Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиЧтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
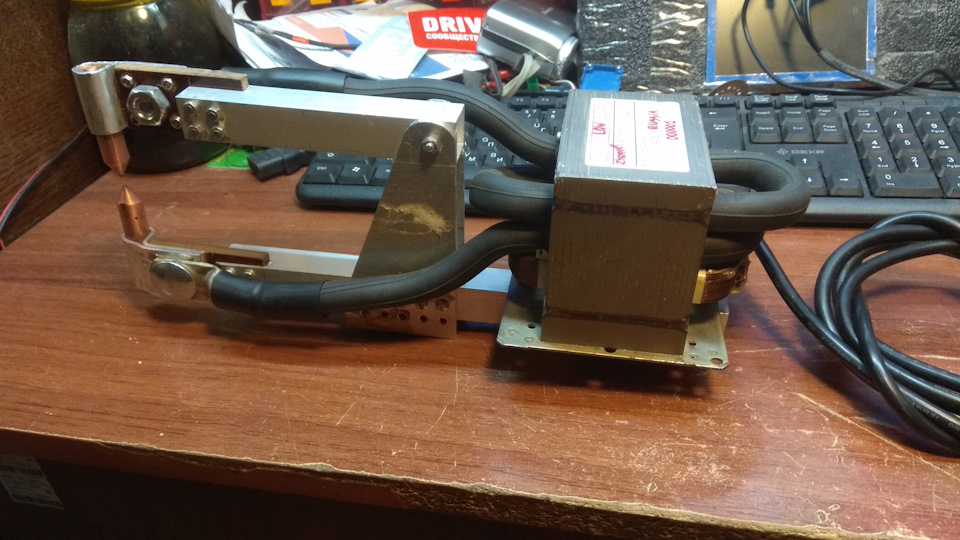
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.
 Нагрузочная способность не имеет значения.
Нагрузочная способность не имеет значения.
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы.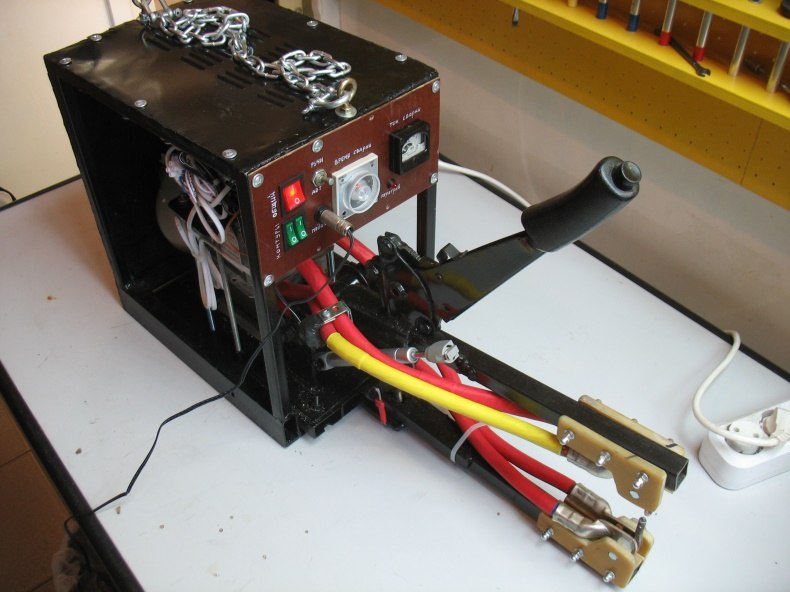 Лента держится довольно неплохо.
Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сварка сопротивлением, иногда называемая сваркой электрическим сопротивлением (ERW), представляет собой процесс, при котором металлы могут быть соединены друг с другом путем приложения давления и пропускания сильного электрического тока через комбинацию металлов для нагревания сварного соединения и расплавления металлов, их ковки. вместе.
Он имеет различные формы и области применения, и не требует никаких других материалов, что делает его очень экономичным процессом.
Сварка сопротивлением обычно используется для соединения двух плоских металлических деталей. Электрический ток подается на металлические листы (или любые соединяемые детали) через сварочные электроды, которые прилагают усилие к листам. Затем эта сила преобразуется в тепло. Тепло генерируется таким образом, что расплавляет металл в точке их соединения — точке «сопротивления» между сопрягаемыми поверхностями. Затем электрод извлекает тепло из расплавленной области сварного шва, который образует сварной шов в точке, где он затвердевает. Сила прикладывается до, во время и после подачи тока, который ограничивает площадь контакта.
Тепло генерируется таким образом, что расплавляет металл в точке их соединения — точке «сопротивления» между сопрягаемыми поверхностями. Затем электрод извлекает тепло из расплавленной области сварного шва, который образует сварной шов в точке, где он затвердевает. Сила прикладывается до, во время и после подачи тока, который ограничивает площадь контакта.
Существует множество процессов контактной сварки для различных целей, например, точечная сварка , шовная сварка и стыковая сварка . Каждый из них имеет различное специфическое применение сварки, что делает его оптимальным для конкретной ситуации.
Точечная сварка сопротивлением широко используется в автомобильной промышленности для соединения стали и в аэрокосмической промышленности для компонентов планера, изготовленных из алюминиевых сплавов. Это одна из старейших и простейших форм контактной сварки, при которой сварной шов образуется путем пропускания электрического тока между двумя металлическими компонентами, в то время как они удерживаются вместе между электродами, обычно изготовленными из сплавов на основе меди из-за его превосходной проводимости. характеристики.
характеристики.
Сварка контактным швом представляет собой разновидность стандартной формы точечной сварки, однако вместо одного точечного стержня производится ряд перекрывающихся стержней. Обычно это делается путем замены обычных электродов для точечной сварки колесами, которые вращаются при подаче между ними деталей. Таким образом, в процессе получается непрерывный сварной шов, а не одиночное пятно. Шовная сварка часто используется при производстве тонких листов, герметичных контейнеров, таких как топливные баки, и, как правило, не подходит для сварки алюминия.
Сварка контактным выступом — это форма контактной сварки, при которой электричество, усилие и время сварки концентрируются на выпуклых «выступах» на поверхности. Выступающая сварка обычно используется для сварки более толстых материалов, чем более тонкие металлические детали, для которых обычно требуется точечная сварка, и часто не для металлов. Он используется в основном в электротехнической, автомобильной и строительной промышленности.
Он используется в основном в электротехнической, автомобильной и строительной промышленности.
Стыковая сварка сопротивлением — это процесс, при котором два компонента одинакового поперечного сечения могут быть соединены вместе за одну операцию, которая происходит одновременно по всему объекту, подвергаемому воздействию, а не только в небольших местах. Применение стыковой сварки часто связано с проволокой и прутками малого диаметра, обычно до 16 мм в диаметре.
Стыковая сварка оплавлением аналогична, но в этом случае передача энергии в основном обеспечивается теплом сопротивления, возникающим от самих деталей. Это более быстрый тип контактной сварки, при котором сварщик соединяет детали, применяя некоторое давление, а затем пропуская через соединение сильный ток, который выжигает неровности поверхности. После того, как сварной шов выделит достаточно тепла, детали соединяются путем одновременного применения тепла и давления.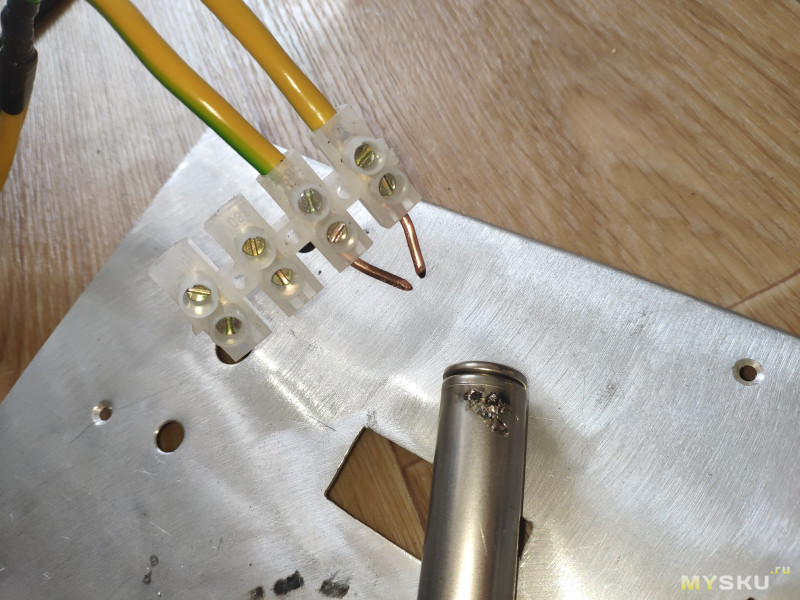
Сварка сопротивлением является одним из старейших процессов электросварки, используемых сегодня в промышленности. Сварка производится комбинацией тепла, давления и времени. Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Сварка производится комбинацией тепла, давления и времени. Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Давление, оказываемое клещами и наконечниками электродов, через которые протекает ток, удерживает свариваемые детали в тесном контакте до, во время и после временного цикла сварочного тока. Требуемая величина временного тока в соединении определяется толщиной и типом материала, величиной временного тока и поперечным сечением контактных поверхностей сварочных наконечников.
Основы сварки сопротивлением
Точечная сварка сопротивлением осуществляется при пропускании тока через кончики электродов и соединяемые отдельные куски металла. Сопротивление основного металла протеканию электрического тока вызывает локальный нагрев в месте соединения и сварку.
Стержень контактной точечной сварки формируется внутри по отношению к поверхности основного металла. На приведенном ниже рисунке показана точка контактной точечной сварки по сравнению с газовой вольфрамовой дугой.
Пятно газовой вольфрамовой дуги выполнено только с одной стороны. Точечная сварка сопротивлением обычно выполняется электродами с каждой стороны заготовки. Точечная сварка сопротивлением может выполняться с заготовкой в любом положении.
Резистивный очаг точечной сварки образуется при нагреве границы раздела сварного соединения за счет сопротивления поверхностей соединения протеканию электрического тока. Во всех случаях, конечно, ток ДОЛЖЕН протекать, иначе сварка не может быть выполнена. Давление кончиков электродов на заготовку удерживает деталь в тесном контакте во время сварки. Помните, однако, что машины для контактной точечной сварки НЕ предназначены для использования в качестве силовых зажимов для стягивания заготовок во время сварки.
1 – Выработка тепла
Можно внести изменения в закон Ома, если ватты и тепло считаются синонимами. Когда ток проходит через проводник, электрическое сопротивление проводника потоку тока вызывает выделение тепла.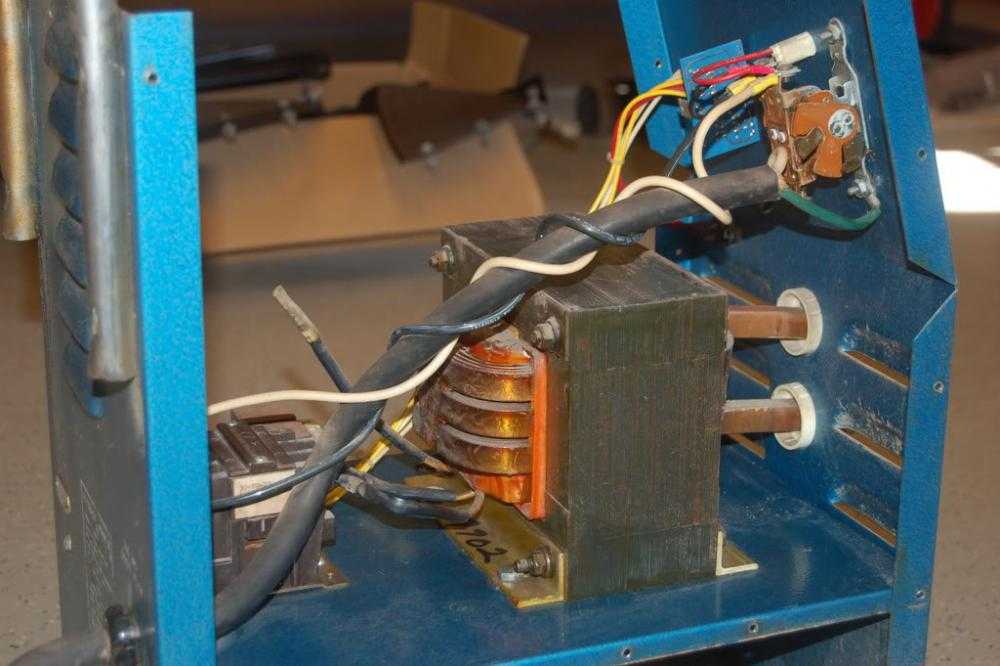 Основная формула для выделения тепла может быть сформулирована следующим образом:
Основная формула для выделения тепла может быть сформулирована следующим образом:
H = I R, где:
H= ТЕПЛО, I2 = КВАДРАТ СВАРОЧНОГО ТОКА и R= СОПРОТИВЛЕНИЕ
Вторичная часть контура контактной точечной сварки, включая свариваемые детали, на самом деле ряд сопротивлений. Суммарное аддитивное значение этого электрического сопротивления влияет на выходной ток аппарата контактной точечной сварки и тепловыделение цепи.
Ключевым фактом является то, что хотя значение тока одинаково во всех частях электрической цепи, значения сопротивления могут значительно различаться в разных точках цепи.
Машины контактной точечной сварки, производимые Miller Electric Mfg. Co., сконструированы таким образом, чтобы трансформатор, гибкие кабели, клещи и наконечники электродов оказывали минимальное сопротивление. Машины контактной точечной сварки Miller предназначены для наиболее эффективной подачи сварочного тока на свариваемое изделие. Именно в месте сварки требуется наибольшее относительное сопротивление. Термин «относительный» означает по отношению к остальной части фактической сварочной цепи.
Термин «относительный» означает по отношению к остальной части фактической сварочной цепи.
В рабочей зоне есть шесть основных точек сопротивления. Это:
2 – Время
Точечная сварка сопротивлением зависит от сопротивления основного металла и величины тока, протекающего для получения тепла, необходимого для выполнения точечной сварки. Еще один важный фактор – время. В большинстве случаев при точечной сварке используется сила тока в несколько тысяч ампер. Такие значения силы тока, протекающие через относительно высокое сопротивление, создают много тепла за короткое время. Для выполнения точечной сварки с хорошим сопротивлением необходимо строго контролировать время протекания тока.
3 – Давление
Необходимо тщательно учитывать влияние давления на контактную точечную сварку. Основная цель давления — удерживать свариваемые детали в тесном контакте на границе стыка. Это действие обеспечивает постоянное электрическое сопротивление и проводимость в точке сварки. Запрещается использовать щипцы и наконечники электродов для стягивания заготовки. Машина контактной точечной сварки не предназначена для электрического зажима типа «С». Свариваемые детали должны быть состыкованы ДО приложения давления.
4 – Наконечники электродов
Медь является основным материалом, обычно используемым для наконечников и клещей контактной точечной сварки. Назначение наконечников электродов — проводить сварочный ток к заготовке, быть фокусом давления, прикладываемого к сварному соединению, отводить тепло от рабочей поверхности и сохранять целостность формы и характеристик тепловых и электрических характеристик. электропроводность в рабочих условиях.