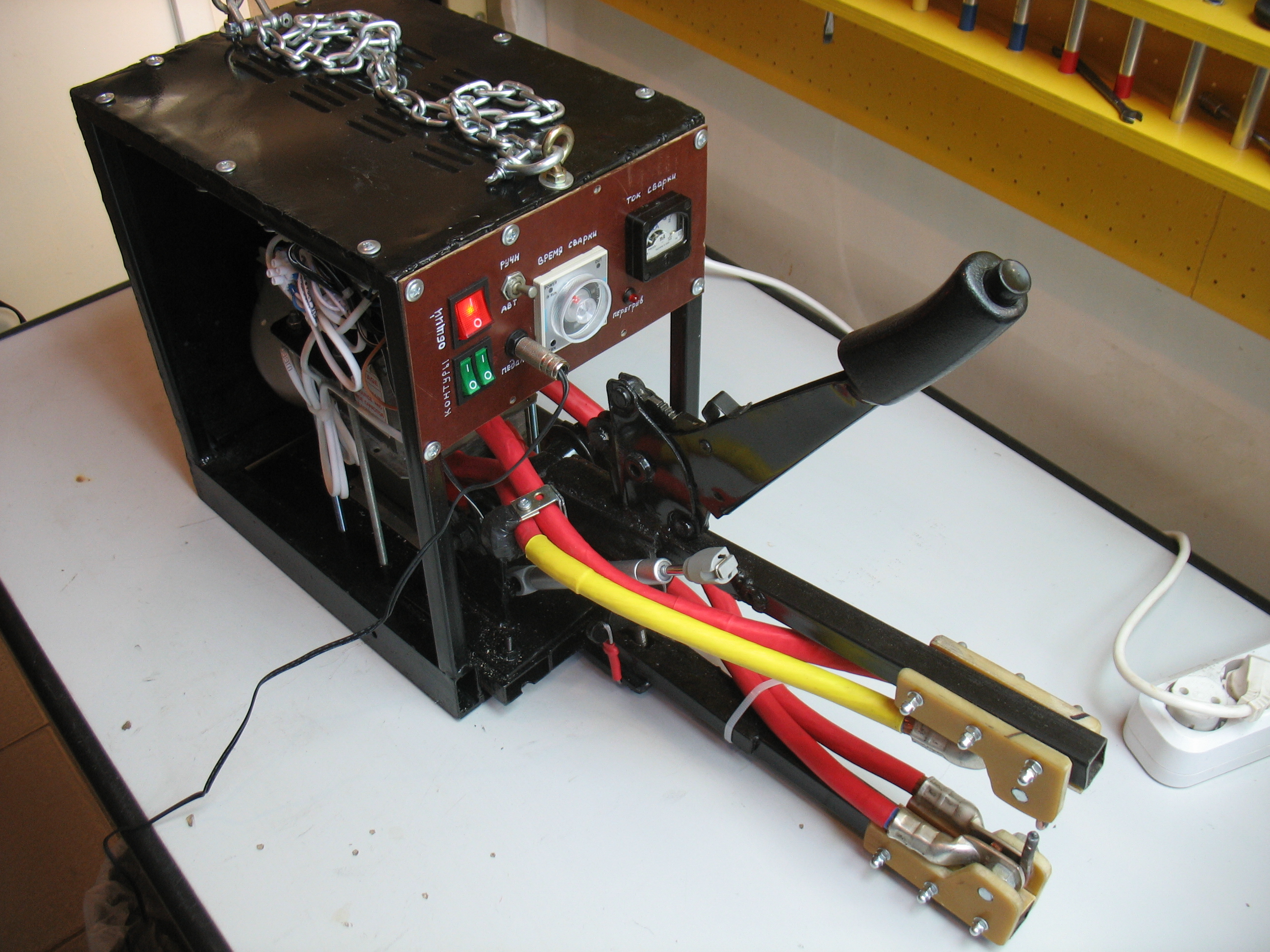
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.![]()
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
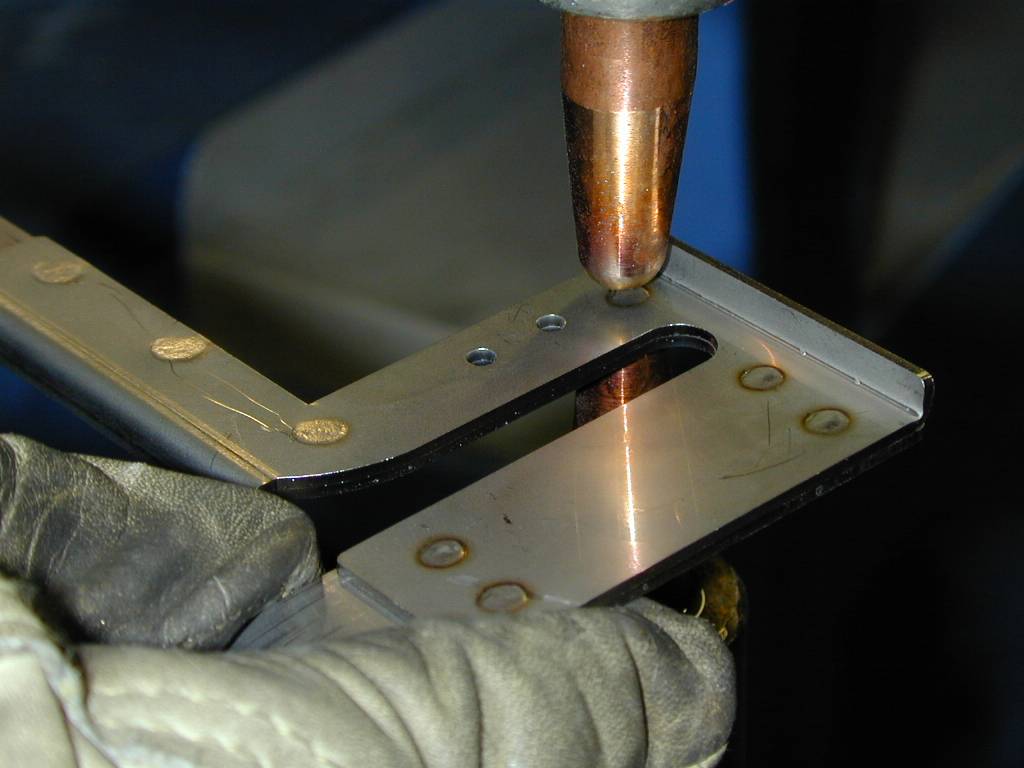
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора.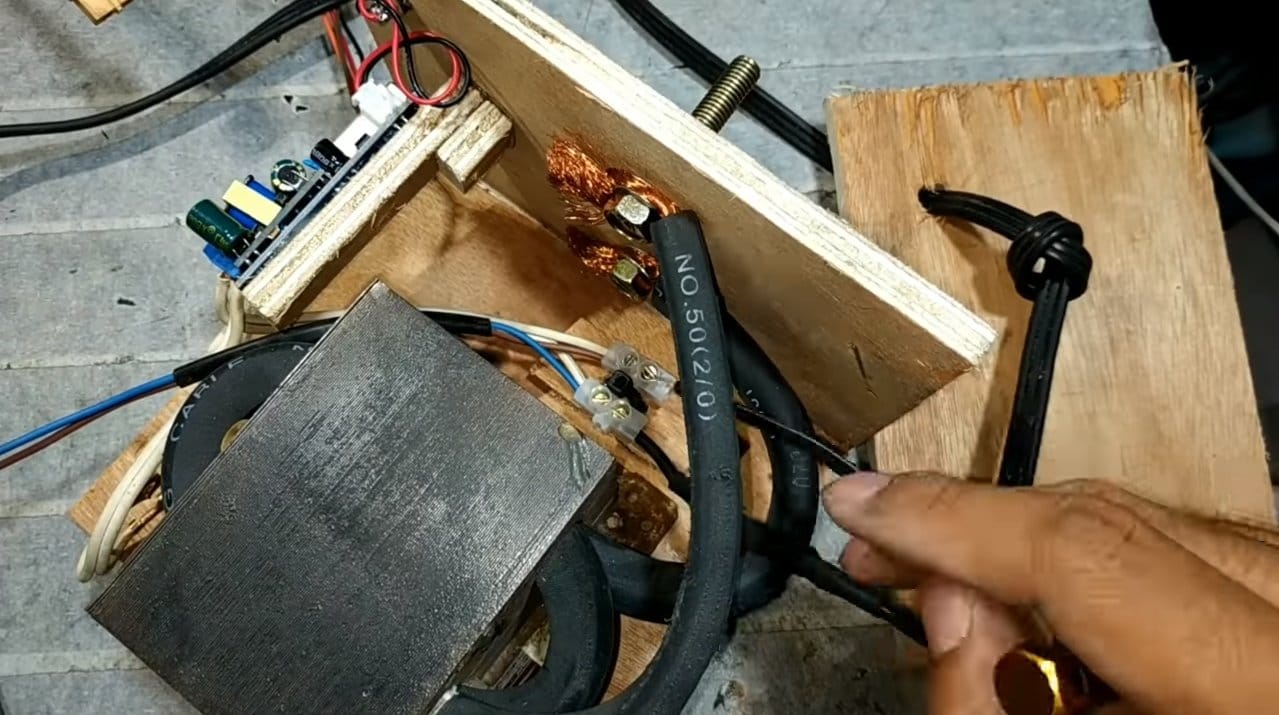 Все батареи в фильме были разряжены если что.
Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами.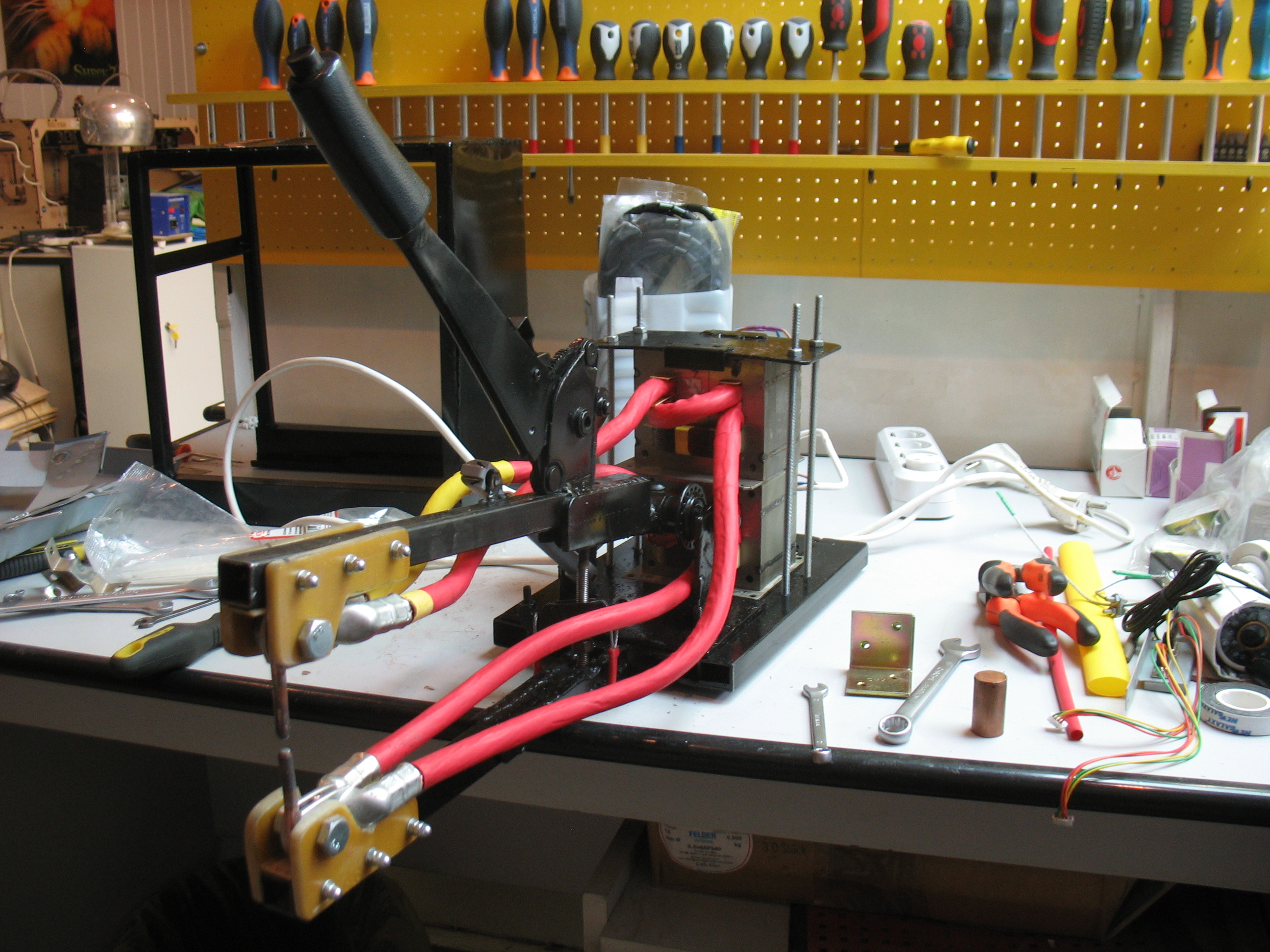 Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все. Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
Не выкидывайте старые ламповые телевизоры на свалку, они очень даже еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
 Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Аппарат изготовлен из шести силовых трансформаторов ТС-270, от старых ламповых цветных телевизоров. А так же из «петлей» размагничивания этих телевизоров. Эскиз устройства изображен на рис 1.
Рис. 1. Эскиз сварочного аппарат контактной сварки
Для этого трансформаторы, и петли размагничивания аккуратно разбираются. Из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис 2.
Рис. 2. Каркас из гетинакса сварочного аппарата контактной сварки
На каркас наматывают равномерно жгут из 3-4х проводов диаметром 0,9 мм, провода берутся от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывается бумага от тех же трансформаторов. В завершении намотки прокладывается несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого отмеряется расстояние в 4-5 метров и закрепляются вертикально два деревянных бруска, бруски закрепить можно в настольных тисах. Разбираем петли размагничивания и мотаем жгут из 350-400 проводов, провода можно брать и от трансформаторов важно чтобы жгут получился сечением около 100 кв.
 мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать.
мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать. Устройство управления изготовлено по схеме приведенной на рис 3.
Рис. 3. Схема устройства управления сварочным аппаратом контактной сварки
Оно состоит из блока питания собранного на Т3, VD1-VD4 микросхеме D6, устройства выдержки времени D4.1-D4.3, D1-D3, D5.1, D4.5, и формирователя импульса запуска тиристоров D5.2-D5.3, VT1, T2 и VS1-VS2 и собственно сварочного трансформатора Т1. Устройство выдержки времени позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 секунды с точностью 0,01 сек.
Схема работает следующим образом: После включения питания автоматом SA4 напряжение поступает на первичную обмотку трансформатора Т3. Напряжение вторичной обмотки выпрямляется диодным мостом VD2-VD5, а так как фильтрующая емкость разделена диодом VD6 то частота 100 гц поступает через резистивный делитель на вход формирователя прямоугольных импульсов DD4.1-DD4.3, а с него на вход десятичного счетчика. Счетчик начнет считать только тогда кода на входе R, будет логический ноль т.е. будет нажата кнопка, и если на разрешающем входе EC , тоже будет логический ноль. Эти условия будут соблюдены в начальный момент времени т.к. при отжатом состоянии кнопки SB1 на входе R логическая единица и счетчики сброшены на выходах Q0 микросхем DD1-DD3 логическая единица. Предположим что переключатели находятся в том положении которое указано на схеме тогда на 9 ножке DD5.1 будет логическая единица, а на выходе DD4.5 логический ноль, работа счетчика разрешена. А т.к на входе 13 микросхемы DD5.3 логический ноль то схема генератора на DD5. 2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
Все детали устройства управления размещены на односторонней печатной плате размерами 215х60 мм. Ее чертеж показан на рис 4.
Рис.4 Печатная плата схемы управления сварочным аппаратом контактной сварки
Рис. 5. Схема пистолета для сварочного аппарата контактной сварки
Длительность импульса следует предварительно определить приварив такую же жесть например к уголку, затем надо попробовать оторвать, если в месте сварки остались отверстия значит ток подобран верно.
О деталях:
Трансформаторы от телевизоров для сборки силового трансформатора надо выбирать с маркировкой ТС-270.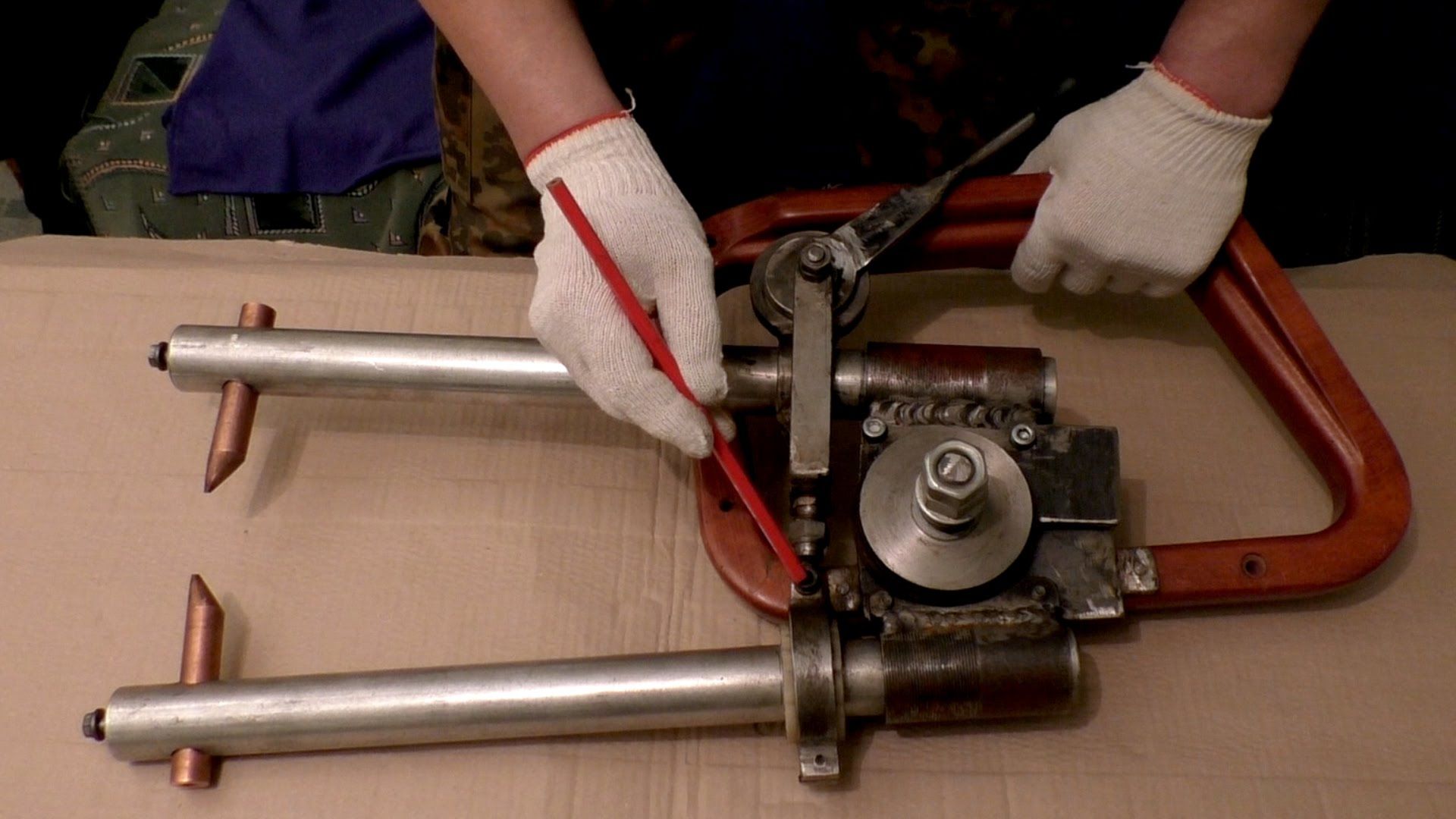 Если вам попались с маркировкой ТСА — значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
Если вам попались с маркировкой ТСА — значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
В данной конструкции использовались наборные переключатели от старых станков с ЧПУ типа ПМП-10200ПУ3 или ПП10. Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Литература:
1. В. Папенин. Переносный аппарат для точечной электросварки. Радио N12-78г. стр.47


С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
А также приводы сжатия и вращения, зажатия и осадки.
Также в машине для сварки есть и вспомогательные блоки.
Контактная сварка металлов применяется в различных областях промышленности, множество преимуществ объясняет ее популярность.
 д.
д.Не обошлось и без недостатков, о которых необходимо помнить во время работы.
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве. Сваривать можно элементы толщиной не больше 5 миллиметров. Для создания соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму. Прижимной механизм сдавливает детали после подается электрический импульс. Размягчение металлических деталей происходит только в месте касания электродов. В результате чего образуется сварная точка диаметром несколько миллиметров.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.
Для обработки металла есть два режима.
Машины для точечной сварки делятся на четыре вида:
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах). Главное преимущество рельефной электроконтактной сварки – длительный срок эксплуатации электродов. Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.

Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
 У машин данного типа система подачи и осадки – ручная.
У машин данного типа система подачи и осадки – ручная.Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
 Используют для точечной или шовной сварки.
Используют для точечной или шовной сварки.Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами.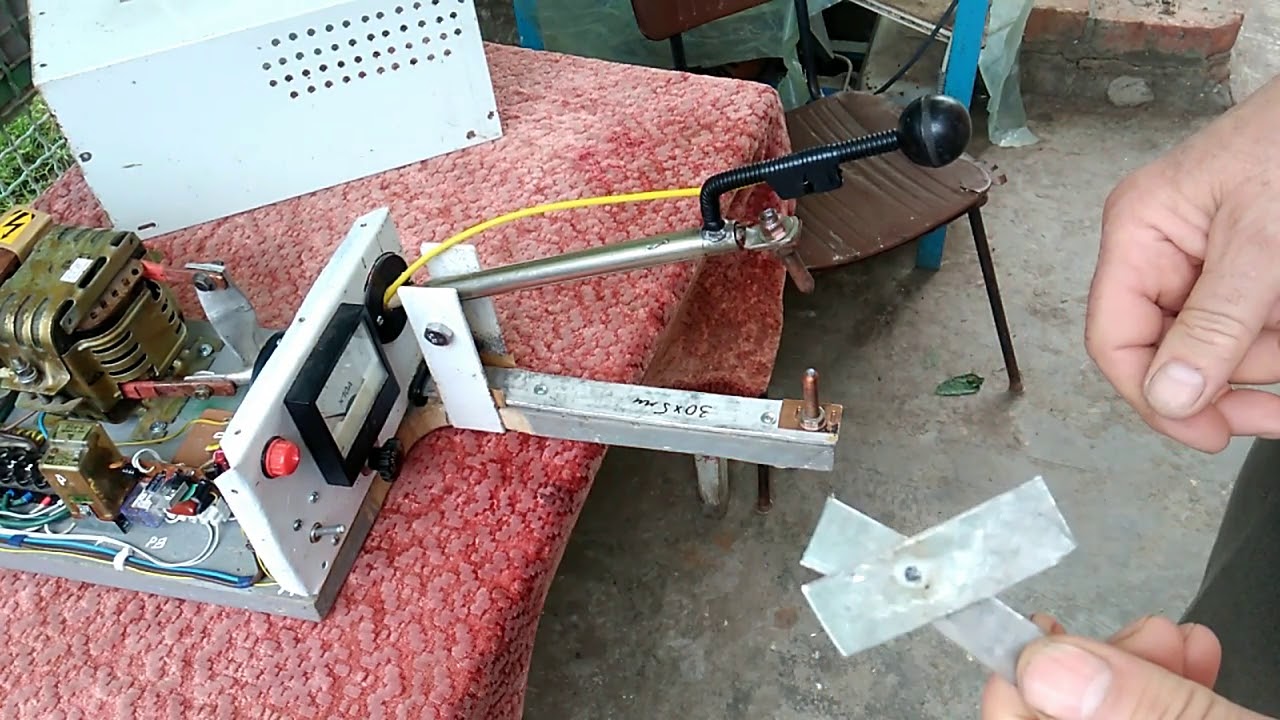 Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1. 7 метров, для подсоединения молотка – 2.1 метров.
7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.

Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
 Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
 Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.
В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
Последнее обновление
Сварка сопротивлением включает соединение двух металлов путем приложения давления и пропускания через них электрического тока. Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель.Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель.Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Сварка сопротивлением позволяет сварщикам соединять две металлические детали, используя принцип выделения тепла за счет электрического сопротивления. Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из зоны расплавленного сварного шва, что приводит к образованию очага сварки в точке, где он затвердевает. Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Ниже приведены различные типы контактной сварки:
В этом процессе сварные швы создаются с использованием тепла, выделяемого сопротивлением протеканию сварочного тока.Сопротивление создается между соприкасающимися поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Изображение предоставлено Дмитрием Калиновским, Shutterstock
В этом процессе используются электроды в форме колеса для создания силы и сварочного тока для расплавления заготовок. Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
Выступающая сварка локализует сварные швы в заданных точках. В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях.Связывание осуществляется прямым приложением противоположных сил с помощью плоских электродов. При этом происходит локализация генерируемого тепла и тока в месте контакта между скрещивающимися стержнями или проводами.
Этот метод использует клеевое соединение и контактную сварку для формирования сварного шва. Сварщик начинает с того, что прикладывает силу сцепления к сопрягаемым поверхностям свариваемых листов. Затем перед отверждением клея через листы выполняется контактная точечная сварка.Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Преобладающим принципом контактной сварки является закон нагревания Джоуля, согласно которому выделение тепла зависит от четырех факторов. Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, например:
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение мощностью квадратов или I2. Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
При контактной сварке выделяемое тепло напрямую зависит от времени сварки.Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Всякий раз, когда вы увеличиваете время сварки, убедитесь, что вы используете высокий ток, чтобы увеличить размер наггетса до такой же степени, как и кончик электрода в зоне контакта. Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock
Сварочное усилие необходимо для сжатия заготовок в зонах сварки, чтобы обеспечить плавное протекание тока. Использование низкого сварочного усилия может привести к выталкиванию сварочного тока при включении сварочного тока. Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока.В результате уменьшится тепловыделение и размер сварного шва.
При сварке сопротивлением контактное сопротивление обычно уменьшается с повышением температуры и уменьшается пропорционально увеличению давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности.В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности.В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
Динамика сварки сопротивлением основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла.Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
При сварке разнородных металлов с более высоким удельным сопротивлением будет выделяться больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.
Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.
Изображение предоставлено: Pixabay
Поверхностные покрытия обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов. В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
Поверхностные покрытия также могут усложнять процесс сварки, вынуждая сварщика выполнять настройку определенных параметров процесса.При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
Геометрия электрода и размеры заготовок обычно влияют на результаты сварки и распределения плотности тока.
Сварка сопротивлением применяется следующими способами:
Изображение предоставлено: Funtay, Shutterstock
Изображение предоставлено: Зелень, Shutterstock
 Почему я должен контролировать смещение?
Почему я должен контролировать смещение?Сварщики должны контролировать смещение или расширение наггета для точечных сварных швов или установку для выступающих швов. Мониторинг поможет им обнаруживать небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
Сварщики должны разработать график контактной сварки для каждого материала, включая толщину заготовок. Различия в толщине заготовок обычно возникают из-за использования неподходящих деталей, неправильной подгонки или наличия на заготовках посторонних веществ.В результате этих различий качество сварного шва будет скомпрометировано. Чтобы избежать подобных случаев, необходимо часто контролировать толщину заготовок.
Среди физических проблем, встречающихся в сварочных аппаратах постоянного тока, является повышенное налипание материала на положительный электрод. Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Изображение предоставлено: Шивани Хасрадж Дхаргаве, Shutterstock
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку он предоставляет важную информацию о периодических требованиях к ремонту и техническому обслуживанию машин. Мониторинг также может предоставить важную информацию о пригодности заготовки для контактной сварки.
При сварке сопротивлением типичный трехфазный электрический ток силой 62-72 ампера является оптимальным.Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазной сварки требует дополнительного времени. Это может создать большую зону теплового воздействия или зону термического влияния (ЗТВ).
Нет. Чтобы получить качественную контактную сварку, наилучшая комбинация, которую следует учитывать, включает мощность, время, размер самородка и давление сжатия.
Изображение предоставлено: Pixabay
Вы всегда будете нести ответственность за свою работу и качество сварки. Ответственность также распространяется на магазин и техника. Таким образом, всегда распечатывайте и документируйте все качество сварки.
Использование надлежащего сварочного усилия снизит сопротивление материала поверхности, тем самым предотвратив выталкивание или заусенцы.
Сварка сопротивлением необходима для соединения одинаковых или разнородных металлов с использованием тепла. Этот метод также можно использовать для сварки различных металлов под давлением, что делает этот процесс универсальным. Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Этот метод также можно использовать для сварки различных металлов под давлением, что делает этот процесс универсальным. Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Авторы избранных изображений: Дмитрий Калиновский, Shutterstock
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока.Это тепло может быть выражено уравнением:
Q = I 2 Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Из-за более низкой теплопроводности и более высокого электрического сопротивления сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент > 0.4%) склонны к плохой вязкости разрушения или растрескиванию сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Однако стали с высоким содержанием углерода (углеродный эквивалент > 0.4%) склонны к плохой вязкости разрушения или растрескиванию сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (с цинковым покрытием) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва. При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к медным, температура плавления алюминия ниже, а значит, возможна сварка. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильно высокого качества сварки очень сложно. По этой причине в настоящее время в промышленности встречаются только специальные применения точечной сварки алюминия. Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, поскольку тепловыделение в электродах и обрабатываемом изделии очень похоже.
Решение проблемы сварки меди заключается в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, это наиболее распространенный процесс соединения на производственных линиях с большими объемами и, в частности, является основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет. .
Сварка кузова автомобиля на линии по производству автомобилей.
Сварка сопротивлением представляет собой соединение металлов путем приложения давления и пропускания тока в течение определенного периода времени через область металла, которую необходимо соединить. Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например, точечная и шовная, выступающая, оплавлением и сварка с осадкой), которые различаются в первую очередь типами и формами сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди благодаря превосходным токопроводящим свойствам, охлаждаются водой, протекающей через полости внутри электрода и другие токопроводящие инструменты аппарата контактной сварки.
Машины контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений. Благодаря автоматизации действие этих машин строго контролируется и повторяется, что позволяет производителям легко управлять производством.
Типы контактной сварки Применение: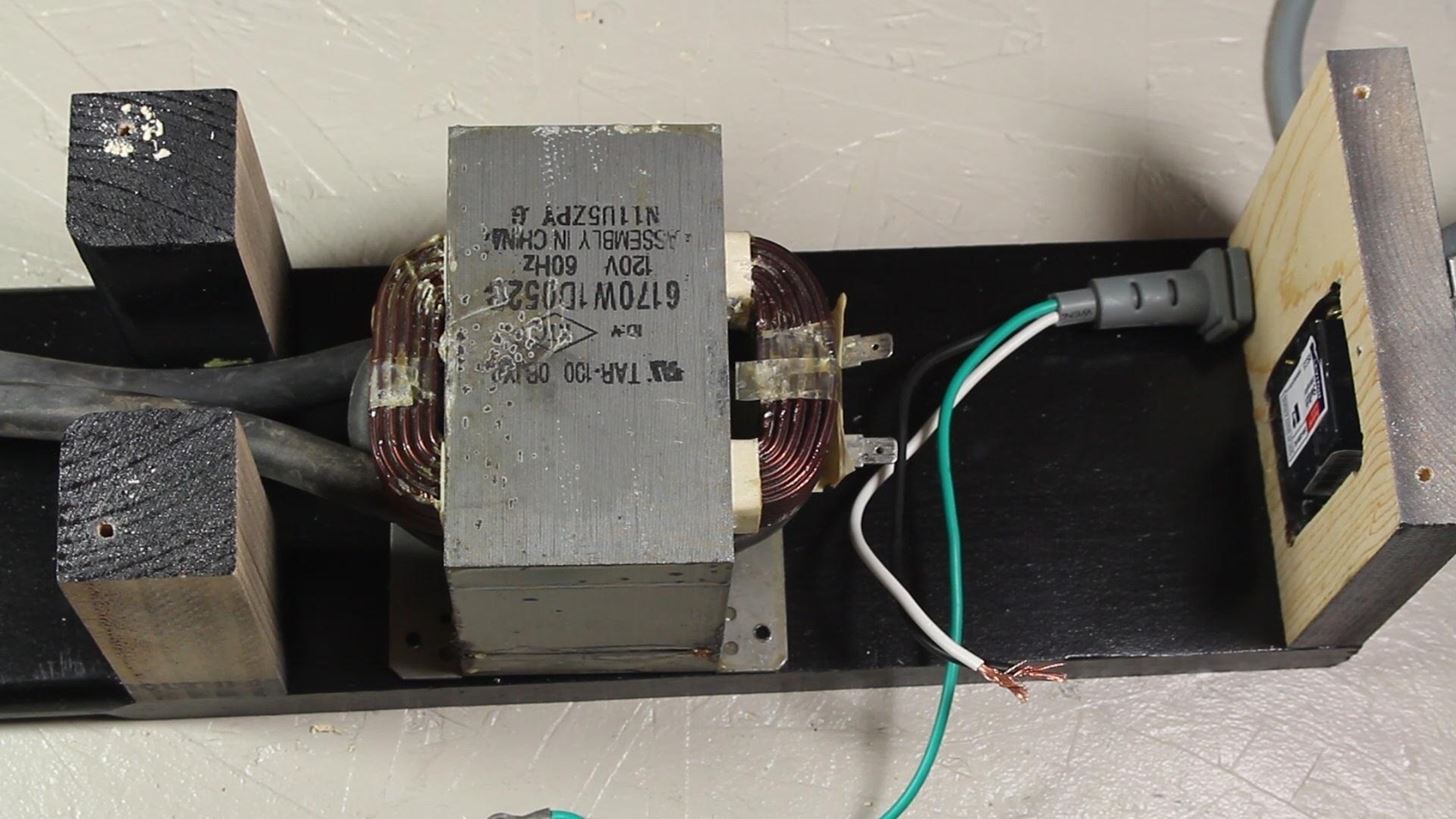 Точечная сварка сопротивлением использует геометрию лицевых поверхностей самих сварочных электродов для фокусировки сварочного тока в нужном месте сварки, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
Точечная сварка сопротивлением использует геометрию лицевых поверхностей самих сварочных электродов для фокусировки сварочного тока в нужном месте сварки, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, тиснений или пересечений, которые фокусируют выделение тепла в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы разрушаются, образуя сварной шов.
Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, тиснений или пересечений, которые фокусируют выделение тепла в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы разрушаются, образуя сварной шов.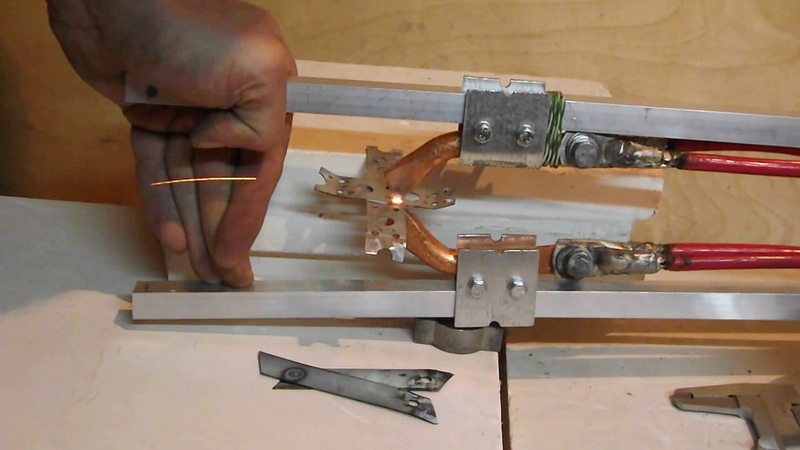 Сварка оплавлением — это процесс сварки сопротивлением, который создает сопротивление за счет действия оплавлением. Это действие создается с помощью очень высокой плотности тока в очень маленьких точках контакта между заготовками. В заданный момент после начала процесса оплавления к заготовке прикладывается усилие, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка оплавлением — это процесс сварки сопротивлением, который создает сопротивление за счет действия оплавлением. Это действие создается с помощью очень высокой плотности тока в очень маленьких точках контакта между заготовками. В заданный момент после начала процесса оплавления к заготовке прикладывается усилие, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва. Источник: C1.1M/C1. 1:2012 – Рекомендуемые методы контактной сварки
1:2012 – Рекомендуемые методы контактной сварки
Принцип сварки сопротивлением основан на законе нагревания Джоуля, где теплота Q выделяется в зависимости от трех основных факторов, выраженных в следующей формуле:
, где I — ток, проходящий через комбинацию металлов, R — сопротивление основных металлов и контактных поверхностей, t — продолжительность/время протекания тока.
Принцип кажется простым. Однако, когда он работает в реальном процессе сварки, существует множество параметров, некоторые исследователи определили более 100, которые влияют на результаты контактной сварки. Чтобы получить систематическое представление о технологии контактной сварки, мы провели множество экспериментальных испытаний и свели наиболее важные параметры к следующим восьми типам:
важный параметр в контактной сварке, который определяет тепловыделение в степени квадрата, как показано в формуле. Размер сварного шва быстро увеличивается с увеличением сварочного тока, но слишком большой ток приведет к выбросам и износу электрода. На рисунке ниже показаны типичные виды сварочного тока, применяемые при контактной сварке, включая однофазный переменный ток (AC), который до сих пор наиболее часто используется в производстве, трехфазный постоянный ток (DC), конденсаторный разряд (CD) , и недавно разработанный инвертор средней частоты постоянного тока. Обычно среднеквадратичное значение (RMS) сварочного тока используется в настройках параметров аппарата и управлении процессом.Поиск оптимального сварочного тока и времени для каждого отдельного применения сварки часто является утомительной работой инженеров-сварщиков.
Размер сварного шва быстро увеличивается с увеличением сварочного тока, но слишком большой ток приведет к выбросам и износу электрода. На рисунке ниже показаны типичные виды сварочного тока, применяемые при контактной сварке, включая однофазный переменный ток (AC), который до сих пор наиболее часто используется в производстве, трехфазный постоянный ток (DC), конденсаторный разряд (CD) , и недавно разработанный инвертор средней частоты постоянного тока. Обычно среднеквадратичное значение (RMS) сварочного тока используется в настройках параметров аппарата и управлении процессом.Поиск оптимального сварочного тока и времени для каждого отдельного применения сварки часто является утомительной работой инженеров-сварщиков.
Выделение тепла прямо пропорционально времени сварки. В связи с передачей тепла из зоны сварки к основным металлам и электродам, а также потерям тепла со свободных поверхностей в окружающую среду потребуется минимальный сварочный ток, а также минимальное время сварки. сварка. Если сварочный ток слишком мал, простое увеличение времени сварки само по себе не даст сварного шва.Когда сварочный ток достаточно высок, размер точки сварки увеличивается с увеличением времени сварки, пока не достигнет размера, аналогичного площади контакта кончика электрода. Если время сварки будет увеличено, произойдет выталкивание или, в худшем случае, электрод может прилипнуть к заготовке.
сварка. Если сварочный ток слишком мал, простое увеличение времени сварки само по себе не даст сварного шва.Когда сварочный ток достаточно высок, размер точки сварки увеличивается с увеличением времени сварки, пока не достигнет размера, аналогичного площади контакта кончика электрода. Если время сварки будет увеличено, произойдет выталкивание или, в худшем случае, электрод может прилипнуть к заготовке.
Сварочное усилие влияет на процесс контактной сварки, оказывая влияние на контактное сопротивление на границах раздела и на площадь контакта из-за деформации материалов.Заготовки должны быть сжаты с определенной силой в зоне сварки, чтобы обеспечить прохождение тока. Если сварочное усилие слишком низкое, выброс может произойти сразу после включения сварочного тока, поскольку контактное сопротивление слишком велико, что приводит к быстрому выделению тепла. Если сила сварки высока, площадь контакта будет большой. Это приводит к низкой плотности тока и низкому контактному сопротивлению, что снижает тепловыделение и размер сварного шва. При рельефной сварке сварочное усилие вызывает разрушение выступа в заготовке, что изменяет площадь контакта и, следовательно, контактное сопротивление и плотность тока.Кроме того, это влияет на тепловыделение и результаты сварки.
При рельефной сварке сварочное усилие вызывает разрушение выступа в заготовке, что изменяет площадь контакта и, следовательно, контактное сопротивление и плотность тока.Кроме того, это влияет на тепловыделение и результаты сварки.
Контактное сопротивление на границе сварки является наиболее важным параметром, связанным с материалами. Однако он очень динамично взаимодействует с параметрами процесса. На рисунке ниже показано измеренное контактное сопротивление мягкой стали при различных температурах и различных давлениях. Замечено, что контактное сопротивление обычно уменьшается с повышением температуры, но имеет локальный скачок около 300°C и уменьшается почти пропорционально увеличению давления.
Все металлы имеют шероховатую поверхность в микромасштабе. При увеличении усилия сварки увеличивается контактное давление, тем самым увеличивается реальная площадь контакта на границе раздела за счет деформации неровностей шероховатой поверхности. Поэтому контактное сопротивление на границе раздела уменьшается, что уменьшает тепловыделение и размер сварного шва. На металлических поверхностях также присутствуют оксиды, водяной пар, масло, грязь и другие загрязнения. При повышении температуры часть поверхностных загрязнений (в основном на водной и масляной основе) выгорает за первую пару циклов, а металлы также размягчаются при высоких температурах.Таким образом, контактное сопротивление обычно уменьшается с повышением температуры. Несмотря на то, что контактное сопротивление оказывает наиболее значительное влияние только в первые пару циклов, оно оказывает решающее влияние на распределение тепла благодаря начальному выделению и распределению тепла.
Поэтому контактное сопротивление на границе раздела уменьшается, что уменьшает тепловыделение и размер сварного шва. На металлических поверхностях также присутствуют оксиды, водяной пар, масло, грязь и другие загрязнения. При повышении температуры часть поверхностных загрязнений (в основном на водной и масляной основе) выгорает за первую пару циклов, а металлы также размягчаются при высоких температурах.Таким образом, контактное сопротивление обычно уменьшается с повышением температуры. Несмотря на то, что контактное сопротивление оказывает наиболее значительное влияние только в первые пару циклов, оно оказывает решающее влияние на распределение тепла благодаря начальному выделению и распределению тепла.
Почти все свойства материалов меняются в зависимости от температуры, что увеличивает динамику процесса контактной сварки. Удельное сопротивление материала влияет на выделение тепла.Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью даже при высоком сварочном токе выделяется мало тепла, которое также быстро отводится.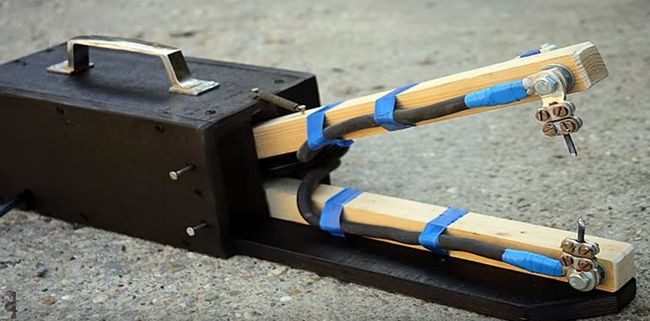 Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошими материалами для электродов.
Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошими материалами для электродов.
При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании свариваемых деталей при рельефной сварке и выборе формы электродов при точечной сварке.Твердость материала также влияет на контактное сопротивление. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же усилии сварки из-за того, что неровности шероховатой поверхности труднее деформировать, что приводит к меньшей реальной площади контакта. Материалы электродов также использовались для воздействия на тепловой баланс при контактной сварке, особенно при соединении легких и цветных металлов.
Большинство поверхностных покрытий наносятся для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытия поверхности должны быть выполнены специальные настройки параметров процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия выбраны стратегически, чтобы обеспечить тепловой баланс на поверхности сварки. Большая часть поверхностных покрытий будет выдавлена во время сварки, часть останется на границе сварки в виде припоя.
Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытия поверхности должны быть выполнены специальные настройки параметров процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия выбраны стратегически, чтобы обеспечить тепловой баланс на поверхности сварки. Большая часть поверхностных покрытий будет выдавлена во время сварки, часть останется на границе сварки в виде припоя.
Геометрия и размеры электродов и заготовок очень важны, поскольку они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки.Геометрия электродов при точечной сварке определяет плотность тока и размер сварного шва. Металлические листы разной толщины требуют разных сварочных токов и других параметров процесса. Расчет локальной проекционной геометрии заготовок имеет решающее значение при рельефной сварке, что следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, тиснение или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе сварки.
В принципе, тиснение или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе сварки.
Подробнее о проектировании сварных швов >
Электрические и механические характеристики сварочного аппарата оказывают значительное влияние на процессы контактной сварки. Электрические характеристики включают в себя динамическое время реакции сварочного тока и магнитные/индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень важным при микроконтактной сварке, так как общее время сварки часто очень короткое.Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при контроле процесса. К механическим характеристикам относятся скорость и ускорение следования электрода, а также жесткость нагрузочной рамы/плеч. Если движение электрода слишком медленное, при рельефной сварке может легко произойти выталкивание. На рисунке ниже показаны измеренные параметры процесса в процессе сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует захлопыванию выступа в заготовке.
На рисунке ниже показаны измеренные параметры процесса в процессе сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует захлопыванию выступа в заготовке.
При сварке сопротивлением, также называемой контактной сваркой с имплантатом, ток подается на проводящий нагревательный элемент или имплантат, размещенный на границе соединения свариваемых деталей. Имплантат нагревается за счет джоулевого нагрева, а окружающий пластик плавится и сливается, образуя сварной шов. Термопласты можно сваривать этим методом, который изначально был разработан для термопластов с высокими эксплуатационными характеристиками, армированных непрерывными углеродными волокнами.Прочность соединений термопластов при этом способе сварки может быть выше, чем при клеевом соединении [65].
Нагревательными элементами могут быть препреги из углеродного волокна, тканая графитовая ткань, фольга или сетка из нержавеющей стали. Нагревательные элементы из нержавеющей стали можно использовать отдельно при сварке термопластов. Нагревательные элементы из нержавеющей стали вводят в соединение инородный материал, но используются для сведения к минимуму любой возможности гальванической коррозии и уменьшения движения волокон, что оказывает пагубное влияние на прочность соединения.Нагревательный элемент представляет собой самую внутреннюю часть пакета сварных швов (рис. 7.25), используемого при контактной сварке [65–70].
Нагревательные элементы из нержавеющей стали можно использовать отдельно при сварке термопластов. Нагревательные элементы из нержавеющей стали вводят в соединение инородный материал, но используются для сведения к минимуму любой возможности гальванической коррозии и уменьшения движения волокон, что оказывает пагубное влияние на прочность соединения.Нагревательный элемент представляет собой самую внутреннюю часть пакета сварных швов (рис. 7.25), используемого при контактной сварке [65–70].
Рисунок 7.25. Процесс контактной сварки.
Нагревательный элемент помещается между соединяемыми деталями, называемыми слипами. Используемые термопластические материалы включают чистые термопласты и композиты, такие как углеродные волокна в матрице полиэфиркетона, полиарилсульфона или PEI. Промежуточный термопластический материал плавится или размягчается ниже точки плавления клея, так что разрушение клея сводится к минимуму, а механические характеристики соединения сохраняются.Изоляторы на крайних концах сварного шва завершают сборку. Пакет сварных швов можно автоклавировать для консолидации [65–70].
Пакет сварных швов можно автоклавировать для консолидации [65–70].
Для начала цикла сварки к сварочному пакету прикладывается давление, и через нагревательный элемент пропускается электрический ток (рис. 7.25). Джоулев нагрев имплантата вызывает повышение температуры; прилегающий термопласт плавится (для полукристаллических термопластов) или размягчается (для аморфных термопластов) и течет под давлением. Неровности поверхности сглаживаются, расплавленный пластик выдавливается из зоны сварки, удаляя межслоевые пустоты.Тесный контакт между двумя термопластическими материалами достигается за счет взаимной диффузии (заживления) термопластичных молекул и запутывания полимерных цепей. Питание отключается, что позволяет охлаждать и затвердевать сварной шов под давлением.
Процесс контактной сварки может выполняться либо при постоянной мощности, либо при постоянной температуре. При обработке с постоянной мощностью для всего сварного шва задаются определенное напряжение и ток, и сварка происходит в течение определенного времени. Этот процесс не является изотермическим, и пиковые температуры трудно предсказать.При сварке сопротивлением при постоянной температуре датчики, такие как термопары, используются для контроля процесса сварки и регулировки тока и напряжения по мере необходимости. Процесс постоянной температуры обеспечивает большую тепловую однородность, но обычно не используется [68].
Этот процесс не является изотермическим, и пиковые температуры трудно предсказать.При сварке сопротивлением при постоянной температуре датчики, такие как термопары, используются для контроля процесса сварки и регулировки тока и напряжения по мере необходимости. Процесс постоянной температуры обеспечивает большую тепловую однородность, но обычно не используется [68].
При контактной сварке используется трехэтапный цикл сварки: этап нарастания, этап пикового тока и этап замедления. Время цикла сварки составляет около 1 мин. Параметры обработки включают мощность или ток, подаваемый на нагревательный элемент, давление сварки, пиковую температуру и время выдержки (время выдержки при пиковой температуре или токе) [66,68,70].
Сварка сопротивлением представляет собой соединение металлов путем приложения давления и пропускания тока в течение определенного времени через соединяемый участок металла.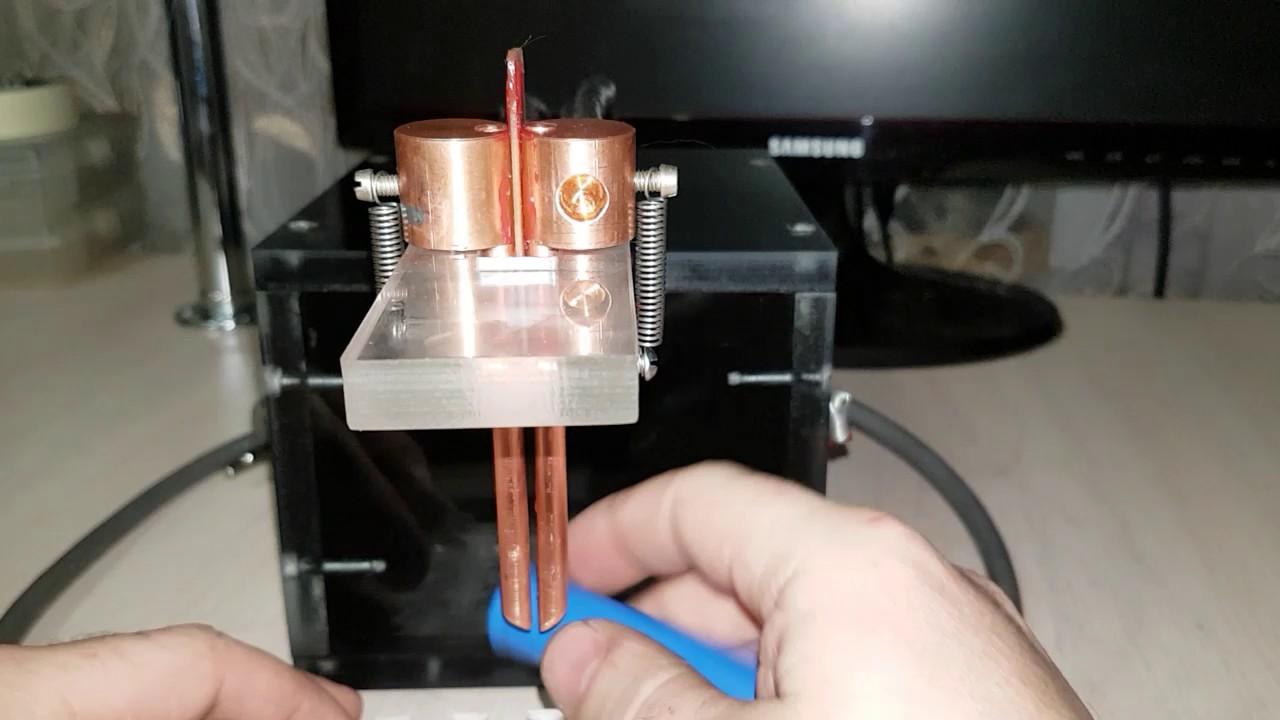 Основное преимущество контактной сварки заключается в том, что для соединения не требуются другие материалы. Быстрый и экономичный процесс сварки, сварка сопротивлением предлагает множество преимуществ, таких как:
Основное преимущество контактной сварки заключается в том, что для соединения не требуются другие материалы. Быстрый и экономичный процесс сварки, сварка сопротивлением предлагает множество преимуществ, таких как:
Несмотря на то, что сварка сопротивлением является отличным способом создания надежного и долговечного соединения без использования отдельного сварочного материала, она сталкивается с рядом уникальных проблем. Неопытные или неподготовленные операторы могут вызвать разбрызгивание, вмятины на поверхности, трещины в зоне сварки, проблемы с асимметрией и выброс металла вблизи места сварки.Эти проблемы могут привести к дефектам или дефектам, которые ухудшают характеристики готового продукта.
При партнерстве с SJTI эти вопросы не имеют значения. Преданность наших опытных и высококвалифицированных сварщиков мастерству, гибкости и качеству не имеет себе равных, и они позволяют SJTI выполнять работу, которую мало кто может выполнить. Их поддерживает знающая инспекционная группа.
Преимущество SJTIКак компания, занимающаяся контактной сваркой, наша команда опытных и высококвалифицированных сварщиков и техников выполняет прецизионную контактную сварку в различных областях.Наши методы включают сварку по окружности и контактную точечную сварку.
Объяснение кольцевой сварки Сварка по окружности, также называемая контактной шовной сваркой, представляет собой процесс, при котором два или более элемента сборки соединяются внахлестку путем создания ряда перекрывающихся точек сопротивления. Его можно использовать для круговых и цилиндрических применений, а также для плоских сборок. Этот процесс сварки можно сочетать с процессами прокатки SJTI, что помогает оптимизировать цепочки поставок за счет сокращения транзита между поставщиками услуг. Наша система больше всего подходит для использования на узлах из нержавеющей стали, и технические специалисты выполняют сварку в соответствии с AWS D17.2.
Точечная сварка сопротивлением или просто точечная сварка — это экономичная технология соединения, которая идеально подходит для приложений, требующих высокой воспроизводимости и автоматизации. Наша система идеально подходит для углеродистой и нержавеющей стали, а сварка выполняется в соответствии с AWS D17.2. В этом процессе листы прижимаются друг к другу локально с помощью установленных сварочных пистолетов с медным электродом, к которым затем подается ток.Локальный нагрев расплавляет соединительные детали на стыке, в результате чего после затвердевания образуется когезионный композит.
Качество превыше всего Когда дело доходит до соединения деталей, качество имеет первостепенное значение. Мы работаем в соответствии со строгой системой управления качеством, сертифицированной AS9100. Обеспечение полной прослеживаемости материалов является частью нашего процесса. Кроме того, мы проверяем требования клиентов до того, как начнется производство, чтобы гарантировать, что соответствующие продукты выходят за дверь. Продукция, производимая SJTI, используется в сложных условиях, от полетов до военных и многих других целей.Мы предоставляем сварочные услуги клиентам из различных отраслей промышленности.
Обеспечение полной прослеживаемости материалов является частью нашего процесса. Кроме того, мы проверяем требования клиентов до того, как начнется производство, чтобы гарантировать, что соответствующие продукты выходят за дверь. Продукция, производимая SJTI, используется в сложных условиях, от полетов до военных и многих других целей.Мы предоставляем сварочные услуги клиентам из различных отраслей промышленности.
SJTI является сертифицированным производителем AS 9100. Кроме того, у нас есть Национальная программа аккредитации подрядчиков в аэрокосмической и оборонной промышленности, или NADCAP, сертификаты для неразрушающего контроля, сварки плавлением и лазерной сварки.
Дополнительные услуги под одной крышей По запросу SJTI может дополнить услуги контактной сварки надежным неразрушающим контролем поверхности и визуальным осмотром. Изготовление и оценка деталей под одной крышей сокращает время выполнения работ при одновременном снижении затрат.
Изготовление и оценка деталей под одной крышей сокращает время выполнения работ при одновременном снижении затрат.
У нас работают опытные инспекторы по сварке, сертифицированные Американским обществом сварщиков или AWS.SJTI также имеет аккредитацию NADCAP для LPI и MPI. В состав нашего высококвалифицированного персонала по неразрушающему контролю входят два техника, которые получили сертификаты уровня III Американского общества неразрушающего контроля (ASNT) для MPI и LPI. Третий техник является сертифицированным ASNT уровнем III для LPI.
Ваш прецизионный источник контактной сварки От прототипов компонентов до аэрокосмических деталей, SJTI сочетает торговые навыки с технологиями, чтобы работать эффективнее и добиваться лучших результатов. Мы покроем ваши потребности в контактной сварке.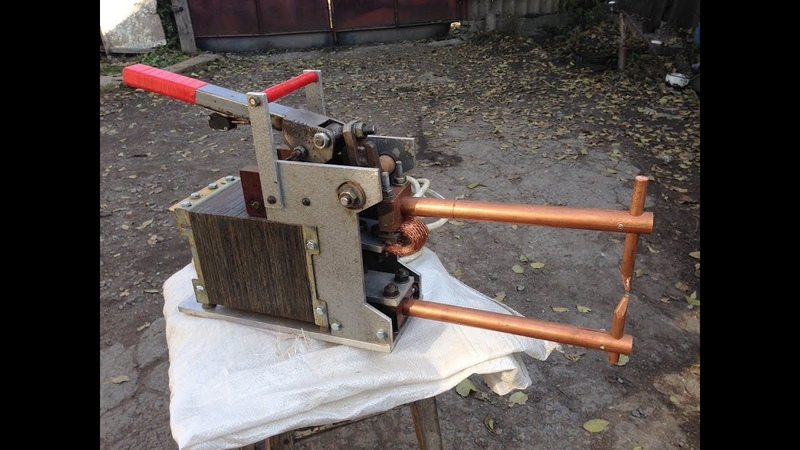 Позвоните нам, чтобы узнать больше о наших услугах по контактной сварке.
Позвоните нам, чтобы узнать больше о наших услугах по контактной сварке.
Точечная сварка сопротивлением — это соединение перекрывающихся металлических частей с применением давления и электрического тока. Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечный сварной шов. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. В типичном применении точечной сварки есть два электрода, расположенных друг напротив друга, которые сжимают металлические детали. Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени.При повышении температуры металл нагревается до пластического состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл.Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно освобождается после образования сварного шва.
Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени.При повышении температуры металл нагревается до пластического состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл.Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно освобождается после образования сварного шва.
При контактной точечной сварке необходимо учитывать 4 переменные ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : важно, какое давление прикладывается к сварному шву.Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь калибра от 16 до 24. Если у аппарата для точечной сварки есть клещи регулируемой длины, для правильной установки давления следует использовать манометр.Давление важно, и о нем не следует угадывать. ( ПРИМЕЧАНИЕ : Давление плоскогубцев TITE-SPOT устанавливается на середину этого диапазона и не регулируется.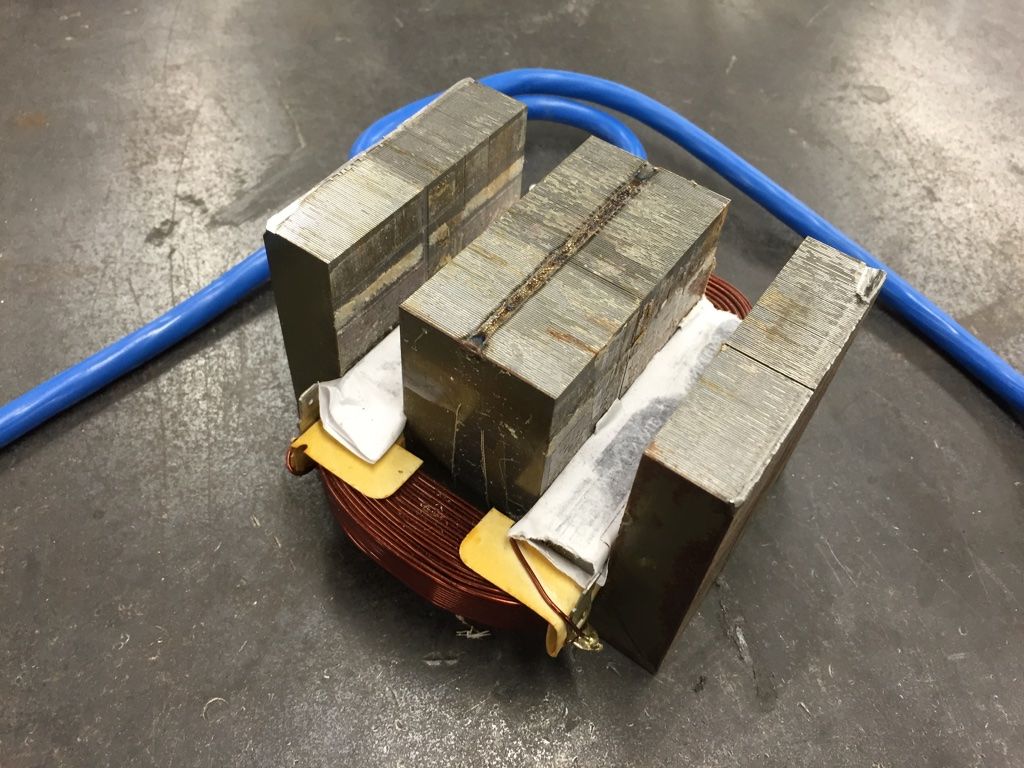 )
)
Три типа таймеров для точечной сварки :
Стандартный таймер сварки контролирует время, в течение которого ток проходит через сварочный трансформатор. Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера.Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер и отсчитывает время сварки вручную. Таким образом, хорошие сварные швы могут быть выполнены за время от 1/2 до 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный таймер сварки».
Цифровой таймер контролирует процесс сварки.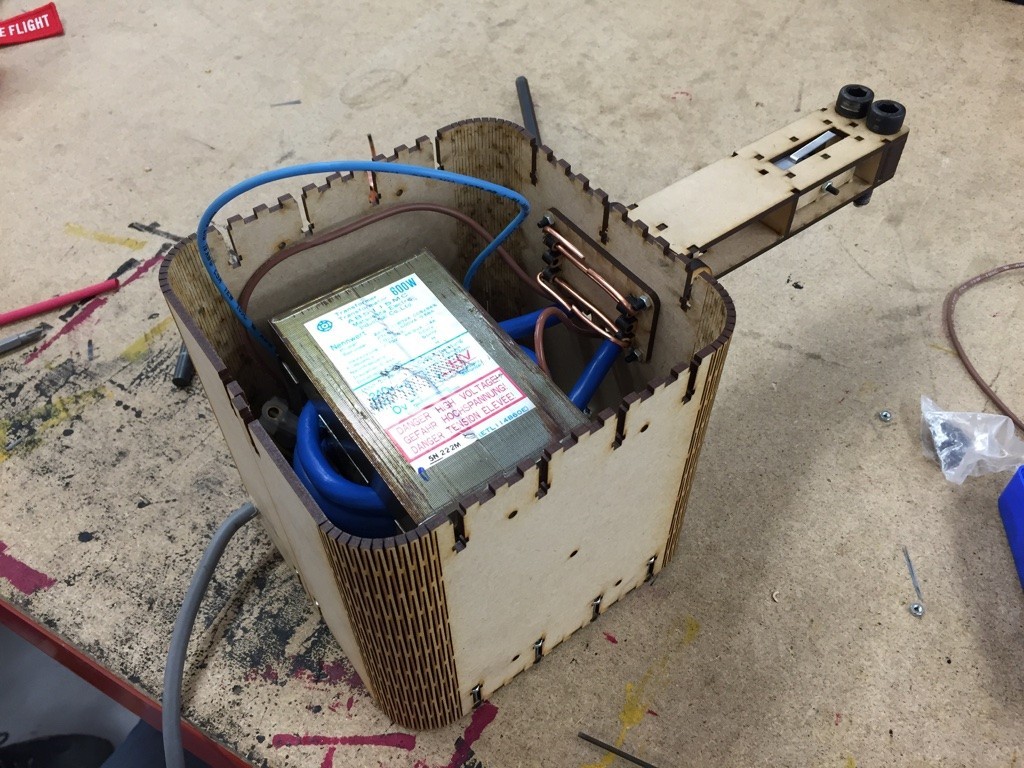 Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны.Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в условиях кузовного цеха имеет диапазон от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется калибром свариваемых деталей. Поскольку сварочный ток квадратичен, изменения сварочного тока гораздо более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора.) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание – это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, присутствующее на сегодняшней автомобильной стали, усугубляет проблему выталкивания.) Таким образом, мы видим, что сварочные аппараты, которые не контролируют сварочный ток, будут более сложными в использовании.
Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора.) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание – это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, присутствующее на сегодняшней автомобильной стали, усугубляет проблему выталкивания.) Таким образом, мы видим, что сварочные аппараты, которые не контролируют сварочный ток, будут более сложными в использовании.
Существует два типа регуляторов сварочного тока , Аналоговый : используется ручка и она настраивается как радиоручка. Цифровой : использует светодиодный дисплей, который сообщает техническому специалисту точную настройку мощности. Обычный интерфейс — кнопка.
Цифровой контроллер Ideal Welding Controller с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину.Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Проверенный таймер предварительного нагрева — лучший способ свести выброс к минимуму. Предварительный нагрев позволяет капсюлям, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять при температуре 1350 градусов по Фаренгейту, удаляя их из зоны сварки до начала сварки.Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного сгибаться и идеально подходить перед включением сварочного тока. Все это может произойти, только если у нас есть предварительная текущая проверка!
Проверка — это волшебство, которое ускоряет работу. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переваривания. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переваривания. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Новые клещи TITE-SPOT имеют заточенные сварочные наконечники до диаметра 3/16″. Наконечникам можно позволить утолщаться до диаметра 1/4 дюйма, прежде чем их нужно будет заточить. Новые сварочные наконечники имеют плоскую поверхность. Это лицо быстро венчается при использовании, и этот эффект венчания следует поощрять. Радиус коронки должен составлять от 1,5 до 2 дюймов. Инструмент для заточки поставляется вместе с плоскогубцами TITE-SPOT. (ПРИМЕЧАНИЕ: Высота новых сварочных наконечников в закрытом состоянии составляет 1 1/2 дюйма.) Утилизируйте сварочные наконечники, когда высота в закрытом состоянии составляет 1 3/8″. НЕ ПРОКЛАДЫВАЙТЕ НАКОНЕЧНИКИ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| СТАЛЬНЫЕ ДАТЧИКИ | расстояние между сварными швами | диаметр сварного шва | |||
2 шт. | 3 шт. | ||||
| МАНОМЕТР | В | ММ | в | в | в |
| 16 | 0.060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1,219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0. | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точками сварки должно быть равно или превышать минимальные стандарты, указанные в таблице.
КОНТРОЛЬ СВАРКИ:
Существует три формы контроля сварных швов. Сначала проводится визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшое выталкивание при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото.Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Испытание на отслаивание состоит в отслаивании точечного сварного шва. Пуговицу следует измерить и рассчитать средний диаметр. (см. Таблицу 1)
Испытание долотом заключается во вдавливании конического долота в зазор с каждой стороны проверяемого сварного шва до разрушения сварного шва или основного металла.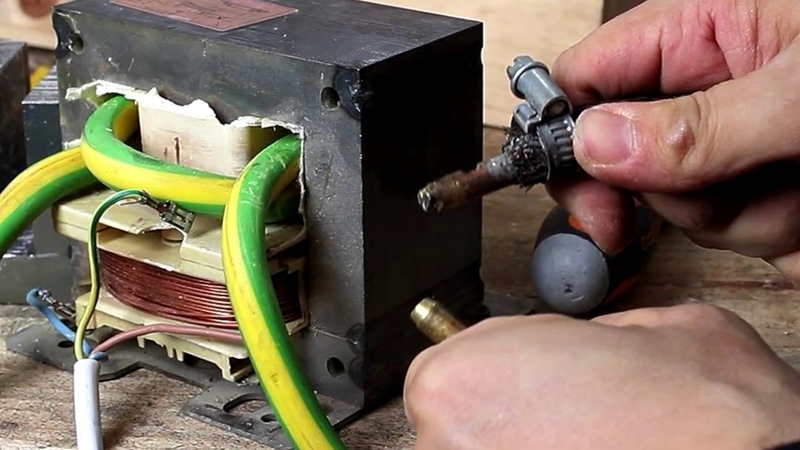 Края долота не должны касаться проверяемого сварного шва.Этот тип испытания следует использовать, когда испытание на отслаивание невозможно. Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
Края долота не должны касаться проверяемого сварного шва.Этот тип испытания следует использовать, когда испытание на отслаивание невозможно. Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
ОЦИНКОВАНИЕ
Цинкование — это покрытие из металлического цинка, которое наносится на сталь при ее изготовлении либо горячим погружением, либо гальванопокрытием. Цинк представляет собой голубоватый белый металл, его температура плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины.Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
При щипковой сварке гальваническое покрытие следует оставлять между слоями стали из-за того, что оно обеспечивает защиту от ржавчины. При сварке внахлест с использованием двух пистолетов цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Цинкование может «загрязнить» сварочные наконечники, что называется латунированием.Латунь может привести к тому, что электрод не сможет соединиться со свариваемым материалом. Если электрод окрашивается в золотой или латунный цвет на лицевой стороне электрода, поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки.Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали дает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Защита от ржавчины : При использовании плоскогубцев TITE-SPOT черное покрытие «E» должно оставаться на внутренней стороне новой детали.Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе парафина будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
При сварке с двумя горелками общее правило состоит в том, что три чистые стороны.Между деталями нельзя использовать грунтовку для сварки. Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть вредными, поэтому сварку следует проводить в хорошо проветриваемом помещении. Особенно это касается сварки оцинкованной стали.Поскольку TITE-SPOT использует сжатый воздух для охлаждения плоскогубцев TITE-SPOT и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации захватывающей новой области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку.